Agregátní obráběcí stroje umožňují provádět různé druhy obrábění dílů současně na jednom obráběcím stroji, což výrazně snižuje náročnost mechanického opracování dílů.
U speciálních obráběcích strojů vysoce účelového použití je důležité při změně typu výrobku přepínat další roboty. Pro odstranění tohoto nedostatku se začaly vytvářet agregátní pracovní stoly, které jsou konstruovány ze sady různých normalizovaných zvětšených jednotek-agregátů.
Ve XX století Sériová výroba se začala zvyšovat při výrobě dílů (šrouby, čepy, matice, podložky atd.). Pro výrobu takových dílů byl vytvořen sázecí stroj - automaty a automaty. Pak se objevily automaty pozdního tvaru, tvarově řezané a vícevřetenové automaty. V sériové výrobě a často i sériové výrobě se velmi zvyšuje dostupnost automatických soustružnických strojů, vhodných pro důležité a skládací roboty. U takových strojů není instalace a upevňování obrobků, spuštění obrobku a výroba hotového výrobku automatizované.
Od 70. do 19. století. Všechny tyto typy strojů se vyvíjejí díky silné diferenciaci a specializaci. Na základě univerzálního soustruhu vzniká horizontální soustruh, čelní soustruh a rotační soustruh.
Množství informací se objevilo v dalších významných událostech. V moderní době zaujímá velké místo vývoj metod pro řezání kovů. Je větší rozdíl mezi řeznými nástroji a řeznými částmi pracovních stolů. Ukázali se to je tvoje jméno závitové frézy, tvarové frézy, různé převodové nástroje, varné desky atd.
Mechanický třmen přerušil kroucení. Posuvné měřítko bylo automatizované. Vinikli taky automatické a automatické.
Změnil se samotný materiál, ze kterého se sazba připravovala. Začali vítězit a začali získávat vysoké známky. Teď jsem na řezném nástroji nástrojová ocel různé odrůdy. Vaughn tedy promarnil svou tvrdost kvůli přehřátí až do červeného gartuvana. až 600°C.
Specializace strojírenství zavedla novou automatizaci, Využití funkcí versatu přímo vedlo ke zjednodušení operací s ním spojených a vytvořilo tak příjemnou mysl pro implementaci automatických procesů.
Dnešní vysoce produktivní kovoobráběcí stroje jsou založeny na široké škále principů, bohaté na instrumentaci a bohaté na postavení, specializované a často používané pro tradiční pěvecké operace.
První automatická lavicová linka byla instalována v Anglii v letech 1923-1924. pro mechanické opracování bloků válců a jiných velkých dílů. Dokončila 53 operací a dokončila 15 bloků ročně, obsluhovaných 21 operátory.
Poprvé v Radyanském svazu byla v roce 1939 ve Volgogradském traktorovém závodě vytvořena obráběcí linka na zpracování válečkových pouzder pro pásové traktory. Byl postaven na základě 5 modernizovaných pracovních stolů s ručním ovládáním.
V době druhé světelné války se řady automatických pracovních stolů agregovaných pracovních stolů začaly po skončení války široce rozšiřovat.
Pokroky ve vědě a technologii umožnily přejít od automatických tokových linek k automatickým dílnám a poté k automatickým továrnám.
Narozen v roce 1956 V První úpravně plynu je dílna se dvěma automatickými linkami na výrobu válečkových a válečkových ložisek. Veškeré operace mechanického a tepelného zpracování ložiskových drah, kontrola, montáž, antikorozní zpracování, balení a odebírání třísek jsou plně automatizovány. V důsledku toho se chovatelský cyklus zkrátil 4 - 5krát, produktivita jednoho chovatele se zvýšila 2krát.
Narozen v roce 1949 V SSSR svět jako první postavil automatický závod na výrobu pístů, který obsluhoval 9 pracovníků za směnu a vyrobil 3500 pístů na jednotku.
3.5.3 Vykoristannaya elektrický pohon ve stroji
Elektromotor se ukázal být nejen hospodárnější, ale také kompaktnější, zabíral méně místa a během hodiny práce mu pracovník věnoval mnohem méně pozornosti. Budeme v bezpečí.
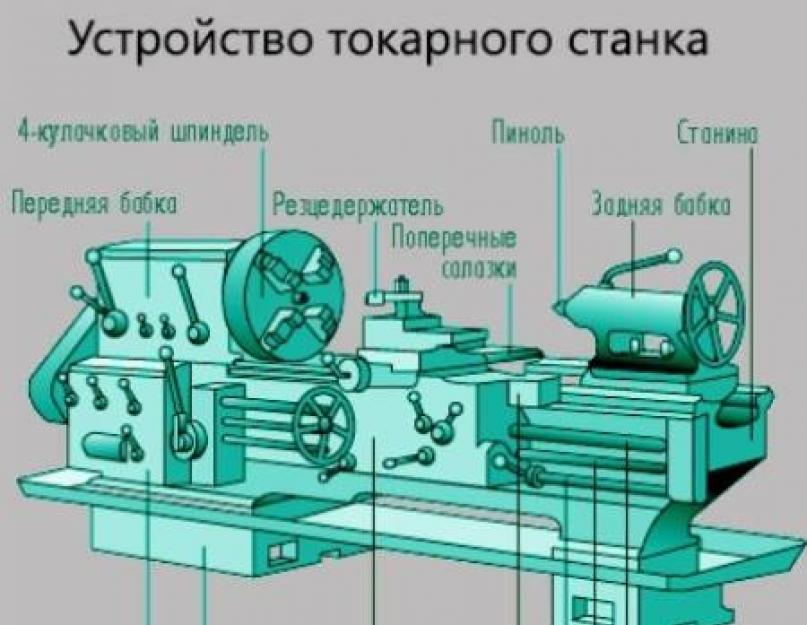
Soustruhy na kov mají ve svém celku zhruba podobné rozložení - vzor sestav. V tomto článku znovu prozkoumáme a popíšeme hlavní jednotky, princip jejich práce a význam.
Hlavní univerzity jsou:
- postel;
- vřeteník;
- vřeteno;
- podávací mechanismus;
- Podpěra, podpora;
- zástěra;
- zadní žena

Video lekce o soustružení kovových soustruhů
Stanina
Hlavní nezničitelnou částí lavice je rám, který se skládá ze 2 svislých žeber. Mezi nimi je řada příčníků, které zajišťují tuhost a neviditelnost statoru.

Stroj se rozvine na nohy, takže jeho obsah zůstane až do konce stroje. Konstrukce spodních skříní je taková, že se lze vyhnout zápachu při obsluze potřebného nářadí.
Horní příčné lamely rámu slouží jako vodítka pro posuv třmenu a koníku po nich. Na základě stejných schémat rozložení je snadné poznamenat, že v některých návrzích existují přímo 2 typy konstrukce:
- prizmatický pro pohyb třmenu;
- ploché a rovné, aby se koník mohl pohybovat. V některých případech je nahrazen prizmatickým typem.
Vřeteník
Díly zalisované do předního vřeteníku slouží k podepření a obalení obrobku během zpracování. Jsou zde jednotky, které regulují plynulost ovinovacích dílů. Je jim jasné:
- vřeteno;
- 2 ložiska;
- kladky;
- krabice tekutin, která slouží jako prostředek pro regulaci tekutosti obalu.

Hlavní částí vřeteníku soustruhu je vřeteno. Z pravé strany, brutalizované vzadu na koníku, je rozštěp. Jsou k němu připevněny kazety, aby se odstranila potřísněná část. Samotné vřeteno je uloženo na dvou ložiskách. Přesnost práce, která je položena na stole, spočívá v montážní fréze vřetena.

Pohled na krabici s dobrotami
Přední vřeteník má sadu vyměnitelných převodů, které se používají k přenosu rotace a točivého momentu z výstupního hřídele převodovky na hřídel podávací skříně pro řezání různých dílů. Zlepšeného zásobování třmeny je dosaženo výběrem a přeskupením různých ozubených kol.
Kytara výměnných převodů soustruhu Optimum Kytara soustruhu na kov Radyansky
Je nepravděpodobné, že by bylo možné přepnout nastavení soustruhu na kov s monolitickým vřetenem. Prázdné modely se rýsují denně, ale nezapomenou na síly, které se před nimi objevují. Tělo vřetena musí zesklovatět bez ohýbání:
- detaily se skvělým autem;
- napnutí řemene je omezující;
- nápor řezání.
Zejména se objevují až ke krčkům, na kterých jsou namontována ložiska. Jejich broušení je správné a čisté, drsnost povrchu není větší než Ra = 0,8.

V přední části má otvor kónický tvar.
Ložiska, vřeteno a veškerá práce jsou zodpovědné za vytvoření jediného mechanismu, který nemá schopnost vytvářet zkroucené bity, které mohou vypadnout, pokud je otvor ve vřetenu nesprávně opracován nebo čepy nejsou správně vybroušeny. Přítomnost vůle mezi volnými částmi lavice povede k nepřesnosti při zpracování obrobku.
Stabilitu vřetena zajišťují ložiska a mechanismus nastavování tahu. Až k pravému ložisku je upevněn za opracovaným, tvarovaným hrdlem, bronzovým pouzdrem. Rozeta probíhá v blízkosti objímky na těle vřeteníku. Pouzdro má jeden průchozí otvor a řadu zářezů. Pouzdro je připevněno k objímce vřeteníku pomocí matic našroubovaných na závitové konce. Upevňovací matice pouzder jsou přišroubovány pro nastavení napětí děleného ložiska.
Pro výměnu kapaliny je balení potvrzeno krabicí kapalin. Pravé ozubené kolo je upevněno na řemenici, pravé ozubené kolo je namontováno na vřetenu. Za vřetenem je válec s pouzdrem, které obtáčí další 2 ozubená kola. Přes krk přenáší váleček upevněný v konzolách ovinovací pohyb. Různá velikost ozubených kol umožňuje měnit plynulost balení.
Výběr velkého množství pracovních kapalin soustružnické stolice dvakrát. Použití soustruhu na kov pomocí různých výběrů umožňuje vybrat průměrnou rychlost mezi základními. K tomu stačí převést řemen z jednoho převodu na stupátko nebo jej nainstalovat do rovné polohy, správně v souladu s konstrukcí lavice.
Vřeteno odebírá vinutí z elektromotoru přes řemenový pohon a převodovku.
Podávací mechanismus
Mechanismus posuvu informuje podporu o potřebném směru pohybu. Nastavuje se přímo bitem. Samotný bit je umístěn v blízkosti těla vřeteníku. Jeho ovládání je naznačeno vzhledem vnějších klik. Můžete také přímo měnit amplitudu ramena třmenu pomocí dalších vyměnitelných ozubených kol různého počtu zubů nebo podávacích boxů.
Uspořádání strojů s automatickým posuvem má šnek a váleček. V průběhu operace se pohybový šroub otáčí s vysokou přesností. V ostatních typech je váleček, který umožňuje dále zachovat šroub v ideální poloze pro zkosení skládacích prvků.
Horní část podpěry je místem pro upevnění řezných nástrojů a dalších soustružnických nástrojů nezbytných pro zpracování různých dílů. Díky vůli podpěry se fréza plynule pohybuje ve směru potřebném pro opracování obrobku z místa, kde je podpěra posunuta frézou a rozkládá se na klas obrobku.

Při zpracování jiných dílů je třeba se vyhnout podpěrné dráze podél vodorovné linie stolu s přebytkem obrobku, který je obráběn. Tento požadavek znamená schopnost posuvného měřítka pohybovat se ve 4 přímých liniích do centrálního bodu verstatu.
Pozdější ramena mechanismu jsou poháněna na saních - vodorovném rovném rámu. Příčný řezný posuv je ovlivňován další částí podpěry, která je přenášena horizontálně.
Příčné (spodní) saně slouží jako základ pro otočnou část třmenu. Pomocí přídavné rotační části třmenu je obrobek pečlivě přetvarován na zástěru pracovního stolu.

Fartukh
Zástěra je stejně jako vřeteník připevněna ke svému tělu klouby nezbytnými pro pohyb mechanismů pohonu kol, které spojují podpěru s ozubenou tyčí a pojezdovým šroubem. Ovládací rukojeti zástěrových mechanismů jsou namontovány na těle, což usnadňuje nastavení pohybu třmenu.
Koník je chatrný a je třeba jej zkorodovat, aby byl díl připevněn k vřetenu. Skládá se na 2 části: spodní - hlavní deska a horní, která drží vřeteno.

Horní část se zhroutí a spodní část se zhroutí kolmo k vodorovné ose lavice. To je nutné při soustružení kuželovitých dílů. Stěnou vřeteníku prochází hřídel, kterou můžete otočit na zadním panelu lavice. Upevnění vřeteníku k rámu se provádí pomocí primárních šroubů.

Jednotlivý soustružnický nástroj, zařízení a konstrukce v závislosti na jeho konstrukci se mohou v detailech velmi lišit, ale u malých a středně velkých strojů se tato možnost stává běžnější. Uspořádání a schémata důležitých velkých soustruhů se liší podle jejich účelu, jsou vysoce specializované.
Po mnoho let byly děrné štítky hlavním prostředkem pro ukládání a zpracování informací. Podle našeho názoru je děrný štítek pevně spojen s počítačem, který zabírá celou místnost, a s hrdinskými radianskými vědci, kteří prorazili vědu. Děrné štítky - otcové disket, disky, pevné disky, flash paměti. Ale smrad se vůbec neobjevil s uvedením prvních počítačů, ale mnohem dříve, na začátku 19. století.
Verstat Falcon Jean-Baptiste Falcon vytvořil svůj stroj na základě prvního podobného verstatu navrženého Basilem Bouchonem. Jako první rozpoznal systém kartonových děrných štítků vázaných na lancety.
Oleksandr Petrov
12. čtvrtletí roku 1805 opustil císař Napoleon Bonaparte se svou armádou Lyon. Největší tkalcovské centrum v regionu v 16.-18. století trpělo revolucí a trpělo tragickou situací. Většina manufaktur zkrachovala, výroba byla na mrtvém bodě a mezinárodní trh byl stále více poblázněný anglickým textilem. Na podporu lyonských starostů sem Napoleon v roce 1804 vložil na plátno velkou sumu peněz a osudově později dorazil zejména na místo. Během návštěvy císař přivedl mistra vinaře Josepha Jacquarda, kde byl císaři ukázán podivuhodný stroj. Převážná část chvění instalovaná na původním tkalcovském pracovním stole byla vyrobena z dlouhého stehu volných vlněných plátů az pracovního stolu, našroubovaného na hřídel, byla vytažena švová látka s vyšívaným lemem. Podle toho není potřeba žádný mistr: stroj pracoval sám o sobě, a jak vysvětlili císaři, mohl jej obsluhovat pouze mistr.
 1728. Verstat Falcon. Jean-Baptiste Falcon vytvořil svůj vůz na základě prvního takového stroje navrženého Basilem Bouchonem. Jako první rozpoznal systém kartonových děrných štítků vázaných na lancety.
1728. Verstat Falcon. Jean-Baptiste Falcon vytvořil svůj vůz na základě prvního takového stroje navrženého Basilem Bouchonem. Jako první rozpoznal systém kartonových děrných štítků vázaných na lancety.
Napoleon byl s autem poctěn. O několik dní později Jacquard nařídil převod Jacquardova patentu na tkalcovský stroj do velkého hlavního města, vinař sám dostal pěkný důchod 3000 franků a právo na malou, 50 franků, zotavení z kůže. Francie, kde měl zaparkovaný vůz. V důsledku tohoto oživení se však nashromáždila obrovská suma - do roku 1812 měly nové provozy 18 000 tkalcovských verstatů a do roku 1825 - již 30 000.
Vinař, který žil mnoho dní v blahobytu, zemřel v roce 1834 a o šest let později postavili obyvatelé Lyonu Jacquardovi pomník právě na místě, kde se konalo jeho magisterium. Jacquardův (nebo ve staré transkripci „Jacquard“) stroj byl důležitým bodem u založení průmyslové revoluce, ještě méně důležitým než parní kotel. Ale ne všechno v tomto příběhu je jednoduché a ponuré. Například „ženští“ lvi, kteří vždy byli Jacquardovým pomníkem, zničili jeho první nedokončený milník a několikrát spřádali plány na jeho život. To auto, pokud mluví pravdu, vůbec není vina Vinayshova.
 1900. Tkalcovská dílna. Tento obrázek byl vytvořen před více než sto lety v tovární hale tkalcovny ve městě Darwell (Shadow Ayrshire, Skotsko). Mnoho tkalcoven vypadá takto, ne proto, že majitelé továren utrácejí peníze na modernizaci, ale proto, že žakárové rozvržení těchto hornin, jako dříve, jsou zbaveny svých nejuniverzálnějších a nejšikovnějších vlastností.
1900. Tkalcovská dílna. Tento obrázek byl vytvořen před více než sto lety v tovární hale tkalcovny ve městě Darwell (Shadow Ayrshire, Skotsko). Mnoho tkalcoven vypadá takto, ne proto, že majitelé továren utrácejí peníze na modernizaci, ale proto, že žakárové rozvržení těchto hornin, jako dříve, jsou zbaveny svých nejuniverzálnějších a nejšikovnějších vlastností.
Jak stroj fungoval
Pro pochopení revoluční novinky je nutné, aby vinař nejprve představil princip tkací lavice. Když se podíváte na látku, můžete vidět, že je tvořena pevně propletenými pozdějšími a příčnými nitěmi. Během výrobního procesu jsou pozdější nitě (osnova) taženy podél okraje lavice; polovina z nich je připevněna jedním k rámu-hellipu, druhá polovina je připevněna ke stejnému rámu. Tyto dva rámy se pohybují nahoru a dolů, jeden po druhém, roztahují nitě osnovy, a nakonec, jakmile se usadí, sešívačka šourá sem a tam a táhne příčnou nit (skok). Výsledkem je nejjednodušší tkanina s propletenými nitěmi. Rámečků může být více než dva a mohou se rozpadat ve složeném pořadí, zvedat nebo spouštět nitě ve skupinách, což vytváří na povrchu látky vrásky. Počet snímků je však stále malý, zřídka, pokud je jich více než 32, takže je snadné se zbavit problému, který se pravidelně opakuje.
Na žakárové přikrývce nejsou žádné rámy. Koženou nití lze posouvat kolem ostatních nití za pomocí napařující se nitě s kroužkem. Proto můžete na plátno utkat nit jakékoli úrovně skládání a vytvořit obraz. Pořadí nařasení nití je určeno pomocí dlouhé smyčkové řady děrných štítků, každý štítek odpovídá jednomu průchodu předlohy. Karta je přitlačena k množství stínících sond, některé z nich proniknou do otvoru a stanou se nezničitelné, jiné se potopí kartou dolů. Tykadla se zavazují provázky, které jsou svázány volánkem z nití.

Skládací kšilt látky byl utkán na Jacquard, ale uměli to jen ti nejlepší mistři a dílo bylo upečeno. Doprostřed verstatu vylezl dělník-twitcher a následoval velitelův příkaz, ručně zvedal a spouštěl okraje osnovních nití, jejichž počet se počítal na stovky. Proces byl mnohem komplikovanější, vyžadoval postupně rostoucí respekt a přátelská urovnání byla nevyhnutelně zmařena. Převybavení pracovního stolu z jednoho skládacího listu na jiného robota navíc zabralo mnoho dní. Verstat Jacquard, nesměle pracující s robotem, bez slitování, a sám se sebou. Jediná skládací pravá ruka se nyní používala k vycpávání děrných štítků. Na výrobu jedné sady se vynaložilo mnoho peněz a poté, co byly vyrobeny, mohly se karty znovu a znovu opakovat.
Poperedniki
Jak již bylo řečeno, nebyl to Jaccard, kdo viděl „rozumný milník“, ale spíše bez dalšího zkoumání výsledků svých předchůdců. V roce 1725, čtvrt století před narozením Josepha Jacquarda, první takové zařízení vytvořil lyonský tkadlec Basil Bouchon. Bouchonův verstat byl potažen děrovaným papírovým prošíváním, což dávalo jednu řadu otvorů do kůže úředníka. Otvorů však bylo málo, a tak přístroje měnily polohu jen malého počtu kulatých závitů.

Přední vinař, který pracoval na dokonalosti tkalcovské lavice, se jmenoval Jean-Baptiste Falcon. Nahrazením prošívání malými listy lepenky, svázané v pase na kopí; na kůži byly otvory rozšířeny do řady řad a mohly být omotány velkým počtem nití. Falconova verze se ukázala jako úspěšná a aniž by ztratil svou širokou expanzi, mistr dokázal za svůj život prodat téměř 40 kopií.
Třetím, kdo se zavázal přivést tkalcovnu na správné místo, byl vinař Jacques de Vaucanson, který byl v roce 1741 jmenován inspektorem textilních tkalcoven. Vaucanson pracoval na svém stroji se spoustou kamenů, ale nepodařilo se mu dosáhnout úspěchu: zařízení bylo příliš složité a drahé, stejně jako dříve bylo možné keruvatovat s relativně malým počtem nití a tkanina s nevzhledným prošíváním neuspěla. splatit vartosti obladnannya.
 1841. Tkalcovna Carkill. Tkaní nejmenších (vytvořeno v roce 1844) zobrazuje scénu, která se odehrála 24. září 1841. Monsieur Carquille, vládce mistra, dává vévodovi d'Aumale plátno s portrétem Josepha Marie Jacquarda, utkaným stejným způsobem v roce 1839. Jemnost práce je neuvěřitelná: detaily jsou jemné, detaily jsou u rytin nižší.
1841. Tkalcovna Carkill. Tkaní nejmenších (vytvořeno v roce 1844) zobrazuje scénu, která se odehrála 24. září 1841. Monsieur Carquille, vládce mistra, dává vévodovi d'Aumale plátno s portrétem Josepha Marie Jacquarda, utkaným stejným způsobem v roce 1839. Jemnost práce je neuvěřitelná: detaily jsou jemné, detaily jsou u rytin nižší.
Úspěchy a neúspěchy Josepha Jacquarda
Joseph Marie Jacquard se narodil v roce 1752 na předměstí Lyonu do rodiny potomků Canutes - tkalců, kteří pracovali se švy. Když se naučil všechny složitosti řemesla, pomohl mému otci v dílně a po smrti mého otce upadl doprava a ne hned se začal věnovat tkaní. Joseph byl inspirován ke změně své anonymní profese, byl souzen za Borgy, stal se přáteli a po zdanění Lyonu se stal vojákem v revoluční armádě a vzal s sebou svého syna v šestnáctkové soustavě. A navíc, když Jacquard zemřel v jedné z bitev, rozhodl se vrátit k rodinnému záznamu.

Odbočka do Lyonu a otevření tkalcovny. Podnikání se však příliš nedařilo a Jacquardovi to víno zavalilo. Pokud byste chtěli vytvořit stroj, který by překopal výtvory Bouchon a Falcon, byl by jednoduchý a levný a u kterého byste mohli použít švovou látku, která ručně nenarušuje tkanou látku. Samotný počátek struktur, které vycházely zpod jeho rukou, byl ještě dále. První Jacquardův stroj, který začal fungovat jako stopa, nefungoval na švu, ale na... rybářských sítích. V novinách jsem se dočetl, že anglické Royal Partnership for the Promotion of Mystery vyhlásilo soutěž na výrobu takového zařízení. Protože nikdy neodvezli britská vína, kontaktovali Francii se svými potomky a požádali o průmyslovou výstavu do Paříže. Cena je podstatná. V první řadě prokázali úctu Jacquardovi získáním potřebných spojení a získáním haléřů na další pátrání a jiným způsobem otevřením Muzea záhad a řemesel, kde stála tkalcovská lavice Jacquese de Vaucansona. Jacquard na něm pracoval a všechny detaily začaly zapadat do jeho reality: chápeme, jak jeho stroj dokáže zpracovat.
Svou bázlivostí si Jacquard získal respekt neméně než pařížských akademiků. Lyonští tkalci vydělali velké jmění kvůli hrozbě, kterou nové víno představovalo. V Lyonu, jehož obyvatelstvo bylo na počátku 19. století pravděpodobně 100 000, tkalcovský průmysl zaměstnával přes 30 000 lidí - takže třetím obyvatelem místa byl buď mistr, nebo dělník, nebo podmistr tkalcovská dílna. Pokus o zjednodušení procesu přípravy textilií by ušetřil spoustu roboty.
Přesnost Jacquardova obráběcího stroje je neuvěřitelná

To, co vidíme, je obraz „Návštěva vévody d'Aumale v tkalcovně pana Carkilla“ – není to vůbec rytina, jak by si někdo mohl představit, ale kresba tkaní na lavici vybavené žakárovým strojem. Velikost plátna je 109 x 87 cm, vyrobili Vikonav, Vlasna, mistr Michel-Marie Carquilla pro firmu „Didier, Petit and Si“. Proces mis en carte - neboli programování obrázků na děrných štítcích - trval mnoho měsíců, navíc se na něm podílelo malé množství lidí a samotná příprava plátna trvala 8 let. Řada 24 000 (přes 1 000 dvojitých středů na skin) děrných štítků byla dvojnásobná míle. Obraz byl vytvořen pouze se speciálními pokyny, s ohledem na množství obrazů podobného typu, které jsou zachovány v různých muzeích po celém světě. Jedním z příkladů této metody byl portrét Jaccarda od Charlese Babbage, děkana katedry matematiky Cambridgeské univerzity. Než promluvíme, vévodo d'Aumale, obrazy na plátně nejsou nikdo jiný než mladý syn zbývajícího francouzského krále Ludvíka-Filipa I.
V důsledku jedné zázračné rány mistra Jacquardu přišli a zničili všechny, kteří tam byli. Sám viník byl tvrdě potrestán, aby se zřekl provinění a dal se do řemesla po pažbě svého zesnulého otce. Navzdory žádostem svých bratrů v dílně musel Jacquard, aniž by opustil svou inteligenci, nyní tvrdě pracovat a stroj byl dokončen před rokem 1804. Jacquard poté, co zrušil patent a medaili, se obával nezávislého obchodování s „rozumnými“ versaty a dával si pozor na potěšení obchodníka Gabriela Detille, který žádal císaře, aby vína převedl na velkou vládu města Lyon. Císař toho bastarda uspokojil a vinaře odměnil. Dokončený příběh je před vámi.
Éra děrných štítků
Samotným principem žakárového stroje je schopnost měnit konzistenci práce stroje, zavádět nové karty - být revoluční. Nyní tomu říkáme programování. Drsnost akce pro žakárový stroj byla nastavena ve dvojím pořadí: žádné otevření - žádné otevření.
 1824. Stroj Reznysna. První důkazy o existenci analytického motoru od Charlese Babbage nebyly daleko. Rozměrné mechanické zařízení, které se skládá ze sady hřídelí a ozubených kol, bylo potřeba přesně zkompletovat, ale vyžadovalo jednoduchou údržbu a vysoce kvalifikovanou obsluhu.
1824. Stroj Reznysna. První důkazy o existenci analytického motoru od Charlese Babbage nebyly daleko. Rozměrné mechanické zařízení, které se skládá ze sady hřídelí a ozubených kol, bylo potřeba přesně zkompletovat, ale vyžadovalo jednoduchou údržbu a vysoce kvalifikovanou obsluhu.
Brzy poté, co se žakárový stroj rozšířil, se děrované karty (stejně jako děrované stehy a kotouče) začaly lepit do různých zařízení.
Chovnikovy Verštát
Na počátku 19. století byl hlavní typ automatického tkaní zřízen oficiálním tkalcovským strojem. Šití bylo snadné: osnovní nitě byly nataženy svisle a koule podobný chawen mezi nimi létal sem a tam a protahoval osnovou příčnou nit. Čas od času úředník napřáhl ruce, v 18. století byl tento proces automatizován; úředník z jedné strany „bowling“, popadl druhou, rozzlobil se – a proces se opakoval. Vazba (stojí mezi osnovními nitěmi) pro slévání osnovy je zajištěna za přídavným rákosem - tkalcovským hřebenem, který zpevňuje jednu část osnovních nití od druhé a nadzvedává je.
Ale je možná nejznámější z takových výstupů – cesta od tkalcovy lavice k počítačovému „analytickému motoru“ Charlese Babbage. V roce 1834 Babbage, matematik, který rozvinul Jaccardovy znalosti o děrných štítcích, začal pracovat na automatickém zařízení pro dokončení široké škály matematických úloh. Ještě nedávno jsme byli svědky existence „řezačky“, objemného 14tunového monstra plného ozubených kol; Princip zpracování digitálních dat pomocí přídavných převodů byl vyvinut z Pascalových hodin a nyní je nahradily děrné štítky.
 1890. Tabulátor do Hollerita. Ke sběru výsledků celoamerického sčítání lidu z roku 1890 byl použit tabulkový stroj Hermana Holleritha. Ukázalo se, že schopnost stroje jít daleko za hranice zadaného úkolu.
1890. Tabulátor do Hollerita. Ke sběru výsledků celoamerického sčítání lidu z roku 1890 byl použit tabulkový stroj Hermana Holleritha. Ukázalo se, že schopnost stroje jít daleko za hranice zadaného úkolu.
V analytickém stroji je vše, co je v běžném počítači: procesor pro zpracování matematických operací („mlin“), paměť („sklad“), kam se ukládaly hodnoty proměnných a mezivýsledky operací, centrální jádro zařízení yay, takhle Výběr funkce enter/exit. V analytickém stroji byly použity dva typy děrných štítků: velký formát pro ukládání čísel a menší programy. Babbage pracoval na svém odchodu 17 let, ale stále to nemohl dokončit - promrhal haléře. Tento model Babbageova „analytického motoru“ pochází z roku 1906, kdy se stal předním předchůdcem počítačů a zařízení zvaných tabelátory.

Tabulátor je stroj pro zpracování velkého množství statistických informací, textových i digitálních; Informace byly zadávány do tabelátoru pomocí dodatečného velkého množství děrných štítků. První tabelátory byly demontovány a vytvořeny pro potřeby amerického sčítacího úřadu, ale sloužily i k realizaci různých úkolů. Od počátku byla jedním z lídrů v této oblasti společnost Hermana Holleritha, muže, který v roce 1890 vymyslel a vyrobil první elektronický tabulkovací stroj. V roce 1924 byla Hollerithova společnost přejmenována na IBM.
Když první EOM nahradily tabelátory, zůstal zde zachován princip ovládání pomocí děrných štítků. Bylo mnohem snazší dostat data a programy do stroje pomocí přídavných karet a nižších digitálních přepínačů. Následně jsou děrné štítky vikorist a donina. Tímto způsobem, asi před 200 lety, díky tomu, že se lidé hrnuli do „rozumných“ strojů, přišli o děrné štítky.
Článek „Weaving Verstat, Pradid of Computers“ byl publikován v časopise „Popular Mechanics“ (
Osmnácté a devatenácté století bylo ve znamení technologického pokroku, který v minulosti neměl obdoby. V průběhu půlstoletí se vyvinula řada rychloobrátkových odbytišť, vznikly nové typy motorů, osvojily si nové způsoby komunikace a dopravy, vynalezly vysoce inovativní stroje a stroje. Ve většině galuz byla ruční výroba často nahrazena strojní prací. Tekutost, efektivita zpracování a produktivita práce se desítkykrát zvýšily. V apologetických evropských zemích se objevily tisíce velkých průmyslových podniků a objevily se nové třídy - buržoazie a proletariát.

Ruční dopřádací stroj
Komerční prezentaci provázela největší společenská destrukce. Válkou se Evropa, celý svět až do konce 19. století nečekaně změnil; Život lidí se vůbec nepodobal těm na počátku 18. století. Možná je to poprvé v historii, kdy se technologická revoluce objevila tak viditelně a dramaticky ve všech aspektech lidského života.
Toto je nyní začátek této velké strojové revoluce pletení od vytvoření spřádacího automatického soustruhu - prvního stroje, který se rozšířil v tkalcovském průmyslu. Dá se říci, že spřádací stroj byl prototypem všech moderních strojů a mechanismů a svým významem dalece přesahoval úzký rámec textilního a dopřádacího průmyslu. Pro některé lidi jejich vzhled symbolizoval lidi současného světa.

Pochva v barokním stylu
Předení ve formě, v jaké bylo popsáno výše - za pomoci ručního vřetena a pramene - trvalo tisíce let a bylo zbaveno veškeré této doby pro složité a pracné úkoly. Ruka přádelny při procesu jednovrstvého předení, stáčení a navíjení nitě byla velmi unavená, produktivita práce nízká. Významný rozvoj předení se proto stal výsledkem ručního předení, které se poprvé objevilo ve starém Římě.
V tomto jednoduchém zařízení vedlo kolo a po navinutí na kolo menších rozměrů d, omotané kolem další nepřerušené šňůry, na které bylo umístěno vřeteno b. Proces předení na ručním pramínku se prováděl vpředu: pravá ruka za druhou rukojetí ovinula velké kolo a, tehdy levá ruka, vytahující nit ze svazku vláken, vedla nit buď k vřeteno (pak se zkroutilo a zkroutilo), nebo pod rovnou patou ( Pak se samo připravené namotalo na vřeteno).

Ručně pletl
Dalším velkým pokrokem v historii předení byl vznik samopředení (kolem roku 1530), jehož původcem je údajně kameník Jurgens z Brunswicku. Tento pramen vlasů se třásl nohama a měl pocit, jako by bolel ruce služebné.
Práce na samozvlákňovacím stroji probíhaly spořádaně. Vřeteno 1 bylo pevně spojeno s křídlem 2 a zvedlo rukojeť ze spodního velkého kola 4. Zbytek byl spojen s blokem, pevně upevněným na vřetenu. Cívka 3, na jejímž jednom konci byl zpevněn blok menšího průměru, těsně dosedala na vřeteno. Dva bloky vytáhly rukojeť ze stejného kola 4, ale vřeteno a letec, spojené s velkým blokem, se otočily větší, spodní, spojené s menším blokem. V důsledku toho, že se cívka rychleji navinula, navinula se na ni nit a rychlost navinuté nitě se rovnala rozdílu tekutosti vřetena a cívky. Přadlena rukou vytahovala vlákna z přadleny a často jimi kroutila prsty. Nit před vstupem do letáku padala podél osy vřetena. Když bylo zabaleno, roztočilo se a vyrobilo přesně stejný počet obalů jako vřeteno. Po průchodu letákem 2 se nit změnila rovně a šla k cívce těsně pod přímým řezem k ose vřetena. Tímto způsobem, s přímkou, samopřádlo umožňovalo nit současně kroutit, kroutit a navíjet.

Kolovrat Yurgens, 1530 RUR

Samotočení se třemi nitěmi od Leonarda da Vinciho
Během procesu předení byly již zmechanizovány dvě operace: stáčení nitě a její navíjení na cívku, nebo tažení vláken z přeslenu a jejich časté ruční stáčení. Tím bylo celé dílo zcela splněno. Kolem první třetiny 18. století byla do detailu vytvořena Kayova tkalcovská lavice, která umožnila výrazně zvýšit tekutost látky. Na novém pracovním stole je spřádací tkadlena schopna spřádat hromady příze, bylo dokončeno až šest spřádacích strojů. V důsledku toho došlo k nepoměru mezi předením a tkaním. Tkalci si začali uvědomovat, že je nedostatek příze, protože přadleny ji nedokázaly připravit v požadovaném množství. Příze nejenže výrazně zdražila, ale často ji ani nebylo možné sehnat za stejnou cenu. A trhy prodávaly stále více látek.
Několik generací mechaniků si lámalo hlavu nad tím, jak zdokonalit vlákno. V průběhu 17. a první poloviny 18. století byla učiněna řada pokusů opatřit samotočící kolo dvěma vřeteny za účelem zvýšení jeho účinnosti. Přestože bylo tak důležité pracovat na takové linii, myšlenku nebylo možné rozšířit. Bylo jasné, že spřádat přízi na mnoha vřetenech bude možné pouze tehdy, bude-li provoz spřádání vláken mechanizován.
Tento nelehký úkol často řešil anglický mechanik John White, který v roce 1735 vynalezl speciální napínací zařízení. Marxovými slovy tato část stroje znamenala začátek průmyslové revoluce. White bez váhání prodal práva na své zázračné víno podnikateli Lewisi Paulovi, který si na něj v roce 1738 nechal patentovat. Ve stroji Paula a Whitea byly lidské prsty nejprve nahrazeny dvojicí „napínacích“ válečků, které jsou obaleny jinou tekutinou. Jeden váleček má hladký povrch a druhý je krátký s vlnitým povrchem nebo je roztrhaný. Před vstupem do válců stroje však vlákna zrna nemohou projít předním zpracováním - je třeba je vložit paralelně k sobě a vytáhnout. (Tomu se říkalo „rozchisuvannyam“ bavovni nebo karduvannyam.)

Pavlův válec na předení příze, 1738
Paul and White se pokusili tento proces zmechanizovat a vytvořili speciální mykací stroj. Princip tohoto platí pro budoucnost. Válec je po celé ploše zajištěn drážkami, obalenými drážkou, která je na vnitřní straně zajištěna zuby. Vlákna zrn byla vedena mezi válec a žlab a byla tímto způsobem česána.

Paulův spřádací stroj
Poté byla příze, která vypadala jako tenký steh, přivedena do spřádacího stroje a poté byla příze předena na průtažných válcích a poté přešla na vřeteno, které bylo omotané kolem válečků a bylo předáno kolem nitě. Tento druh vlasů poprvé vytvořil Paul v roce 1741. První věcí v historii byl spřádací stroj.
Když Paul a White zdokonalili svůj stroj, začali protahovat přízi řadou válců. Smraďochy se točily s bohatou plynulostí a stahovaly je do tenkého vlákna. Se zbývající dvojicí válečků šla nit na vřeteno. V roce 1742 vytvořil White stroj, který se točil na 50 vřetenech a byl tlačený dvěma osly. Jak bylo ukázáno dále, napínací válečky, které vynalezl, byly překryty dalšími inovacemi. Ale když jsme začali jet, auto se nerozšířilo. Pro řemeslníka to bylo drahé a těžkopádné zařízení. Nedostatek příze byl pociťován i nadále a nadcházející osud. Tento problém byl často vyřešen po vytvoření spřádacího stroje Hargreaves.
Har'rivs buv tkadlec. Četa mu připravila přízi a nestačilo mu, co museli přes den odpracovat. Takže po dlouhém přemýšlení o tom, jak by robot mohl urychlit přádelnu. Vipadok priishov youmu pomoci. Jako by Hargreavesova dcera Jenny omylem přehodila přízi, kolo se dál točilo a vřeteno pokračovalo v předení příze, i když bylo spíše ve svislé než vodorovné poloze. Hargreaves byl velmi opatrný a objevil v roce 1764 stroj s velmi svislými vřeteny a jedním kolem. Auto pojmenoval „Jenny“ po své dceři. Vaughn nepřinesl svému stvořiteli ani haléře, ani štěstí. Hargreavesova žena však přivolala bouři na přadleny - smrad se přenesl, že stroj zachrání jejich roboty. Gang probuzených lidí jednou utekl do Hargreavesovy kabiny a zničil auto. Sám vinař a jeho četa byli vedeni na smrt a byli potrestáni. Aleš samozřejmě nemohl omezit rozšíření strojového předení - doslova tisíce mistrů vyměněných za pár kusů Jenny.

Spřádací stroj Hargreaves "Jenny".
Stejně jako Whiteův stroj vyráběla "Jenny" pokročilou přípravu bohatých vláken. Nit nitě zde byla převzata z pruhu česaného lýka. Klasy s vlněním byly umístěny na tenkém rámu (to sloužilo ke snadnějšímu navíjení vlnky). Místo napínacích válců White Hargreaves vyztužil speciální lis vyrobený ze dvou dřevěných bloků. Pramenové nitě z houpaček prošly tažným lisem a byly připevněny na vřetena. Vřetena, na která se navíjela hotová nit, byla umístěna na nefragmentovaném rámu na levé straně lavice. Ve spodní části kožního vřetena je blok, v jehož blízkosti je přes buben přehozena hnací šňůra. Tento rotující buben byl před všemi bloky a vřeteny a otáčel se z velkého kola, které bylo omotané kolem ruky. Tímto způsobem velké kolo obalilo všechna vřetena.
Přadlák jednou rukou omotával vozík tažného lisu a druhou omotával kolo, které roztáčelo vřeteno. Provoz stroje se skládal z následujících procesů: lis byl uzavřen a vyveden zpět z vřeten - výsledkem bylo zkroucení závitu. Přádel najednou omotal kolo, namířil vřeteno na vřeteno a přadlen spřádal nit. Na konci výjezdu se kočár začal brousit a vřetena se dál otáčela a váhala, zda se má otočit. Poté byl vozík přemístěn zpět na vřetena, knírové nitě byly opatrně stlačeny speciální šipkou, aby byl smrad odveden do navíjecí polohy. V hodině, kdy se kočár vracel, se pod horkým lisem navíjely nitě na vřetena po navinutí zbývajících.
Hargreavesův natahovací lis v podstatě nahradil ruku robotika. Celý robot byl zredukován především na tři ramena: na ovinutí hnacího kola, sem tam přímočaré rameno vozíku a na kloubovou část. Jinými slovy, lidé hráli pouze roli mocenské síly a pak bylo možné nahradit dělníka jinými, stabilnějšími a výkonnějšími zdroji energie. Zázračný význam Hargreavesových výstupů spočíval v tom, že bylo možné obsluhovat tolik vřeten s jedním robotistou. První vůz měl všechny druhy vřeten. Pak zvýšil jeho množství na 16. Také během Hargreavesova života se objevily stroje „Jenny“ s 80 vřeteny. Tyto stroje již nebyly schopny pohánět robotický motor a začaly být poháněny vodním motorem. Díky jednoduchosti konstrukce a nízkým nákladům, stejně jako možnosti použití ručního pohonu „Jenny“, došlo k nejširšímu rozšíření. Do 90. let 18. století bylo v Anglii již přes 20 tisíc kolotočů „Jenny“. Mezi stejnými tkalci byl velký smrad. Nejmenší z nich zaměstnala šest nebo osm pracovníků. Jednalo se o první stroj v historii, který přinesl masové rozšíření.
Hargreavesův stroj často pomáhal ukojit předení hlad a utišil pracovní tlak předení v Anglii, ale nebylo to úplně to, co bylo potřeba. Vytahovací zařízení „Jenny“ se ukázalo jako neúplné. Nedostatečným navinutím byla příze buď tenká, nebo slabá. Aby byla tkanina hodnotnější, museli tkalci do příze přidávat vláknitou nit.
Současné auto vytvořil Nezabar Arkwright. Vaughn zkombinoval Whiteův trakční mechanismus s Jurgensovým torzně navíjecím samorotačním kotoučem. Ve své profesi byl Arkwright holičem ve městě Bolton v Anglii. Většina našich klientů byli přadleni a tkalci. V jednu chvíli se Arkwright stal svědkem obchodních tkalců, kteří mluvili o těch, kteří říkali, že prádlo z lněných nití se střídalo s tkanými nitěmi, protože Hargreavesův stroj nemohl dodávat mnoho příze a nití a nepracoval dostatečně dobře. sti. Brzy poté Arkwright získal stroj Jenny pro sebe, zkroutil ho a změnil, aby jej mohl udělat jiný, rovnější a tenčí. Tím, že jsem se chopil práva, a po pravdě řečeno, byl jsem schopen vytvořit řád, který automaticky sledoval všechny procesy. Přadlák musel neustále šít, aby měl stroj dostatek materiálu a aby se znovu spojily přetrhnuté nitě.

Arkwrightův spřádací stroj, 1769
Práce na Arkwrightově stroji byla prioritou. Hnací kolo pohánělo ovinovací vřeteno s letáky. Žito, předem připravené s dalšími přísadami, bylo umístěno na pumpy, které byly umístěny na vodorovném hřídeli v horní části lavice. Rovná linie bohatých vláken šla do natahovacích válečků, které byly umístěny před houpačkami. Kožený pár má spodní váleček ze dřeva, vlnitý, vrchní je potažen kůží. Pár válečků omotaných kolem kůže, vpředu nižší. Horní válce byly s převahami přitlačeny ke spodním. Vytažená nit vycházela ze zbylé páry válečků, procházela roubíky letce a navíjela se na vřeteno. Aby se zvednuté cívky odstranily z usazení na vřetenech, byly cívky pečlivě oříznuty šňůrou procházející drážkami kladek ve spodní části kožní cívky. Výsledkem byly nitě takového opevnění, že nyní bylo možné vyrábět látku z čisté suroviny, bez přídavku lnu. Stroj, který popisuje princip nepřetržitého provozu, se nazývá vodní stroj.
Arkwright se ukázal být nejen šťastným vinařem, ale také chytrým chlapíkem. Ve spolupráci se dvěma obchodníky založili vlastní přádelnu a v roce 1771 otevřeli příteli v Cromfordu továrnu, kde všechny stroje pohánělo vodní kolo. Brzy se továrna rozrostla do velikosti velkého podniku. V roce 1779 měla rodina tisíce vřeten a 300 dělníků. Arkwright bez váhání usnul v řadě textilních továren v Anglii. V roce 1782 pro něj pracovalo již 5000 dělníků a jeho kapitál se odhadoval na 200 tisíc liber šterlinků.
Arkwright pokračoval v práci na vývoji nových strojů, které by umožnily celý proces spřádání příze mechanizovat. V roce 1775 byl zrušen patent na řadu dalších mechanismů. Mezi hlavní patřily: mykací stroj, suchý hřeben, rovingový stroj a životodárné zařízení. Kartotéka se skládala ze tří bubnů a sloužila k počítání peněz. (Whiteův stroj byl důkladně vyleštěn.) Hřeben vikory byl použit jako doplněk ke strojku na karty - byl odebrán z bubnů. Pramenový stroj přeměnil česanou tkanou vlnu na válcový pramen, připravený ke zpracování na spřádacím stroji. Živým nástavcem byla volná látka, která kartovému stroji poskytovala bonus za řezání.
V budoucnu byla Arkwrightova sláva zastíněna obviněními proti krádežím cizích vín. Celá řada soudních případů ukázala, že všechny stroje, které si patentoval, ve skutečnosti nenašel. Tak se ukázalo, že spřádací stroj vyrobil John Kay, mykací stroj Daniel Bourne a spřádací stroj John Lees. V roce 1785 byly všechny Arkwrightovy patenty zrušeny a do té doby se stal jedním z nejbohatších anglických výrobců.
V roce 1772 r. Mechanik Wood sestrojí stroj a napínací zařízení je neporušené a vřetena jsou znovu potažena, to znamená, že proces je obrácený od toho, co se děje s Hargreavesovým strojem. Zde steh, který je předmětem cvičení, zaujme pasivní polohu a výrazně se aktivuje vřeteno (pracovní nástroj). Napínací lis, který ztrácí svou celistvost, se zavírá a otevírá a vřetena se nejen navíjejí, ale také pohybují.

Woodův stroj "Billy" (polovina 18. století)
Zanechám stopu na vytvořeném univerzálním spřádacím stroji tkadlena Samuela Cromptona, který vytvořil tzv. mezkový stroj. Byl založen na principech robota Jenny a vodního stroje Arkwright.

Crompton mule machine 1774-1779: 1 - drátěná kladka; 2, 3 - hnané řemenice; 4 – kočár; 5 - systém kapot a bloků; 6 - buben; 7 – vřetena; 8 – váleček; 9 – důležité; 10 - kočky; 11 - závit
Zástupce prezidenta Hargreaves Crompton zastavil napínací válečky. Navíc byl představen kočár, který se houpal tam a zpět. Na kočáru byla vřetena. Pokud vozík s vřeteny vyjel z válečků, vřetena zatáhla ještě silněji a zkroutila nit. Když se vozík přiblížil k válečkům, nit se zkroutila a navinula na vřeteno. Stejně jako vodní stroj vyráběl mintsnu neboli hrubou přízi a Jenny jemnou neboli německou, vyráběl stroj na mulu Crompton mintsnu a zároveň jemnou přízi.
Číst a psát korišní
Pid řízení Verstat akceptoval totalitu injekcí na své mechanismy, které zajistí napojení těchto mechanismů na technologický cyklus zpracování a systém řízení- zařízení a celkový počet zařízení, která tyto akce provádějí.
Ruchne Řízení spočívá v tom, že o výběru těchto a dalších prvků pracovního cyklu rozhoduje osoba – obsluha lavice. Operátor na platformě přijatých rozhodnutí zapíná nosné mechanismy soustruhu a nastavuje parametry svého robota.
Operace ručního ovládání se provádějí jak v neautomatických univerzálních a specializovaných pracovních stolech pro různé účely, tak i v automatických pracovních stolech. U automatických pracovních stolů se ruční vytvrzování používá k implementaci režimů broušení a speciálních prvků pracovního cyklu.
U automatických pracovních stolů je ruční ovládání často spojeno s digitálním zobrazením informací ze snímačů polohy ovládacích prvků.
Automatické čištění Předpokládá se, že řešení výměny prvků pracovního cyklu přebírá řídicí systém bez účasti operátora. Tam můžete vidět příkazy pro zapnutí a zapnutí mechanismů pracovního stolu a manipulaci s robotem.
Cyklus zpracování nazývat souhrn pohybů pracovních orgánů, které se opakují při zpracování kožního polotovaru. Komplex pohybu pracovních orgánů v pracovním cyklu pracovního stolu pracuje ve stejném sledu podle programu.
Program Keruyucha – jedná se o sadu příkazů, které odpovídají danému algoritmu pro fungování pracovního stolu pro zpracování konkrétního obrobku.
Algoritmus pojmenujte způsob dosažení cíle (top úkolu) s jednoznačným popisem postupu u tohoto úkolu.
Pro funkční účely lze automatické čištění rozdělit takto:
řízení konstantních obráběcích cyklů, které se opakují (například řízení agregátových obráběcích strojů, které dokončují frézovací, vrtací, vyvrtávací a řezací operace prostřednictvím střídavých cyklů v rukou mnoha vřetenových efektivních výkonových hlav);
ovládání proměnných automatických cyklů, které jsou nastaveny ve formě materiálových analogových modelů (kopie, sady vaček, dorazových systémů atd.) individuálních pro kožní cyklus (kopie, sady vaček, dorazové systémy atd.) s aplikací cyklického řízení strojů (CPU) a řídicích systémů Pro kopírovací soustruhy a frézky, vícevřetenové soustružnické automaty apod.;
CNC, jehož program je specifikován jako zaznamenaný v tomto nebo jiném souboru informací. Určité informace pro CNC stroje jsou diskrétní a jejich zpracování během procesu řezání probíhá pomocí digitálních metod.
Řízení cyklu (CPU)
Cyklický programový řídicí systém (CPU) umožňuje často nebo opakovaně programovat cyklus pracovního stolu, režim zpracování a výměnu nástroje, stejně jako nastavit (pomocí dopředného nastavení dorazů) velikost pohybu mechanického zařízení pracovního stolu. Prvky. Má analogový řídicí systém s uzavřenou smyčkou (obrázek 1) a může dosáhnout vysoké flexibility pro zajištění snadné změny pořadí zapínání zařízení (elektrické, hydraulické, pneumatické atd.), které chrání prvky cyklu.
Malyunok 1– Zařízení pro řízení cyklického programu
Programátor cyklů umístí blok 1 programu a blok 2 postupného úvodu (programy krok za krokem volají tu část programu, která je okamžitě zadána do řídicího systému). V bloku 1 lze nalézt informace o automatizačním obvodu, který se skládá z řídicího bloku 3 cyklu pracovního stolu a bloku 4 převodu řídicích signálů. Automatizační obvod (zpravidla je založen na elektromagnetických relé) je navržen pro umístění programátoru cyklu s ovládacími prvky a vypínacím senzorem; posiluje a znásobuje týmy; Můžete zrušit funkce s nízkou logikou (například zajistit, aby byly zakázány standardní smyčky). V bloku 3 je signál odeslán do koncového zařízení, které zajišťuje zpracování programových příkazů a zapíná koncové prvky 5 (pohony koncových komponent stroje, elektromagnety, spojky atd.). Zbývající kroky programu. Senzor 7 monitoruje dokončení zpracování a prostřednictvím bloku 4 dává příkaz bloku 2 k zapnutí další fáze programu. Senzor 7 monitoruje dokončení zpracování a prostřednictvím bloku 4 dává příkaz bloku 2 k zapnutí další fáze programu. K řízení dokončení fáze programu se často používají jističe a hodinová relé.
V cyklických řídicích zařízeních obsahuje numerický program informace o režimech zpracování cyklu a velikost pohybu pracovních těles je nastavena na nastavené dorazy.
Výhody systému CPU jsou jednoduchost návrhu a údržby a také nízká spotřeba; ne tolik - obtížnost nastavení dorazů a vaček.
CPU sázecí stroje zcela stagnují v hlavách sériové, velkosériové a hromadné výroby dílů jednoduchých geometrických tvarů. CPU systémy se používají k vybavení soustružnických revolverů, soustružnicko-frézovacích strojů, vertikálních vrtaček, agregátových strojů, průmyslových robotů (PR) atd.
Systém CPU (obrázek 2) zahrnuje programátor cyklu, automatizační obvod, koncové zařízení a hradlové zařízení. Zařízení CPU se skládá z programátoru cyklu a automatizačních obvodů.



Malyunok 2 -
Na základě pokroku v kybernetice, elektronice, výpočetní technice a vybavení byly vyvinuty zásadně nové softwarové řídicí systémy - CCP systémy, které jsou široce používány v obráběcích strojích. V těchto systémech se hodnota kožního průchodu orgánu všestrannosti vypočítává podle doplňkového čísla. Kožní jednotka informace o malém množství indikuje diskrétní pohyb konečného orgánu, který se nazývá samostatná část CNC systému nebo hodnota impulsu. Na hranicích zpěvu může být konečný orgán posunut o libovolnou hodnotu, která je násobkem jeho samostatné velikosti. Počet impulsů, které je třeba přivést na vstup měniče, aby se dosáhlo potřebného posunutí L, je určen vzorcem N = L/q, de q- Cena impulsu. Číslo N, zaznamenané v systému kódování písní na médiu (děrovaný steh, magnetický steh atd.), a program, který udává velikost rozměrové informace.
Pod CNC soustruhem můžete ovládat (programem zadaným v alfanumerickém kódu) pohyb finálních prvků obráběcí jednotky, plynulost jejich pohybu, postupný cyklus zpracování, režim řezání a různé doplňkové funkce.
CNC systém – jedná se o soubor specializovaných zařízení, metod a vlastností nezbytných pro realizaci CNC stroje. CNC zařízení (CNC) je součástí CNC systému, určeného pro výrobu keramických vstřiků koncovou řídicí jednotkou obráběcího stroje v souladu s keramickým programem (CP).
Blokové schéma CNC systému je uvedeno v Malunku 3.
Detaily křesla (BH), Co usnadňuje zpracování na CNC stolici, hned najdete systém přípravy programu (SPP) a systém technologické přípravy (STP). STP zajistí SPPúdaje o rozdělovaném technologickém procesu, provozním režimu atd. Na základě těchto údajů se rozdělí jádrový program (NAHORU). Montážníci instalují řezné nástroje na pracovní stůl podle dokumentace, rozdělené na STP. Montáž obrobku a demontáž hotového dílu provádí operátor nebo automatický tmel. Čtecí zařízení (SU)čte informace z programu. Informace naleznete na CNC, můžete vidět různé příkazy na celých mechanismech (CM) lavice, kde pracují hlavní a pomocné části zpracování. Senzory brány (DOS) Na základě informací (skutečná poloha a rychlost pohybu finálních jednotek, skutečná velikost myté plochy, tepelné a výkonové parametry technologického systému atd.) řídit velikost výtlaku CM. Verstat mlha dekilka CM, skiny zahrnují: motor (DV), který je zdrojem energie; přenos P, služba pro transformaci energie a přenos z motoru do konečného orgánu ( BB); Vlasná BB(stůl, saně, podpěra, vřeteno atd.), která určuje souřadnicové pohyby cyklu.

Malyunok 3- Blokové schéma CNC systému
Univerzální CNC systémy poskytují obsluze velkou flexibilitu. Mohou být přizpůsobeny způsobem programování pro širokou třídu objektů, včetně různých strojů; zajistit všechny typy interpolací - lineární, kruhové, parabolické atd., jakož i přípravu a úpravu odpovídajících programů přímo z layoutu v interaktivním režimu. Každý program lze uložit do paměti a během zpracování z ní číst, což v některých případech umožňuje uživateli vyhnout se předchozímu vstupu do programu a jeho čtení z programu. CNC systémy nabízejí široké možnosti úprav programů a poskytují možnost automatické korekce (z paměti) bez zprostředkovaných korekcí z konzoly. Důležité je upozornit na dostupnost speciálních diagnostických programů pro kontrolu činnosti uzlů za účelem identifikace poruch, možnost uložení do paměti informací o systematickém selhání kinematických lancet a další zahrnutí či kompenzaci těchto poškození při vytváření daného profilu. ; možnost zavedení do systému vytyčení oblasti řezání za účelem eliminace otvoru nebo zlomení pracovního stolu; Když se otočím, v kterémkoli okamžiku byl proces zpracování přerušen. Univerzální CNC systémy pracují v lineárních a polárních souřadnicích a zajišťují obrácení souřadnicových os například při změně programů na horizontálních frézovacích stolicích za vertikální frézovací stolice.
Hlavním robotickým režimem CNC je automatický režim. V procesu automatického zpracování programů, které jsou řízeny, existuje široká škála požadavků na různé úrovně složitosti: ovládání tlačítek na ovládacím panelu; rozdělení a výstup dat pro zobrazení na ovládacím panelu; výpočet polohy toku pro souřadnice a zobrazení informací na konzole operátora; členění zpracovatelských cyklů; rozrahunok usunennya ekvіdistanti; oprava; odškodnění za vraždy; testování elektrických automatických senzorů; testování signálů připravenosti vstupně-výstupních zařízení; Interpolace; rozrakhunok shvidkostі; vývoj způsobů rozptylování a galvanizace; testování branových senzorů; výroba keramických nálevů na technologických zařízeních; analýza průtokových hodin; kontrola nad hodinou spuštění příslušného programu; analýza wiki programů, které jsou umístěny ve vašem rámu; příprava výstupních informací pro zpracování dalšího snímku.
CNC systém lze měnit v závislosti na typu programu, způsobu kódování informací v NC a způsobu přenosu do CNC systému.
Numerické ovládání (CNC)– jedná se o správu toho, který program je nastaven jako zaznamenaný v kterém – a množství přenášených informací. Klíčové informace pro CNC systémy jsou diskrétní a zpracování během procesu řízení probíhá pomocí digitálních metod. Při řízení technologických cyklů je pomoc dostupná prakticky všude logické programování ovladače, implementace principů digitálních elektronických výpočetních zařízení.
Naprogramované ovladače
Programování ovladače (PC ) – toto zařízení je vybaveno elektrickou automatizací stroje pomocí písničkových algoritmů implementovaných programem, který je uložen v paměti zařízení. Programovací ovladač (příkazový aparát) může být instalován autonomně v systému CPU nebo může být připojen k centrálnímu řídicímu systému (například řídicímu systému modulu dálkového ovládání (DPM)), a také zastosovuvatsya za účelem vlastnictví automatických linek atd. Strukturální diagram je zaměřen na dítě 4.

Malyunok 4- Blokové schéma naprogramovaného regulátoru:
1 – procesor; 2 – časomíra a lékaři; 3 – paměť k přeprogramování; 4 – paměť s náhodným přístupem (RAM); 5 – spojovací bloky vystřelovacích pneumatik; 6 – blokové spojení s CNC zařízením EOM; 7 – blok pro připojení dálkového ovládání pro programování; 8 – úvodní moduly; 9 – přepínač vstup – výstup; 10 – zobrazovací moduly; 11 – programovací dálkový ovladač s klávesnicí a displejem.
Většina programovatelných automatů má modulární konstrukci, která zahrnuje napájecí zdroj, procesorovou jednotku a naprogramovanou paměť a také různé vstupně/výstupní moduly. Vstupní moduly (vstupní moduly) generují signály, které jdou do různých periferních zařízení (koncové spínače, elektrická zařízení, tepelná relé atd.). Signály, které přicházejí na vstupní signál, mají zpravidla dvě úrovně „Pro“ a „1“. Výstupní moduly (výstupní moduly) vysílají signály do keramických elektronických zařízení stroje (stykače, spouštěče, elektromagnety, signální svítilny, elektromagnetické spojky atd.). Když je výstupní signál „1“, výstupní zařízení reaguje na příkaz k zapnutí a když je výstupní signál „O“ - k vypnutí.
Procesor z paměti určuje logické řízení modulů zobrazujících informace o vstupním modulu a řídicích algoritmech zadávaných do paměti. Časovače by měly být upraveny tak, aby zajistily bezpečné sledování hodin každý den před pracovními cykly PC. Na realizaci pracovního cyklu jsou závislí i lékaři PC.
Programy vložené do paměti procesoru jsou pak kompilovány pomocí speciálního přenosného dálkového ovladače, ke kterému je okamžitě připojen PC. S digitálním dálkovým ovladačem, který je vybaven zařízením pro nahrávání pořadů, můžete zapisovací stroj obsluhovat. PC. Během procesu nahrávání programů se řezací stroj keramického předmětu zobrazuje na displeji dálkového ovládání v reléových symbolech a mentálních významech. Zadávání programů lze provádět přes blok ve spojení s CNC nebo EOM zařízením.
Celý program, který je uložen v paměti, lze rozdělit na dvě části: hlavní, která obsahuje algoritmus řízení objektů, a službu, která zajišťuje výměnu informací mezi PC a s keramickým předmětem. Výměna informací mezi PC a keramickým objektem zahrnuje využití vstupů (odebírání informací z keramického objektu) a reverzaci výstupů (odeslání keramického toku do keramického objektu). Servisní část programu se zjevně skládá ze dvou fází: vstupního vstupu a výstupní reverze.
Programovací řadiče mají vikorysty Různé typy paměti , ve kterém je uložen program elektrické automatizace stroje: elektrická neenergetická paměť, která je přeprogramována; RAM s volným přístupem; vymazány vystavením UV záření a elektricky přeprogramovány.
Řízení programování zahrnuje diagnostický systém: vstupy/výstupy, závady v procesoru robota, paměti, baterií, spojů a dalších prvků. Aby bylo snazší odhalit poruchy, provádějí denní inteligentní moduly autodiagnostiku.
Programovací logický řadič (PLC) - Jedná se o mikroprocesorový systém navržený pro implementaci logických řídicích algoritmů. Ovladač slouží k náhradě kontaktních obvodů relé sestavených na diskrétních součástkách - relé, jističe, časovače, pevné logické prvky.
Suchasny PLC Můžete zpracovávat diskrétní a analogové signály, ovládat ventily, motory, serva, měnit frekvence a provádět regulaci.
Vysoké výkonové charakteristiky jsou redukovány na úplné vysušení PLC Je však nutné logické zpracování signálů ze senzorů. Zastosuvannya PLC zajišťuje vysokou spolehlivost instalačních prací; snadná údržba topného zařízení; zrychlená instalace a zlepšování zařízení; Aktualizujeme řídicí algoritmy (včetně těch na zařízení, které funguje).
Krém přímých výhod ze stagnace PLC, zařízení s nízkou cenou a vysokou spolehlivostí a nepřímo: je možné implementovat další funkce bez komplikací a bez zvýšení kvality hotového výrobku, což pomůže Již není možné realizovat možnosti držení. Skvělý sortiment PLC umožňuje nalézt optimální řešení jak pro složité úkoly, tak pro komplexní automatizaci výroby.
Programnosii
Program práce krajských úřadů Verstatu je určen pro doplňkovou programovou podporu.
Programonosiy - hodnota dat, pro koho je důležitý program zaznamenán.
Nosič programu se může pomstít geometrický, tak já technologické informace. Technologické informace zajistí první cyklus práce lavice, bude obsahovat údaje o sekvenci zavádění různých nástrojů do robota, o změně režimu vypínání a zapnutí jednotky chlazení oleje atd., a geometrický – charakterizuje tvar, rozměry prvků stříhaného obrobku a nástroje a jejich vzájemnou polohu v prostoru.
Největší rozšířené programy є:
Kartu - vyrobeno z lepenky ve tvaru obdélníku, jehož jeden konec je pro orientaci při vložení karty do zařízení pro čtení oříznut. Program je zaznamenán při vyražení otvoru na místo sériových čísel.
osmistopé děrované stehy (Obrázek 5) šířka 25,4 mm. Transportní dráha 1, sloužící k přesunu stehu (za pomoci bubnu) ke čtecímu zařízení. Pracovníci otevřou 2, které nesou informace, prorazí speciální zařízení zvané perforátor. Informace jsou aplikovány na perforovaný steh v rámečcích, ze kterých se používá skladová jednotka. Do rámečku je možné zaznamenat pouze takovou sadu příkazů, že ke každému orgánu pro ovládání kůže není přiřazen více než jeden příkaz (např. v jednom snímku není možné nastavit ruku pro praváky i leváky );

Malyunok 5- Osmicestný děrovaný steh
1 – kódové stopy; 2 – hrana základny; 3 – kódové číslo stopy; 4 – pořadové číslo bitu v kódové kombinaci
magnetickým stehem – dvoukuličková kompozice, která se skládá z plastové základny a pracovní kuličky z práškového feromagnetického materiálu. Informace o magnetické linii jsou zaznamenávány ve formě magnetických tahů, které jsou aplikovány po linii a jsou zobrazeny v UP rámu se skladbou, která odpovídá nastavení plynulosti IV. Když je UE čteno, magnetické pruhy jsou převedeny na keramické pulzy. Každý zdvih je indikován jedním pulzem. Kožní impuls je indikován zvukovým (diskrétním) pohybem IV; Velikost tohoto pohybu je určena počtem impulzů, které jsou umístěny v rámu magnetického proužku. Takový záznam povelů pro přesun IV nazývané dekódované .
Dekódování se provádí pomocí přídavného interpolátoru , který převádí zakódované geometrické informace zadané (na perforaci nebo v pohledu EOM) o obrysu pozorované části na sled impulzů k řízení, odpovídající elementárním pohybům IO. Záznam dekódovaného programu na magnetický proužek je generován na speciálním zařízení, které obsahuje: interpolační zařízení s výstupem určeným pro záznam; Šicí mechanismus s magnetickými hlavami pro mazání, psaní a tvoření.
Informace v dekódované podobě jsou zaznamenány, řekněme, na magnetický proužek a v zakódované podobě - na děrném proužku nebo děrném štítku. Magnetické stehy jsou instalovány na soustruzích s rotačními motory, což je nezbytné pro dekódování typu programu.
Interpolace je aplikace programu na pracovní těleso (nástroj), za obrysem konturovaného povrchu součásti, postupně sousedícími sekcemi (rámy).
Interpolátor je CNC blok zodpovědný za výpočet souřadnic mezilehlých bodů trajektorie, kterou může nástroj projet mezi body zadanými v NC. Interpolátor odesílá výstupní data do NC příkazu pro pohyb nástroje z koncového bodu do koncového bodu podél obrysu, který vypadá jako přímý řez, vytyčovací oblouk atd.
Aby byla zajištěna přesnost vytvořené trajektorie blížící se 1 µm (přesnost snímačů polohy a přesnost polohování podpěry se blíží 1 µm), interpolátor sleduje kožní pulsy 5...10 ms, což je Id žádný vysokorychlostní kód.
Zjednodušením algoritmu interpolátoru je úloha zakřiveného obrysu tvořena řezáním přímek nebo oblouků a často se čáry pohybu s různými souřadnými osami nekreslí současně, ale napříč. Času není o nic méně, vzhledem k vysoké frekvenci typu keramických vstřiků a setrvačnosti mechanických sestav je zapotřebí pohon k vyhlazení laminované trajektorie do hladkého zakřiveného obrysu.
Interpolátor, který se zadává před CNC systémem, obsahuje následující funkce:
na základě číselných parametrů vykreslení vykreslovaného obrysu (souřadnice klasu a koncových bodů přímky, hodnota poloměru oblouku atd.), úkoly programu, rozložení (s diskrétností) souřadnice mezilehlé body vynesení obrysu;
vibruje různé elektrické impulsy, jejichž sled udává posun (s nezbytnou plynulostí) konečného orgánu trajektorie verstat k průchodu těmito body.
V systémech CNC pracuje převážně lineárně a lineárně-kruhově interpolátory; První zajistí pohyb nástroje mezi referenčními body po přímkách, nakreslených pod libovolným řezem, a další - jak po přímkách, tak po obloucích.
Lineární interpolace- Úseky mezi diskrétními souřadnicemi jsou reprezentovány přímkou, prodlouženou v prostoru v souladu s trajektorií rukojeti řezného nástroje.
Kruhová interpolace– přenese vzhled pozemku na obrys řezu ve formě oblouku podobného rádiusu. Možnosti CNC zařízení umožňují zajistit interpolaci mezi popisem pozemku a obrysem algebry skládání.
Gwent interpolace– šroubová linie se skládá ze dvou typů smyček: kruhové v jedné rovině a lineární kolmé na stejnou plochu. V této situaci můžete naprogramovat buď kruhový posuv, nebo lineární posuv tří souřadnic (os) rotovaného versatu.
Nejdůležitější technická charakteristika CNC systému є її samostatná budova nebo diskrétnost .
Diskrétnost- Minimální možné množství posunutí (lineární nebo zakřivení) koncového orgánu versat, které odpovídá jednomu jádrovému impulsu.
Většina současných CNC systémů má rozlišení 0,01 mm/pulz. Zvykněte si na vibrační systém s rozlišením 0,001 mm/pulz.
CNC systém ve skutečnosti předčí ostatní typy řídicích systémů.
Klasifikace CNC systémů
Za technologickými možnostmi a charakterem revoluce pracovních orgánů CNC systémy jsou rozděleny do tří skupin:
Polohové systémy zajistit lineární pohyb koncového orgánu versat pomocí jedné nebo dvou souřadnic. Pohyb předmětu z polohy do polohy probíhá s maximální plynulostí a jeho přiblížení k dané poloze – s minimální (proměnnou) plynulostí. Vrtací a souřadnicově rostoucí pracovní stoly jsou vybaveny takovými CNC systémy.
Systémové obvody Je určena pro pracovníky, aby se pohybovali po konkrétní trajektorii danou rychlostí podle programu zpracování. CNC systémy, které poskytují přímé, přímočaré a křivočaré bednění, jsou převedeny na obrysové (předtím bez) systémy a fragmenty umožňují zpracování dílce za obrysem. V CNC systémech s pravoúhlými formami se obráběcí stroj pohybuje podél souřadnicových os podél linie, takže dráha nástroje má stupňovitý vzhled a povrchový prvek této dráhy je rovnoběžný se souřadnicovými osami. Počet souřadnic jádra v takových systémech dosáhne 5 , A počet mapovaných souřadnic za hodinu 4 . U CNC systémů s přímočarými tvarovými strukturami je rukojeť nástroje rozdělena do dvou souřadnicových os (X a Y). V těchto systémech je instalován dvousouřadnicový interpolátor, který zobrazuje pulzy jádra přímo do dvou pohonů posuvu. Zagalne Počet keramických souřadnic je 2-5. CNC systémy se zakřivenými tvary umožňují řezání plochých a objemových dílů za účelem umístění profilů se skládacími zakřivenými obrysy. Obrysy CNC systému pohánějí rotační motor. Takovými systémy jsou vybaveny soustružnické, frézovací a vyvrtávací stroje.
Kombinované systémy (univerzální) Existují vlastnosti polohových i obrysových systémů a nejběžnější typy pro širokou škálu pracovních stolů (vrtání-frézování-rotování).
U pracovních stolů s CNC řídicími systémy funguje řízení formou programu, do kterého se zadávají geometrické a technologické informace v číselné podobě.
V okolní skupině můžete vidět layouty s digitální indikací a přednastavenými souřadnicemi. Tyto versaty mají elektroniku zařízení pro upřesnění souřadnic požadovaných bodů (výběr souřadnic) a příčník se snímači polohy, který dává příkazy k pohybu do požadované polohy. S tím Poloha kůže na stole se zobrazí na obrazovce (digitální indikace) . V takových verstatech můžete nastavit souřadnice nebo digitální zobrazení; Výstupní program robota nastavuje designér layoutu.
U modelů strojů z PU se pro určenou úroveň automatizace přidává písmeno F a číslo:
F 1- Layout s digitální indikací a přednastavením souřadnic;
F 2– sazba přímořeznými a polohovými CNC systémy;
F 3– pracovní stoly s tvarovanými přímými a zakřivenými CNC systémy;
F 4- Verstats s univerzálním CNC systémem pro polohové a obrysové řezání.
K danému modelu CNC soustruhu lze navíc přidat předpony C1, C2, C3, C4 a C5, které označují různé modely CNC systémů, které jsou v soustruzích instalovány, a také různé technologické možnosti lavorů. Například pracovní stůl model 16K20F3S1 je vybaven CNC systémem „Kontur 2PT-71“, pracovní stůl model 16K20F3S4 je vybaven CNC systémem EM907 atd.
Pro rozvržení s cyklické systémy PU zadané pro určený model Index C , s operační systémy – Index T (například 16K20T1). CNC zajišťuje řízení pracovních částí soustruhu a plynulost jejich pohybů při tváření, dále konzistenci cyklu zpracování, režim řezání a různé doplňkové funkce.
K charakterizaci CNC strojů se používají následující ukazatele:
Třída přesnosti :N- normální přesnost, P- zvýšená přesnost, U- vysoká přesnost, A- Obzvláště vysoká přesnost, Z- Vysoká přesnost (hlavní sazba);
Technologické operace , řezat na lavičce : soustružení, vrtání, frézování, broušení atd.;
Základní parametry soustruhu : pro kazetové stroje- Největší průměr instalovaného virobo nad postelí; pro centrální a kazetové pracovní stanice- Největší průměr otvoru, který se tvoří nad podpěrou; pro tyčové soustruhy verstate - největší průměr tyče, která se řeže; pro frézky a vyvrtávačky Verstats – celkové rozměry (délka, šířka) pracovní plochy stolu, průměr pracovní plochy kulatého otočného stolu; pro vrtání Verstat - největší průměr vrtáku, průměr vřetena, které visí atd.;
Hodnoty posunutí pracovních částí lavice – podpora pro dvě souřadnice, tabulka pro dvě souřadnice, jednotka vřetena pro lineární souřadnice atd.;
Velikost diskrétnosti (cena níže) minimální požadovaný pohyb na program (croc);
Přesnost a opakovatelnost polohování na základě keramických souřadnic ;
Drive the head roc – typ, jmenovité a maximální hodnoty tahu, hranice rychlostí ovinování vřetena (s kroky nebo bez nich), počet pracovních rychlostí, počet rychlostí, které se automaticky přepínají;
Pohon posuvu Verstat – souřadnice, typ, jmenovitý a maximální kroutící moment, mezi rychlostmi pracovních posuvů a rychlostí rychlostí pracovních posuvů, rychlost pohybu;
Počet nástrojů – v fréze, revolverové hlavě, skladu nářadí;
Změňte typ nástroje - Automatická, manuální;
Celkové rozměry pracovního stolu .
Za způsob přípravy a zavedení nosného programu samostatný:
CNC operační systémy(v tomto případě se konkrétní program připravuje a upravuje přímo na stole, během procesu zpracování prvního dílu z dávky nebo napodobování jeho zpracování);
adaptivní systémy, pro kterou se řídicí program připravuje, bez ohledu na místo zpracování dílu. Navíc není nutné připravovat programy, které jej řídí, můžete použít buď doplňkové metody výpočetní techniky, které jsou součástí CNC systému tohoto stroje, nebo je použít (ručně nebo pomocí doplňkového automatizačního systému pro programování.)
Za rivalitou technických možností V mezinárodní praxi jsou akceptována tato označení numerických softwarových řídicích systémů:
NC(Computer Numerical Control) – CNC;
HNC(Hand Numerical Control) – jiný typ CNC zařízení s přednastavenými programy zpracování operátorem z dálkového ovládání pomocí přídavných tlačítek, přepínání atd.;
SNC(Speiher Numerical Control) – CNC zařízení, které má paměť pro uložení všech jím řízených programů (program je uložen ve vnitřní paměti);
CNC– CNC zařízení umožňuje řezání jedním CNC strojem; Zařízení připomíná strukturu mini-kernelu – EOM nebo procesor; rozšiřuje funkční možnosti softwarového ovládání, CP je možné ukládat a upravovat na pracovišti, dialog s obsluhou, široká škála oprav, možná Změna programu během hodiny provozu;
D.N.C.(Direct Numerical Control) - systémy na vysoké úrovni, které zajistí: současné řízení skupiny strojů ze zákulisí EOM; uložení značného počtu programů do paměti; interakce s dalšími systémy dopravní policie (přeprava, skladování); vyberte čas zpracování této nebo jiných částí; vzhled hodin práce a prostojů atd.
Pro počet informačních toků CNC systémy se dělí na uzavřené, otevřené a adaptivní.
Systémy s otevřenou smyčkou jsou charakterizovány přítomností jednoho toku informací, který jde od čtecí stanice ke konečné autoritě. Mechanismy takových systémů mají výkonné motory. Jedná se o zařízení, které specifikuje signály, které se používají různými způsoby, například pomocí hydraulických momentů, hřídele spojené s pojezdovým šroubem pohonu posuvu. Systém s otevřenou smyčkou nemá vypínací čidlo, a proto poskytuje denní informace o činnosti polohy koncových ovládacích prvků.
Uzavřené systémy CNC se vyznačují dvěma informačními toky – ze čtecího zařízení a ze snímače dávkovacího uzávěru. V těchto systémech je neschopnost pohybovat různými orgány mezi stanovenými a efektivními hodnotami způsobena přítomností reverzibilního spojení.
Adaptivní systémy CNC se vyznačují třemi informačními toky: 1) ze čtecího zařízení; 2) od snímače brány k připojení; 3) ze snímačů instalovaných na obráběcím stroji, které sledují obráběcí proces, jako je opotřebení řezného nástroje, změna řezných a třecích sil, změna přídavku a tvrdosti materiálu obráběného obrobku atd. Takové programy vám umožňují přizpůsobit program zpracování s porozuměním skutečných myslí.
Výběr konkrétního typu CNC zařízení závisí na složitosti připravovaného dílu a sériové výrobě. Čím méně sériové výroby, tím větší technologická flexibilita je díky mateřskému versatu.
Při výrobě dílů se skládacími prostornými profily v jednosériové výrobě je možné použití CNC obráběcích strojů se stejnými technicky ověřenými řešeními. Toto zařízení musí být zcela zmrazeno a najednou, protože není možné rychle připravit zařízení. Sériová výroba také vyžaduje hodně CNC obrábění. Autonomní CNC stroje nebo systémy z takových strojů budou v budoucnu široce využívány ve velkovýrobě, která se přestavuje.
Hlavním rysem CNC obráběcího stroje je, že jde o robota za programem zpracování (CP), který zaznamenává cyklus robotického zpracování pro zpracování konkrétní součásti a technologické režimy. Při výměně dílu, který se obrábí na stole, stačí změnit program, což snižuje náročnost přenastavení o 80...90% ve srovnání s náročností obsluhy na ručním ovládání stolů
Hlavní Výhody CNC strojů:
Produktivita pracovního stolu se zvyšuje 1,5 .... 2,5 krát, což se rovná produktivitě podobných pracovních stolů s ručním ovládáním;
Bude realizována flexibilita univerzálního řízení s přesností a produktivitou obráběcího stroje;
snižuje se poptávka po kvalifikovaných robotických pracovnících - desktopových pracovnících a školení výroby se přesouvá do oblasti strojírenství;
části připravené v jednom programu. Є zaměnitelné, takže hodiny běží rychle během procesu skládání;
Termíny přípravy a přechodu na výrobu nových dílů včetně pokročilé přípravy programů, jednodušších a univerzálnějších technologických zařízení se rychle mění;
Snižuje se plýtvání výrobním cyklem dílů a mění se zásoba nedokončené výroby.
Kontrolujte jídlo:
Jaký je program pro keruvannya verstats? Jaké typy PU strojů znáte?
Co znamenají rozložení z CPU?
Co je to CNC obráběcí stroj? Jaké znáte CNC systémy?
Jaký princip stojí za zvláštností CNC strojů?
Znovu prozkoumat hlavní výhody instalace CNC strojů?
Souřadnicové osy a struktury CNC obráběcích strojů
Pro všechny CNC stroje je zaveden jednotný souřadnicový systém, doporučený normou ISO – R841: 1974. Souřadnice udávají polohu osy vřetena stroje nebo obrobku, stejně jako lineární nebo kruhová podávací ramena pro nástroj nebo obrobek . Označení souřadnicových os a směrů rukojetí u stolů je v tomto případě nastaveno tak, aby naprogramování operace zpracování nezáviselo na tom, zda se nástroj pohybuje nebo se neopracovává obrobek. Základem je pohyb nástroje podle souřadnicového systému nerozbitného obrobku.
Standardní souřadnicový systém je pravostranný systém spojený s obrobkem, jehož osy jsou rovnoběžné s přímkami pracovního stolu.
Všechny lineární posuny jsou viditelné v souřadnicovém systému X , Y , Z . Kruhové vyrovnání podél kůže k souřadnicovým osám uznávaní jako velcí spisovatelé latinské abecedy : A, B, C (Obrázek 6). U all-in-and-handers je Zbiga zbiga k vřetenu hlavového límce, Tobto vřetenu, pastýřskému izhroumentu (v vibracích Sverdile a prudkém sevření), vřetenu, úkryt je úkryt (u zrna obilovin). Vzhledem k přítomnosti několika vřeten v rámu hlavního z nich vyberte vřeteno kolmé k pracovní ploše stolu, na kterém je obrobek namontován.

Malyunok 6- Standardní souřadnicový systém pro CNC stroje
Rukh podél osy Z v pozitivním smyslu Můžu ti to říct přímo Uvedení nástroje do přípravy . Na vrtacích a vyvrtávacích stolicích se obrábění provádí pohybem nástroje v záporném směru podél osy Z.
Osa X vinen roztashovuvatisya důležité horizontálně a rovnoběžně s upevňovacím povrchem obrobku. Na pracovních stolech s obrobkem, který otáčí (otáčí) rukojetí podél osy X rovnání podél poloměru obrobku a rovnoběžně s příčnými přímkami. Pozitivní pohyb podél osy X Očekává se, že nástroj , montáž příčných saní na hlavu, vyjít z osy balení připravený.
Na lavičkách s nářadím, které se dá omotat. (frézování, vrtání) s horizontálním otáčením osy Z pozitivní posun podél osy X směrováno doprava, což je v linii s hlavním vřetenem nástroje poblíž virobo. Při vertikálním otočení osy Z dochází u jednosloupových pracovních stolů k pozitivnímu pohybu podél osy X doprava a u dvousloupových se hlavní nástrojové vřeteno přesune do levého stojanu.
Kladný směr podél osy Y Vyberte stopu tak, aby všechna Y současně s osami Z a X vytvořila pravostranný souřadnicový systém. A zde je správné pravidlo pro pravou ruku: palec je celé X, akuzativ je celé Y, prostředníček je celé Z ( dítě).
Pokud jsou navíc až hlavní (primární) přímočará ramena podél os X, Y a Z a vedlejší ramena s nimi rovnoběžná, označují se jako U, V, W. Pokud existují třetí ramena, označují se P, Q já R.
Primární, sekundární a třetí rameno pracovních těles pracovního stolu se určí podle vzdálenosti těchto těles od hlavního vřetena.
Sekundární vertikální ramena, rovnoběžná nebo rovnoběžná s osami A, B a C, jsou označena D nebo E.
Způsoby, jak začít používat souřadnice
Při seřizování CNC stroje je dokončovací prvek instalován na výstupní pozici, ze které se pohybuje při zpracování obrobku na stroji. Nástroj musí vždy projet zadaným referenčním bodem trajektorie. Veličiny a přímý pohyb ovládacího prvku z jedné polohy do druhé jsou specifikovány v NC a lze je nastavit na stole různými způsoby v závislosti na konstrukci stolu a CNC systému. U moderních CNC strojů existují dva způsoby pohybu: absolutní a relativní (v přírůstcích).
Absolutní metoda pro souřadnice – poloha souřadnic klasu je pevná (neustále) pro všechny programy zpracování obrobku. Když je program složen, zaznamenají se absolutní hodnoty souřadnic postupně rozbalených bodů určených jako základ souřadnic. Při zpracování souřadnic programu buďte opatrní, abyste zajistili, že se nahromaděné chyby během zpracování programu nepřemístí.
Nejlepší způsob, jak zobrazit souřadnice – poloha konečného orgánu se okamžitě bere jako nulová poloha, protože se odehrává před kořenem pohybu do výchozího referenčního bodu. V tomto typu programu je zaznamenáno více souřadnic pro sekvenční pohyb nástroje z bodu do bodu. Tato metoda je široce používána v obrysových CNC systémech. Přesnost umístění konečného referenčního bodu v tomto referenčním bodě je dána přesností zpracování souřadnic všech dopředných referenčních bodů počínaje výstupním, což vede k hromadění chyb posunutí během procesu zpracování programu.
Pro usnadnění programování a seřizování CNC strojů lze mezi pohyby různých orgánů zvolit souřadnice pro řadu výstupů. Tato hrubá souřadnice se nazývá „ plovoucí nula" a vyrábí se převážně na vrtacích a kovoobráběcích strojích vybavených polohovými CNC systémy.
Vývoj základních programů
Při vývoji programů, které řídí, je nutné:
navrhnout technologii zpracování trasy na základě sledu operací s výběrem řezných a pomocných nástrojů a zařízení;
vyvinout provozní technologii s rozvojem řezných režimů a určených trajektorií řezných nástrojů;
určit souřadnice referenčních bodů pro dráhu řezných nástrojů;
složte rozrakhunko-technologickou mapu a mapu vývoje verstatu;
kódovat informace;
vložte informace na nosič programu a odešlete je do hádanky o CNC zařízení stroje nebo ručně vytočte CNC zařízení na dálkovém ovladači;
sledovat a v případě potřeby program opravovat.
K naprogramování potřebných dílů židle, manuál k obsluze lavice, návod k programování, katalog řezných nástrojů a normy pro řezné režimy.
Podle GOST 20999-83 se záznam programových prvků provádí v prvním pořadí, přičemž se sleduje posloupnost snímků a následující typy symbolů (oddíl Tabulka 1).
Tabulka 1 Významy klíčových symbolů a znaků
|
Symbol |
Význam |
|
Otočte se kolem osy X |
|
|
Otočte se kolem osy Y |
|
|
Otočte se kolem osy Z |
|
|
Další funkce nástroje |
|
|
Další funkce krmení |
|
|
První funkce (rychlost) posuvu |
|
|
Funkce přípravy |
|
|
Oprava životnosti nástroje |
|
|
Parametr interpolace řezu na hranu nebo délka řezu rovnoběžná s osou X |
|
|
Parametr interpolace řezu na hranu nebo délka řezu rovnoběžná s osou Y |
|
|
Parametr interpolace řezu na hranu nebo délka řezu rovnoběžná s osou Z |
|
|
Doplňková funkce |
|
|
Číslo rámu |
|
|
Třetí dovzhina posunutí rovnoběžně s osou X |
|
|
Třetí dovzhina posunutí rovnoběžně s osou Y |
|
|
Pohyb posuvným pohybem osy Z nebo třetím dovzhinem pohybu rovnoběžně s osou Z |
|
|
Funkce (síla) hlavy ruhu |
|
|
První funkce nástroje |
|
|
Sekundární posunutí, rovnoběžné s osou X |
|
|
Sekundární posunutí, rovnoběžné s osou Y |
|
|
Sekundární posunutí, rovnoběžné s osou Z |
|
|
Primární posunutí, rovnoběžné s osou X |
|
|
Primární posunutí, rovnoběžné s osou Y |
|
|
Primární posunutí, rovnoběžné s osou Z |
|
|
Symbol, který znamená konec bloku základního programu |
|
|
Znak, který znamená začátek programu jádra |
|
|
Matematický znak |
|
|
Matematický znak |
|
|
Deset znamení |
Programový rámec (fráze)- sled slov, uspořádaných ve stejném pořadí a nesoucích informaci o jedné technologické pracovní operaci (obrázek 8).
Slovo program– posloupnost symbolů, které tvoří skladbu jako celek.
Malyunok 8– Programový rámec
Slupka profesionálního programu má na svědomí pomstu:
slovo "Číslo rámu";
Informační slova a slova (je dovoleno, aby nebyly zavádějící);
symbol "Koncový rám";
znak tabulátoru (zastavení není povoleno). Pokud jsou použity tyto symboly, je smrad umístěn před slovem skinu v rámci UE, navíc ke slovům „Číslo rámce“.
slovo (nebo slova) „Funkce přípravy“;
slova „Rozměrové posuny“, která se doporučuje psát v následujícím pořadí znaků: X, Y, Z, U, V, W, P, Q, R, A, B, C;
slova "parametr interpolace" nebo "doba řezání" I, J, K;
slovo (nebo slova) „Feeding function“, které souvisí s osou zpěvu a musí bezprostředně následovat za slovy „Rozměrové posunutí“ podél této osy; slovo "Funkce posuvu", které se vztahuje na dvě nebo více os, může následovat za slovem "Rozměrové posunutí";
slovo "Funkce hlavy ruhu";
slovo (nebo slova) „Funkce nástroje“;
slovo (nebo slova) "Dodatečná funkce".
Pořadí a počet záznamů záznamů s adresami D, E, H, U, V, W, P, Q, R, které jsou určeny v hodnotách akceptovaných typů, uveďte ve tvaru konkrétního CNC přístroj.
Mezi jedním rámcem UE se slova „Rozměry posunutí“ a „Parametr interpolace“ nebo „Délka dělení“ nemají opakovat; Není na škodu použít slova „Funkce přípravy“, která je zařazena do jedné skupiny.
Za symbolem „Head frame“ (:) v UE jsou zaznamenány všechny informace potřebné pro zahájení nebo aktualizaci zpracování. Tento symbol se používá pro přiřazení k programům na datovém nosiči.
Každé slovo v rámci UP může být složeno ze symbolu adresy (velké písmeno latinské abecedy je vidět v tabulce), matematického znaménka „+“ nebo „-“ (pro potřeby), posloupnosti čísel.
Slova v UE mohou být zapsána jedním ze dvou způsobů: bez vikářské sloky (samozřejmě se stává desátým kómatem). Zjevná desátá kóma je označena symbolem „DS“. Je důležité poznamenat, že poloha desátého kómatu je uvedena v charakteristikách konkrétní jednotky ChPK.
Při záznamu slov ze slov s desátým znaménkem slova, které má desáté znaménko dne, je nutné zacházet se zařízením CPC jako s celým číslem. V tomto případě mohou být vynechány nevýznamné nuly, které se mohou objevit před nebo za znaménkem: X.03 znamená velikost 0,03 mm podél osy X; X1030 – rozměr 1030 mm podél osy X.
V této době programování se často používá adresní způsob záznamu informací na vyraženém stehu. Informace na každém rámu jsou rozděleny do dvou typů: 1) písmeno (adresa), což znamená konečné řízení CNC systému (nebo obráběcího stroje), kterému je zadán příkaz; 2) číslo následující za adresou znamená velikost pohybu posledního orgánu ciferníku (se znaménkem „+“ nebo „-“) nebo zadání kódu (například množství krmiva). Písmeno a číslo a slovo. Programový rámec se skládá z jednoho, dvou nebo mnoha slov.
Kódovací záznam pro řadu UP rámů pro zpracování obrobku na soustruhu může vypadat takto:
č. 003 X+000000 – pohyb řezu do nulového bodu po ose X;
č. 004 Z+000000 – pohyb řezu do nulového bodu po ose Z;
č. 005 G26 - příkaz pro provoz s přírůstkem
č. 006 G10 X -006000 - G10 -lineární interpolace (přímá
dráha pohybu)
č. 007 X-014000 F10080
№008 Z+000500 F10600
№009 X +009500 F70000
№010 X +002000 Z -001000 F10100
………………………………………………………..
…………………………………………………………….
№………M102
Čísla za písmeny označují počet číslic číselné části slova. Adresy ramen X,Z,I,K jsou přiřazeny různým číslicím čísel, které vyjadřují geometrické informace v různých režimech CNC robota. Tato informace se zaznamenává ve formě počtu impulsů (počet milimetrů pohybu IO dělený diskrétností jejich zpracování).
Slovo (nebo slova ) "Funkce přípravy" Může být vyjádřeno kódovým symbolem, jak je uvedeno v tabulce 2.
Tabulka 2 – Funkce přípravy
|
Jmenování funkcí |
Význam funkcí |
|
Pozice. Plynulý pohyb v daném bodě. Dříve zadaný pracovní posuv není odsazen |
|
|
Lineární interpolace. Pohyby z naprogramovaného posuvu po přímce do bodu |
|
|
Kruhová interpolace konzistentně podél a proti směru šipky roku |
|
|
Stínování v ukázce na první hodinu, které se nastavuje z dálkového ovladače u rámečku |
|
|
Zub Timchasové. Trivalita zupiny není ořezána. Robot má ciferník, který mačká tlačítko |
|
|
Parabolická interpolace. Parabolická rotace s naprogramovaným posuvem |
|
|
Rozgin. Plynule zvyšujte rychlost posuvu na naprogramovanou hodnotu na klasu |
|
|
Galmuvannya na konci rámu. Plynule změňte rychlost posuvu na pevnou hodnotu |
|
|
Oblasti interpolace podle XY, XZ, YZ |
|
|
Řez je v souladu s konstantní kůrou, která se zvyšuje a mění. |
|
|
Kompenzace nástroje určeného jednou z funkcí G41-G52 |
|
|
Nastavení průměru nebo poloměru nástroje při řezání obrysu. Řezný nástroj je vhodný pro levoruké i pravotočivé obrobky |
|
|
Korekce průměru nebo poloměru nástroje je jednoznačně pozitivní a negativní |
|
|
Korekce průměru nebo poloměru nástroje s přímočarým tvarem: |
|
|
Bruslení lineárního spoje určeného jednou z funkcí G54-G59 |
|
|
Lineární vykreslování podél souřadnic X, Y, Z a v rovinách XY, XZ, YZ rovnoměrně |
|
|
Řezání kohoutkem |
|
|
Složení stacionárního cyklu určeného jednou z funkcí G81-G89 |
|
|
Poštovní cykly |
|
|
Absolutní velikost. Pohybovat se v absolutním souřadnicovém systému s klasem v nulovém bodě CNC systému |
|
|
Velikost v přírůstcích. Pro přechod na předchozí naprogramovaný bod |
|
|
Tvorba absolutních kumulativních rezerv |
|
|
Rychlost posuvu funkce, doba obratu |
|
|
Podavač je ekvivalentní jedné straně a jedné druhé |
|
|
Jednotka řezné rychlosti (m/hv) |
|
|
Jeden z hlavních ruhu (pro/xv) |
Poznámka: G07, G10-G16, G20, G32, G36-G39, G60-G62, G64-G79, G98, G99 jsou rezervní kódy.
Všechny rozměrové posuny musí být specifikovány v absolutních nebo větších hodnotách. Způsob ovládání musí být vybrán z jedné z funkcí přípravy: G90 (absolutní velikost) nebo G91 (zvýšená velikost) ).
Za adresou kožního slova „Dimensional displacement“ následují dvě čísla, z nichž první ukazuje počet výbojů před desátým kómatem, které se přenáší, a celou část počtu výstřelů, druhé - počet výbojů po Komi Pokud můžete vynechat nuly, které se objevují před první číslicí a za zbývající číslicí ve slovech „Rozměrové posunutí“, za adresou „Rozměrové posunutí“ budou následovat tři číslice. Pokud jsou nuly vynechány, aby stály před první číslicí, pak za nulu může první číslice. Pokud jsou nuly, které se objevují za číslicí, vynechány, je za nulu odpovědná zbývající číslice.
Všechny lineární posuvy jsou vyjádřeny v milimetrech a desítkách dílů. Všechny rozměry jsou uvedeny v radiánech a stupních. Povoleny jsou různé velikosti řezů v desítkách dílů na otáčku.
Protože CNC zařízení umožňuje nastavení rozměrů v absolutních hodnotách (kladných a záporných) na základě původu souřadnicového systému, matematické znaménko („+“ nebo „-“) je skladem slova „Rozměrové posunutí“ a může přenést první číslici na velikost kůže.
Pokud jsou absolutní rozměry vždy kladné, nevkládejte kladné znaménko mezi adresu a následující číslo, ale pokud jsou kladné nebo záporné, znaménko se umístí.
Protože CNC zařízení umožňuje specifikovat rozměry přírůstků, matematické znaménko musí přenést první číslici na velikost kůže, udávající směr pohybu.
Trajektorie skládání nástroje je opatřena speciálním zařízením – interpolátorem. Interpolace lineárních a obloukových řezů se provádí vedle sebe podél grafů dané trajektorie. Vzhled sekcí lze zaznamenat do jednoho nebo více snímků programu kamery.
Funkční povaha interpolovaného úseku trajektorie (přímka, kružnice, parabola nebo křivka vyššího řádu) se označuje jako přímkafunkce přípravy (G01 - G03, G06). Chcete-li nastavit parametry interpolaceadresy jam I, J, K, vikoristické hodnoty geometrických charakteristik křivek (například střed oblouku kůlu, poloměry, meze atd.). Pokud potřebujete napsat matematické znaménko („+“ nebo „-“) spolu s interpolačními parametry, můžete jít za symbol adresy a před číselné znaky. Vzhledem k tomu, že znak je denní, pak znak + je umístěn na respektu.
Koncový bod interpolačního úseku pláště je blízko koncovému bodu předního úseku, takže se v novém snímku neopakuje. Kožní bod nohy, který leží na této interpolační linii a má stejné souřadnice, označuje sousední rámec informací s adresami pohybu. X, Y nebo Z.
Dnešní CNC zařízení mají ve svém softwaru zabudované funkce pro tu nejjednodušší interpolaci. Na CNC soustruzích je tedy zkosení pod 45° řezem specifikováno adresou Z Toto je znaménko a velikost konce za touto souřadnicí, kde je součást zpracována před zkosením. Podepište se za adresu Z musí být opatrní, aby se zabránilo znamení zpracování za X souřadnicí (Malyunok, a). Přímo se souřadnice Z nastavuje pouze v záporném směru.
Chcete-li definovat oblouk, označte souřadnice koncového bodu oblouku a poloměr za adresou R s kladným znaménkem při zpracování šipky roku a záporným znaménkem při zpracování ve směru šipky roku (obrázek 9).

Malyunok 9- Programování zkosení (a) a oblouků (b) na CNC soustruhu
Posuv a otáčky hlavového kola jsou kódovány čísly, jejichž počet výsuvů je přiřazen formátu konkrétního CNC zařízení. Vibirtyp krmiva G93 (posuv při funkci, doba obratu), G94 (posuv na hvilinu), G95 (otáčka posuvu).
Vibirtyp hlavy ruhu Můžete použít jednu z funkcí přípravy:G96 (plynulá řezná rychlost) nebo G97 (otáčky na kus).
Jako hlavní způsob kódování dodávky se používá metoda přímého přiřazení, v každém případě se používají následující jednotky: milimetr na čepel - krmivo by nemělo ležet v kapalině hlavy; milimetr na otáčku - posuv ležet v plynulosti ruky; radián za sekundu (stupně na stupeň) – posuv se provádí těsně před kruhovým pohybem. Při přímém kódování otáček hlavy udává číslo koncové otáčky vřetena(radiány za sekundu nebo oberta na khvilinu) nebo rychlost řezu (v metrech na khvilinu). Pokud má program například frekvenci odstředění vřetena nastavenou na S – 1000, znamená to, že se vřeteno otáčí podél jedné linie s frekvencí odstřeďování 1000 ot./min.(Jako mínus dne je obal vřetena nakreslen proti šipce roku).
Slovo "funkce nástroje" se používá pro výběr nástroje . Je povoleno jej zmrazit pro korekci (nebo kompenzaci) nástroje. U tohoto typu se slovo „funkce nástroje“ skládá ze dvou skupin čísel. První skupina slouží pro výběr nástroje, druhá pro korekci. Pokud pro záznam korekce (kompenzace) pro přístroj používáte jiné adresy, doporučuje se to Vikoristuvati symbol D nebo H.
Počet přicházejících čísel adresy T, D a H , Zadejte formát konkrétního CNC zařízení.
Slovo (nebo slova) "Další funkce" vyjádřeno číselným kódem, jak je uvedeno v tabulce 3.
Tabulka 3 – Doplňkové funkce
|
Jmenování funkcí |
Význam funkcí |
|
Programování zupinky. Upínání vřetena, posuv a chlazení |
|
|
Zupinka s potvrzením. Stejné jako M 00, ale zobrazí se, když poprvé stisknete vstupní tlačítko na ovládacím panelu |
|
|
Konec programu. Kloub vřetena a přívod chladicí kapaliny |
|
|
Vřeteno se odpovídajícím způsobem navíjí podél a proti směru šipky letopočtu |
|
|
Vřetenové dlabačky nejúčinnějším způsobem |
|
|
Vyměňte nástroj. Příkaz k výměně nástroje se zadává ručně nebo automaticky |
|
|
V linkách č. 2 a č. 1 je zapnuto chlazení |
|
|
Vimknennya chlazení. Skenuje příkazy M07, M08, M50, M51 |
|
|
Zmáčkneme a odmáčkneme. Umístěte jej na upínací zařízení stolů pracovního stolu, obrobků atd. |
|
|
Vřeteno se otáčí ve směru opačném k šipce se zapnutým chlazením po dobu jedné hodiny |
|
|
Shvidke se přesune na „+“ a „-“ |
|
|
Konec programu pro ovládání CNC z uložené paměti |
|
|
Očko vřetena je v konečné poloze |
|
|
Konec programu, což je hlava programu, kterou lze číst mnohokrát |
|
|
Konec informací |
|
|
Blokování bypassu. Tým v týmové hodině |
|
|
Rozsah krmení od řádku č. 1 do č. 2 |
|
|
Rozsah omotávání vřeten je od linky č. 1 do č. 2 |
|
|
Skasuvannya M 49 |
|
|
Manuální korekce |
|
|
Linka větrného chlazení č. 3 a č. 4 |
|
|
Lineární posuv nástroje na pozici č. 1 a č. 2 je konzistentní |
|
|
Skasuvannya M 59 |
|
|
Konstantní otáčky vřetena |
|
|
Jídlo bylo připraveno |
|
|
Lineární posun obrobku v pevné poloze 31 a č. 2 je konzistentní |
|
|
Upínání a lisování obrobku |
|
|
Lisování a mačkání stolu |
Hodnoty vyříznutí jsou vyjádřeny v milimetrech na ovinutí vřetena. Počet čísel ve slovech, která určují čas dělení, je dán formátem konkrétního zařízení ChPK. Při nakrájení na kousky s proměnlivým okrajem slova pod adresy I a K Je vaší odpovědností nastavit velikost řezu klasu.
Slovo „Feeding function“ není nutně naprogramováno během nepřetržitého provozu.
Program skinu musí začínat symbolem „Program Cob“, následovaným symbolem „End Frame“ a poté rámečkem se sériovým číslem. Pokud potřebujete určit konkrétní program, může být toto označení (číslo) umístěno bezprostředně za symbolem „Začátek programu“ před symbolem „Konec snímku“.
Jakýkoli program musí končit symbolem „Konec programu“ nebo „Informace o konci“. Informace umístěné za symbolem „Konec informací“ zařízení CCP nepřijímá. Před symbolem „Začátek programů“ a za symboly „Konec programů“ a „Konec informací“ na stránce se doporučuje vymazat části se symbolem PUS („Prázdné“).
Nastavení a úprava programů
Při přípravě jakéhokoli programu je důležitým momentem vývoj trajektorie pohybu řezných nástrojů k součásti A tímto základem je popis útvarů podřízených orgánů Verstatu. A proto existuje řada souřadnicových systémů.
Hlava rozrakhunkova systému – souřadnicový systém verstat , ve kterém se zjišťují hraniční posuny a polohy pracovních orgánů. Tato situace je charakteristická základní body které se vybírají v závislosti na provedení lavice . Například, pro montáž vřetena základní bod je bod, ve kterém konec vřetena protíná celý obal, pro křížový stůl- Bod příčky úhlopříček, pro otočný stůl– poté otočte střed na zrcadlovém stole. pupen. Polohy os přímo souvisí se standardním souřadným systémem.
Kořen standardního souřadnicového systému bude připojen k základnímu bodu uzlu, který nebudu připravovat. Když je rám upevněn v takové poloze, ve které jsou všechny pohyby pracovních částí lavice v pozitivním směru(Malyunok 10). Na základě tohoto základního bodunazývaná nula verstat , Je označena poloha pracovních částí, pokud došlo ke ztrátě informací o jeho instalaci (například v důsledku výpadku proudu). V nulovém bodě verstatu se pracovní části pohybují stisknutím příslušných tlačítek na ovládacím panelu nebo pomocí dalších příkazů programu, který jej ovládá. Přesné vyrovnání pracovních orgánů v nulové poloze za kožními souřadnicemi je zajištěno snímači nulové polohy. Například při zatáčení je nula verstatu, aby se předešlo nehodám, nastavena s offsety.
Souřadnicový systém dílu Ze základního bodu, který je vidět, když je obrobek zajištěn na pracovním stole, je k určení polohy souřadnicového systému pracovního stolu vidět jeden z jednoho (obrázek 9). Někdy k takovým spojením dochází, když je odstraněn základní bod upevňovacího zařízení.
Souřadnicový systém nástroje Určeno pro montáž pracovní části upevňovací jednotky. Nástroj je popsán v pracovní poloze a sestaven s držákem. V tomto případě je osa souřadného systému nástroje rovnoběžná s odpovídajícími osami standardního souřadného systému pracovního stolu a narovnaná ve stejném směru. Vezměte základní bod jako počátek souřadného systému nástroje nástrojový blok, co se volí podle vlastností jeho instalace na povrch.
Poloha hrotu nástroje je určena poloměrem. r a souřadnice X a Z jsou body nastavení. Tento bod je určen jako založený na trajektorii, jejíž prvky jsou rovnoběžné se souřadnicovými osami. V případě zakřivené trajektorie vezměte střed zaoblení v horní části nástroje jako rozbíhavý bod. Spojení mezi souřadnicovými systémy lavice, dílu a nástroje lze snadno přišít na malý díl 9.

Malyunok 9- Souřadnicové systémy dílů při zpracování na frézovacích (a) a soustružnických (b) CNC pracovních stanicích
Při vývoji keramického programu a ukázkových dílů Souřadný systém programu Vikorist. Jejich osy jsou rovnoběžné se souřadnicovými osami verstatu a narovnané.
Počátek souřadnic (výstupní bod verstatu) je vybrán na základě snadnosti kótování. Aby se předešlo výrazným nepohodlným pohybům, je konečná poloha, ve které začíná obrábění a ve které se mění nástroje a obrobky, nastavena tak, aby nástroje byly co nejblíže řezanému dílu.
Pro „svázání“ prostoru vibračního systému s pohybem versatu se nastaví nulový (základní) bod ve vzdálenosti. Když je verstat zapnutý pro kůži, tento bod spojuje vimirival systém s nulovým bodem verstatu.
Při výměně řezných nástrojů během zpracování dílů mohou být výsledky zpracování v rozporu s předchozími (ztráta přesnosti, zvýšení drsnosti, výskyt vibrací atd.). V této situaci je nutné urychleně urychlit program. Řezné vady, které vyžadují korekci, se mohou vyskytnout u vrtaných otvorů, nabroušených konců a tvarových ploch dědičných od fréz po poloměr vrcholu.
Jsou možné dva typy korekcí – pro trvání a pro rádius nástroje.
V prvním případě je na pomoc potřeba korekce vrtáku nebo úhlosti držáku tým N se sadou čísel, která označují výši opravy. Například, rám N 060 T 02 H 15
To znamená, že u nástroje č. 2 byla provedena korekce na zvýšení o 15 mm.
Další krok zajistí korekci rádiusu nástroje a spojů, takže při soustružení koncových a tvarových ploch při frézování kontur bude trajektorie rukojeti ke středu rádiusové plochy nástroje ekvidistantní Plochu dobře vytvarujte ( Obrázek 11).
Vytvořme fragment programu pro kompenzaci poloměru řezu:
|
N 035 G 81 X +25 Z +4 I +7 ………………………………………………………. Popis obrysu řezu ………………………………………………………. |
Malyunok 11- Kompenzace poloměru řezu |

Fragment programu, který přenáší frézování za ekvidistantu (obrázek 12)
N 005 G 90 G 00 X 0 Y 0 S 1000 T01 M 03
N 006 G 41 G 01 X 220 Y 100 F 100
N 007 X 220 Y 430 F 50
N 008 G 02 G 17 X 370 Y 580 I 370 J 430
N 009 G 01 X 705 Y 580
N 010 X 480 Y 190
N 011 X 220 Y 190
N 012 G 00 X 0 Y 0 05M
Funkce G 41 (korekce průměru frézy, protože fréza směřuje k obrobku levou stranou) v rámu N 006 zajistí, že se střed frézy posune ekvidistantně k řezané ploše.
U řady typů je potřeba zrychlit posuv, aby se změnila krátkost smáčeného povrchu, vypnutí vibrací apod. K tomu je potřeba na ovládacím panelu nastavit novou hodnotu posuvu a zadat ji do paměti, když stavím CNC.

Malyunok 12- Dráha frézy za ekvidistantou při frézování vnější kontury
Konstrukční vlastnosti CNC strojů.
Stroje CPC umožňují zvýšení technologických možností při zachování vysoké spolehlivosti díla. Konstrukce CNC strojů je zpravidla zodpovědná za zajištění redukce různých druhů zpracování (přesnost - frézování, frézování - broušení), šikovnosti obrobků, vytváření dílů (což je důležité zejména při použití průmyslových robotů) , automatická nebo vzdálená péče s výměnným nástrojem atd. . .
Zvýšené přesnosti zpracování je dosaženo vysokou přesností výroby a tuhostí pracovního stolu, která převyšuje tuhost standardního pracovního stolu stejného účelu. Proč se obtěžovat zrychlováním kinematických převodů: změňte autonomní pohony do té míry, že můžete zrychlit počet mechanických převodů. Vysokou rychlost zajišťují také pohony CNC strojů.
Zvýšení přesnosti je dosaženo zmenšením vůlí v převodových mechanismech pohonů posuvu, snížením nákladů na tření přímých mechanismů. Zlepšení odolnosti proti vibracím, snížení tepelné deformace, vyztužení vratových senzorů. Pro omezení tepelných deformací je nutné zajistit rovnoměrný teplotní režim mechanismů pracovního stolu, který např. zabrání dopřednému ohřevu pracovního stolu a jeho hydraulického systému. Teplotní odchylku verstatu lze změnit úpravou teploty odesláním signálů z teplotních čidel.
Základní díly (lůžka, sloupy, podstavce) se zhotovují ztuha pro účely zavedení přídavných výztužných žeber. Volné nosné prvky (podpěry, stoly, saně) trpí zvýšenou tuhostí. Stoly jsou například konstruovány v krabicových tvarech s pozdějšími a příčnými tvary. Základní díly se připravují buď lité nebo svařované. Existuje tendence konstruovat takové díly z polymerbetonu nebo syntetické žuly, což dále zvyšuje tuhost a odolnost povrchu proti vibracím.
Přímo CNC stroje mají vysokou odolnost proti opotřebení a nízkou otěrovou sílu, což umožňuje snížit napětí pohonu stehu, zvýšit přesnost pohybu a snížit nepohodlí systému stehování.
Přímým kováním stroje a podpěr pro změnu koeficientu tření vzniká dvojice kovaná ocel (nebo ušlechtilý chavun) – plastový povlak (fluoroplast, atd.)“
Přímo kalené oceli mají vysokou životnost, vyznačují se malými otěry a koeficient otěru lze prakticky udržet v tekutosti ruky. Jak sakra budou přehrávat videa? Dopředné napětí posune tuhost přímek 2 až 3 krát, k vytvoření napětí použijte seřizovací zařízení.
Pohon a transformace pro CNC stroje. V souvislosti s rozvojem mikroprocesorové techniky se realizuje transformace pohonů pro napájení hlavního pohonu doplňkovou mikroprocesorovou technikou - digitální transformace a digitální pohony. Digitální pohony mají elektromotory, které pracují na konstantním nebo střídavém proudu. Konstrukčně jsou frekvenční měnič, servopohony a zařízení pro start a zpětný chod řízeny sousedními elektronickými řídicími jednotkami.
Pohon posuvu pro CNC stroje. V rámu pohonu jsou vikorizované motory, které jsou u digitálních řadících synchronních nebo asynchronních strojů keramicky potažené. Nekomutátorové synchronní (ventilové) motory pro CNC stroje jsou vyráběny s permanentním magnetem na bázi prvků vzácných zemin a vybaveny rotačními senzory a galmami. Asynchronní motory se spíše zastaví než synchronní motory. Pohon posuvu se vyznačuje minimálními vůlemi, krátkou dobou zrychlení a galvanizace, vysokými třecími silami, sníženým ohřevem hnacích prvků a velkým rozsahem nastavení. Tyto vlastnosti lze zajistit stagnací válců a hydrostatických šroubových převodů, které lze použít k usměrnění tuhosti a hydrostatickému přímému, bez hřídelových převodovek s krátkými kinematickými přívody.
Pohony pohonu hlavy pro CNC stroje zahrnují motory výměnného bubnu - pro velké síly a stacionárního bubnu - pro malé síly. Jak slouží jako pohony třífázové vícepólové asynchronní motory, které akceptují velké zdvihy a pracují na přítomnost pil na kov, hoblin, olejů atd. ve vzduchu. To je způsobeno konstrukcí externího ventilátoru. Motory mají různé snímače, například snímač polohy vřetena, který je nezbytný pro orientaci nebo zajištění nezávislých souřadnic.
Převodní frekvence pro řízení asynchronních motorů má regulační rozsah až 250. Převodní elektronická zařízení jsou založena na mikroprocesorové technologii. Programování a parametrizace jejich robotů se provádí instalací programátorů s digitálním nebo grafickým displejem. Optimalizace vytápění je dosaženo automaticky po zadání parametrů elektromotoru. Matematický systém má schopnost upravit pohon a uvést jej do provozu.
Vřetena CNC strojů jsou vyrobena přesnější, tužší, se zvýšenou odolností proti opotřebení čepů, dosedacích a základových ploch. Konstrukce vřetena je výrazně vylepšena použitím senzorů v novém zařízení pro automatické lisování a lisování nástroje, které jsou sledovány během adaptivního řízení a automatické diagnostiky.
Podpěry vřetena jsou odpovědné za zajištění přesnosti vřetena po dlouhou dobu v myslích robota, zvýšenou tuhost a deformaci při nízkých teplotách. Přesnost ovinutí vřetena je zajištěna vysokou přesností ložisek.
Nejčastěji se v podpěrách vřetena vyskytují stojatá ložiska. Chcete-li změnit tok rozpěrek a zvýšit tuhost podpěr, nainstalujte ložiska s předním napětím nebo zvyšte počet tuhých těles. Kovaná ložiska v opěrách vřetena se dříve či častěji usazují díky přítomnosti zařízení s periodickým (ručním) nebo automatickým nastavováním vůle v axiálním a radiálním směru. Přesné stroje mají aerostatická ložiska, ve kterých je vítr stlačován mezi čepovou hřídelí a povrchem ložiska, což snižuje opotřebení a zahřívání ložiska a zlepšuje přesnost ložiska.
Polohování (pro posunutí pracovního těla lavice do požadované polohy dle programu) je z důvodu vysoké tuhosti a zajištění plynulosti pohybu při malých rychlostech, vysoké rychlosti přídavných pohybů b pracovních těles (až 10 m/h a více).
Pomocný mechanismus CNC strojů zahrnuje zařízení pro výměnu nástrojů, zařízení pro sběr třísek, olejový systém, upínací zařízení, brusky atd. Tato skupina mechanismů u CNC strojů se výrazně liší od podobných mechanismů, které se používají u většiny univerzálních strojů. Například v důsledku zvýšené produktivity CNC strojů došlo k prudkému nárůstu třísek, které bylo možné odebrat za jednu hodinu, a to vyústilo v nutnost vytvoření speciálních zařízení pro odebírání třísek z oblasti zpracování. Chcete-li v případě potřeby urychlit strávený čas, nainstalujte zařízení, které vám umožní současně nainstalovat obrobek a odstranit součást během zpracování.
K dispozici jsou automatické hadí izmament (obchody, auto operátor, revolverová hlava) Uvypchuvati Minimalni Vitrati k hadovi, ňadra výše, stáj tábora, Tobto. oceli na velikost a polohu osy při opakovaných změnách nástroje a potřebný prostor pro zásobník nebo věž.
Revolver je nejjednodušší zařízení pro výměnu nástroje: nástroj se instaluje a lisuje ručně. V pracovní poloze je jedno z vřeten poháněno v blízkosti pohonu hlavy pracovního stolu. Revolverové hlavy jsou instalovány na soustružnických, vrtacích, frézovacích a mnoha CNC strojích; Hlava je zajištěna 4 až 12 nástroji.
Kontrolujte jídlo:
Vyjmenujte hlavní konstrukční vlastnosti CNC strojů.
Znovu objevte konstrukční vlastnosti základních dílů, pohonů hlavy a pohonu posuvu a také přídavných mechanismů pracovních stolů s ChPK.
CNC soustruhy.
CNC soustruhy jsou určeny pro vnější i vnitřní zpracování ohýbaných obrobků jako je omotávání karoserie. Tvoří nejdůležitější skupinu za nomenklaturou flotily CNC strojů. CNC soustruhy zahrnují tradiční soubor technologických operací: soustružení, řezání, vrtání, řezání atd.
Klasifikace CNC soustruhů je založena na následujících znacích:
přetváření osy vřetena (horizontální a vertikální pracovní stoly);
počet nástrojů používaných v robotu (rozvržení jednoho a mnoha nástrojů);
způsoby jejich upevnění (na podpěře, v hlavě revolverové hlavy, zásobníku nástrojů);
typ robota, který se má sestavit (středy, kazety, kazetové středy, karusel, tyčové pracovní stoly;
stupeň automatizace (automatický a automatický).
CNC centrovací stroje se používají pro zpracování obrobků hřídelového typu s rovnými i zakřivenými obrysy. Na těchto strojích můžete řezby řezat pomocí řezačky podle programu.
CNC sklíčidla se používají pro obrábění, vrtání, podélné řezání, zahlubování, zahlubování, závitování, řezání závitníky v axiálních otvorech dílů jako jsou příruby, ozubená kola, kryty, řemenice atd.; Řezačkou je možné řezat vnitřní i vnější řezání dle programu.
CNC centrovací centra sklíčidla slouží k vnějšímu i vnitřnímu opracování různých skládacích obrobků dílů jako je omotávání pásů a technologické možnosti soustružnických center a upínacích pracovních stolů.
CNC karuselové stroje se používají pro zpracování přířezů skládacích pouzder.
CNC soustruhy (obrázek 12) jsou vybaveny revolverovými hlavami a zásobníkem nástrojů. Revolverové hlavy jsou k dispozici ve 4-, 6- a 12-polohovém provedení a na každou pozici lze nainstalovat dva nástroje pro vnější a vnitřní opracování obrobku. Celý obal hlavy může být prodloužen rovnoběžně s osou vřetena, kolmo k ní nebo alespoň.
Při instalaci dvou revolverových hlav na pracovní stůl jsou v jedné (1) zajištěny nástroje pro vnější obrábění, ve druhé (2) – pro vnitřní obrábění (oddíl 13). Takové hlavy se mohou otáčet podle sebe nebo v důsledku různého natočení os. Indexování revolverových hlav se provádí zpravidla kalením a broušením koncových spojek s plochými zuby, což zajišťuje vysokou přesnost a tuhost indexování hlavice. U drážky revolverových hlav jsou instalovány výměnné výměnné nástrojové bloky, které se pomocí lavice přizpůsobují velikosti pozice, na speciálních upínačích, což výrazně zvyšuje produktivitu a přesnost obrábění. Řezné bloky v hlavě revolverové hlavy jsou založeny buď na hranolech nebo pomocí válcových stopek 6 (obrázek 14). Fréza je zajištěna šrouby přes upínací lištu 3. Pro nastavení frézy podle výšky středů použijte podložku 2. Dva stavěcí šrouby 5, otočené o 45° jedna ku jedné, umožňují nastavení špičky frézy. fréza na dané souřadnici, když je perfektní. Přívod chladicí kapaliny do řezné zóny je přiváděn kanálem u tělesa 1, který je zakončen tryskou 4, která umožňuje nastavit směr přívodu chladicí kapaliny.
Zásobníky nástrojů (kapacita 8-20 nástrojů) zřídka stagnují, protože pro soustružení jednoho obrobku je praktické nevyžadovat více než 10 nástrojů. Znehodnocení velkého počtu nástrojů je způsobeno ostřením materiálů, kterému je důležité se vyhnout, pokud mají nástroje krátkou životnost.
Rozšířením technologických možností soustruhů lze také smazat hrany mezi soustružnickými a frézovacími stroji přidáním středového vrtání, frézování kontury (tak, aby bylo naprogramováno otáčení vřetena); V některých případech je možné změnit velikost neudržitelných prvků obrobků.
Kontrolujte jídlo:
Jak klasifikujeme CNC soustruhy podle typu práce, kterou vykonávají?
Jaká zařízení pro upevnění nástrojů se používají k vybavení CNC soustruhů?
Jak založit řezací bloky na revolverové hlavě pracovního stolu?
CNC frézky
CNC frézky jsou určeny pro opracování rovných a prostorných ploch ohýbaných obrobků. Konstrukce CNC frézek se podobají konstrukcím tradičních frézek, ale rozdíl spočívá v automatizaci pohybu po NC při tváření.
Klasifikace CNC frézek je založena na následujících znacích:
Otáčení vřetena (horizontálně a vertikálně);
Počet souřadnicových pohybů stolu frézovací hlavy;
Počet vybraných nástrojů (jedno a více nástrojů);
Způsob instalace nástrojů na vřeteno pracovního stolu (ručně nebo automaticky).
Uspořádání CNC frézek je rozděleno do čtyř skupin:
svisle - frézovací lavice s křížovým stolem;
konzolové frézovací pracovní stoly;
pozdní - frézovací stoly;
Široce univerzální rozložení nástrojů.
U vertikálních frézovacích pracovních stolů s křížovým stolem (malyunok 15, a) se stůl pohybuje v horizontálním (vše X) a příčném (vše Y) horizontálním směru a frézovací hlava se pohybuje ve vertikálním směru (vše Z).
U konzolových frézovacích pracovních stolů (obrázek 15 b) se stůl pohybuje podél tří souřadnicových os (X, Y a Z) a vřeteník se nezhroutí.
Na pracovních stolech pro pozdní frézování s volnou příčkou (obrázek 15, c) se stůl pohybuje podél osy X, hlava vřetena se pohybuje podél osy Y a příčně podél osy Z. U pracovních stolů pro pozdní frézování s pevnou příčkou (malyunok 15, g) Nebo se osy pohybují X a hlava vřetena - podél os Y a Z.
V pracovních stolech pro frézování nástrojů s širokými univerzálními nástroji (malyunok 15, d) se stůl pohybuje v osách X a Y a vřetenová hlava se pohybuje v ose Z.

Malyunok 15 – Souřadnicový systém pro různé úpravy frézovacích pracovních stolů:
a) – frézovací lavice z křížového stolu; b) konzolový frézovací pracovní stůl; c) pozdně frézovací pracovní stůl s rustikální příčkou; d) pracovní stůl pro pozdní frézování s neničícím příčníkem; e) široký-univerzální frézovací pracovní stůl.
Frézky jsou vybaveny především přímořeznými a obrysovými CNC zařízeními.
Při řízení přímého řezu (odpovídající model pracovního stolu je F 2) stůl pracovního stolu pracuje ve směru rovnoběžném s jednou ze souřadnicových os, což znesnadňuje zpracování skládacích ploch. Dispozice s přímo řezanými keramickými fazetami se používají pro frézování ploch, úkosů, říms, drážek, různých nálitků a dalších podobných povrchů.
S ovládáním obrysu (chytře přiřazeným k modelu pracovního stolu - F 3 a F 4) trajektorie pohybu skládacího stolu. Layoutové stoly s tvarovanými keramickými povrchy jsou vikorizovány pro frézování různých vaček, zápustek, lisovacích forem a dalších podobných povrchů. Počet souřadnicových souřadnic je zpravidla tři a v některých případech čtyři nebo pět. Při tvarování řízeném obrysem se tváření provádí současně alespoň podél dvou souřadných os.
V mnoha situacích na frézovacích stolicích při zpracování obrobků jednoduchých tvarů uprostřed velkosériové výroby se využívají i CNC systémy.
CNC frézky využívají jako pohon hlavního pohonu asynchronní elektromotory (u těchto typů převodovka) nebo stacionární proudové elektromotory.
Na malých frézkách s přímořezným CNC je jeden hnací elektromotor stacionární trysky a převodovka s elektromagnetickými spojkami, které jsou automaticky propojeny a na důležitých strojích s obrysovými laserovými frézami probíhá souřadnicový pohyb jako automatická převodovka el. pohon stacionárního proudového letadla.
K pohonu podávacího ramene CNC frézek se kývají krátké kinematické lanyardy, které přenášejí rameno z motoru na centrálně umístěné tělo.
Pojďme se podívat na zařízení konzolového vertikálního frézovacího pracovního stolu mod. 6Р13Ф3. Tento pracovní stůl je konzolový, tzn. Tento stůl má pracovní pohyb po vodorovné rovině (za souřadnicemi X a Y) a (spolu s konzolou) svislý pohyb (po souřadnici W); Funkční pohyb Z souřadnice je podél vřetena. Stanice 8 je základna, na které jsou namontovány součásti a mechanismy lavice. Před lůžkem je svislá přímka zakrytá pláštěm 9, přes kterou se pohybuje konzola 1. Na vodorovných přímkách jsou namontovány saně 2, podél pozdějších přímek se posouvá stůl 3. A frézovací hlava je upevněna na protilehlé ploše lůžka 6, svislé přímky, které se pohybují podél 7 od rotací. V souladu s nezbytným bezpečnostním vybavením je instalován suchý štít 4. Za pracovním stolem je instalována 10dílná elektricky vybavená a CNC řízená skříň.

Malyunok 16 – Vertikální frézovací pracovní stůl mod. 6R13F3:
1-konzole; 2-sáňky; 3-yl; 4-zvadlý štít; 5-vřeteno: 6-frézovací hlava; 7-pozun; 8-lůžkový; 9-pouzdro;
10-chafa s elektroinstalací.
Kontrolujte jídlo:
Jaké znáte uspořádání CNC frézek?
Jaké CNC systémy by měly být použity pro vybavení frézek?
CNC vrtačky
Vertikální - CNC vrtací stoly na samostatném základě, na rozdíl od podobných ručních vrtacích stolů, jsou vybaveny křížovými stoly, které automaticky posouvají obrobek podél os X a Y, v důsledku čehož nejsou potřeba vodiče nebo To je přední uspořádání.
CNC radiální vrtačky posouvají sloup po ose X, objímku s vřetenovou hlavou po ose Y, ve které je uloženo vrtací vřeteno, které se pohybuje po ose Z. Hledejte ve svislém směru.
Automatizované pohyby pracovních částí vrtaček po osách X a Y zajišťují dokončování otvorů a frézování.
Vrtačky jsou vybaveny polohovými CNC jednotkami, které umožňují automatickou instalaci pracovních dílů do polohy určené programem. Řezný nástroj na CNC vrtacích stolicích je zajištěn přímo v koncovém otvoru vřetena nebo pomocí mezilehlých pouzder a trnů.
Vnější pohled na vertikální vrtací pracovní stůl model 2Р135Ф2 – 1, vybavený CNC, označení na stroji 17. Na stojanu pracovního stolu 1 je namontován sloup 10, po kterém se podpěra 4 pohybuje po pravoúhlých svislých přímkách, které nese věžička 3. Na sloupu 10 nainstalované převodovky 5 6. Saně 2 křížového stolu se pohybují vodorovně po přímkách základny 1 a horní část 11. stolu se pohybuje po přímkách saní. Na pravé straně pracovního stolu je umístěna otočná skříň 8 s elektroinstalací a CNC 9. Pracovní stůl obsahuje závěsný ovládací panel 7.

Malyunok 17 – Vertikální vrtací stůl model 2Р135Ф2:
1-stojan; 2-sáňky; 3-věžová hlava; 4- třmen; 5 krabic sladkostí; Reduktor se 6 přívody; 7-závěsné dálkové ovládání; 8 - rám s elektroinstalací; 9-UCHPU; 10-sloupce; 11-horní část stolu.
Kontrolujte jídlo:
Jaký je princip spolehlivosti mezi vertikálními vrtačkami s CNC a bez něj?
Jaké CNC systémy by měly být použity pro vybavení vertikálních vrtaček?
CNC brusné stoly
CNC systém vybavuje rovinné brusky, válcové bezhroté brusky a další pracovní stoly. Při vytváření CNC brusných stolů vznikají technické potíže, které jsou vysvětleny takovými důvody. Proces broušení se na jedné straně vyznačuje potřebou dosáhnout vysoké přesnosti a ostrosti povrchu s minimálními rozptylovými rozměry, na straně druhé vlastností, která spočívá ve švédském odpadu růží Mírová přesnost broušení čep je výsledkem intenzivního opotřebení během pracovního procesu. V tomto případě stolice vyžaduje automatické kompenzační mechanismy pro opotřebení brusného kotouče. CNC dokáže kompenzovat deformaci LED systému, kolísání teploty, odchylky tolerancí na obrobcích, odchylky obráběcího stroje při pohybu souřadnic atd. pupen. Virtualizační systémy jsou sestaveny samostatně, aby byly zajištěny úzké tolerance pro přesnost polohování. Například u válcových brusných stolů taková zařízení zajišťují nepřerušovanou změnu průměru obrobku během zpracování s poklesem ne větším než 210 -5 mm. Řízení pozdních pohybů stolu podléhá ztrátě zrna větší než 0,1 mm.
Pro brusné pracovní stoly se používají systémy typu CNC s keruvannya pro tři - některé souřadnice, ale ve versatov, které pracují s několika kolíky, je možné keruvannya v pěti - šesti a v osmi souřadnicích. Interakce mezi operátorem a CNC systémem brusného stolu většinou probíhají v dialogovém režimu za přídavným displejem. Karavanový systém bude mít zabudované diagnostické systémy, které zvýší spolehlivost strojů.
Nejširší CNC válcové brusky poskytují maximální efekt při zpracování velkého množství pohyblivých dílů jako jsou vřetena, hřídele elektromotorů, převodovky, turbíny atd. v jedné instalaci. Produktivita se zvyšuje především v důsledku zkrácení dodatečného času potřebného pro montáž obrobků a vybraných hotových dílů, pro reinstalaci pro opracování ložiskového čepu hřídele, pro vibrace atd. Při obrábění široké škály kruhových hřídelí A CNC stroj může ušetřit 1,5 hodiny - 2 krát v umývárně s ruční vanou.
Bezhroté válcové brusné stoly lze efektivně brousit při zpracování dílů malých i velkých průměrů bez řezání i tenkých dílů, stejně jako dílů, které mají skládací vnější profily (píst, pěst atd.). V povědomí hromadné výroby se tyto druhy prací vyznačují vysokou produktivitou a přesností zpracování. V sériové i individuální výrobě je stagnace takových strojů limitována náročností přestavování. Rozšiřování oblastí stagnace bezhrotých válcových brusných stolů je poháněno dvěma faktory: mnoho času vynaloženého na korekce kotouče a složitost seřízení stolů, což si vyžádá značné časové investice a vysoce kvalifikovaný personál. To znamená, že konstrukce stolů má vikorizované brusné a vodicí kotouče; rovnací zařízení pro zajištění konzistentního tvaru na povrchu brusného kotouče a drátu; Možnost nastavení polohy opěrného nože; mechanismy pro kompenzaci přívodu brousícího kolíku k označenému dílu a k úpravě, jakož i drátěného kolíku k dílu a k úpravě; instalace pozice vantage a rozvantazhuvalnogo přílohy.
Konstrukce CNC systému umožnila bohatě koordinované fungování bezhrotých válcových brusných stolů. Systém keramických verzatistů má softwarové moduly, které rozvíjejí trajektorie nástroje (kůl, diamant), jehož korekce interaguje s člověkem. Pro zpracování dílů s různými geometrickými tvary (kužel, jádro atd.) je vytvořen softwarový manažer režimu, interpolátor a modul řízení pohonu.
Při zpracování a rovnání lze počet cerovaných souřadnic snížit na 19, pro rovnání brusných a drátěných kotoučů se kombinují dvě až tři souřadnice.
V hlavách sériové výroby stagnující řídicí systém zajišťuje plynulý cyklus broušení a úprav, což umožňuje rychle přenastavit pracovní stoly pro zpracování jiných materiálů.
Přítomnost bohatého souřadnicového CNC systému zajišťuje větší univerzálnost pracovního stolu a malé množství posuvu, což umožňuje efektivně řídit proces broušení a orovnávání.
CNC řízení bezhrotých válcových brusných stolů bude založeno na agregovaném principu (např. na stolech japonských firem). Na pracovní stůl je možné nainstalovat kteroukoli ze čtyř možností ovládání pracovního stolu pod řídicím systémem:
jedna souřadnice je příčný posuv brusného kolíku;
dvě keramické souřadnice – příčný posuv brousícího kolíku a orovnávacího diamantu se způsobem jejich synchronizace;
tři keramické souřadnice - příčný posuv brusného kolíku a také příčný posuv diamantu při jeho rovnání;
pět řezbářských souřadnic - příčný posuv brousícího kolíku, dále příčný a pozdější přísun diamantů při pohonu brusu a drátu.
Použití CNC řídicího systému pro řízení bezhrotých válcových brusných stolů umožňuje zcela zjednodušit konstrukci řady mechanických jednotek: seřizovací zařízení (v důsledku odstranění kopírovacích linek, podávacích mechanismů a diamantů atd.), pohony pro pozdní pohyb nastavovacích zařízení, mechanismy jemného posuvu brusných a drátěných kotoučů, ovládání a sledování - podřízená zařízení a pod.
Kontrolujte jídlo:
Jaké jsou technické problémy při vytváření CNC brusek?
Jaké CNC systémy by měly být použity pro vybavení brusných stolů?
Spousta CNC obráběcích nástrojů
Vybavením mnoha strojů CNC zařízeními a automaticky se měnícími nástroji se zkracují další hodiny během zpracování a zvyšuje se mobilita opětovné instalace. Zkrácení dodatečné hodiny je dosaženo automatickou instalací nástroje (obrobku) na souřadnicích, umístěním všech prvků cyklu, výměnou nástrojů, soustružením a výměnou obrobku, změnou pracovních režimů práce, kontrolními operacemi a také velkými rychlostmi dodatečné pohyby.
Podle účelu se MS dělí do dvou skupin: pro zpracování přířezů karoserie a plochých dílů a pro zpracování přířezů dílů, jako jsou pevné obaly. V první fázi pro řezání se používají skupiny MS vrtání-frézování-rosting a ve druhé - skupiny soustružení a broušení. Podívejme se na MC první skupiny, jelikož jsou nejčastěji vikorizovaní.
MS má tyto charakteristické vlastnosti: přehlednost nástrojárny, která zajišťuje vybavení velkým množstvím řezných nástrojů pro vysoce koncentrované operace (hrubování, povrchové úpravy a dokončovací úpravy), včetně přesnosti, soustružení růžiček, frézování, vrtání, zahlubování, hrdlování , řezání, kontrola břitu ta in; vysoká přesnost dokončovacích operací (6…7. třída).
Řídicí systém MS se vyznačuje signalizací, digitální indikací polohy uzlů pracovního stolu a různými formami adaptivního řízení. MS jsou především jednovřetenové stroje s revolverovou a vřetenovou hlavou.
Spousta pracovních stolů pro zpracování přířezů dílů karoserie. Stroj na zpracování přířezů dílů karoserie je umístěn na vodorovných a svislých lavicích (obrázek 18).
Horizontální MS mod. IP-500MF4 se používá pro řezání částí těla. Tento pracovní stůl nese vřetenovou hlavu 4, která se pohybuje svislými přímkami stojanu 7. Zásobník 6 nástrojů je bezpečně připevněn ke stojanu 7; Nástroj je instalován na vřeteno 3 automatickým operátorem 5 v horní poloze vřetena vřetena. Označený díl je instalován na stole 1, který se pohybuje po souřadnici X. Na pravém konci stroje je otočná plošina 8, na které jsou instalovány dva satelitní stoly s označenými díly.

Malyunok 18 – Bagatotsilyovy verstat (výzkumné centrum) mod. IP-500MF4:
1-ocelová otočná; 2-pristosuvannya; 3-vřeteno; 4vřetenový vřeteník; 5-automatický operátor; zásobník na 6 nástrojů; 7-ruly stojan; 8otáčková plošina; 9-ocelový satelit; 10-přímo; 11-UCHPU; 12-ti šachtová s elektroinstalací.
Zpracování obrobků na stroji, vyrovnané s jejich opracováním na frézovacích, vrtačkách a dalších CNC strojích, má nízkou specifičnost. Instalace a upevnění obrobku musí zajistit jeho opracování ze všech stran v jedné instalaci (volný přístup nástrojů k opracovávanému povrchu), jediné fragmenty, u kterých je možné široké opracování bez opětovné instalace.
Opracování na MS zpravidla nevyžaduje speciální vybavení, úlomky obrobku jsou zajištěny pomocí přídavných dorazů a svěrek. MS je vybavena skladem nástrojů, umístěným na vřetenové hlavě a ovládá se ze stolu nebo jiného místa. Pro frézování rovných ploch používejte frézy malého průměru a odřezky válejte v řadách. Konzolový nástroj, který se používá pro opracování mělkých otvorů, může mít zvýšenou tuhost a zajistí tak uvedenou přesnost zpracování. Otevřete jej tak, aby ležel na jedné ose, ale obrobky se pohybovaly v paralelních obrobcích, byly vyříznuty z obou stran, přičemž obrobek se otočil na každou stranu. Pokud příprava dílů karoserie zahrnuje skupiny nových povrchů a otvorů, pak pro zjednodušení složitého technologického procesu jejich přípravného programu a také pro zvýšení produktivity zpracování (současné snížení dodatečného času) zadejte příspěvek v paměť CNC obráběcího stroje Nové cykly turbulence, které se nejčastěji opakují (s extrémním, frézovaným). ). U tohoto typu je naprogramován cyklus pro zpracování prvního otvoru (nahoře) a pro řešení jsou zadány souřadnice (X a Y) jejich natočení.
Jako zadek pro miminko 19 ukazuje působení ustálených cyklů zahrnutých v bezpečnostním programu a vikorizovaných během zpracování na stolních počítačích model IP320PMF4.

Obrázek 19 – Stabilní obráběcí cykly na vícecyklovém pracovním stole, model IP320PMF4:
1-frézování vnější kontury (s kruhovou interpolací); 2-hluboké vrtání s výstupem vrtáku pro odvod třísek; 3-směrování stupňů otvorů; 4otáčkové kování s různou orientací vřetena; 5-ti otvor Ø 125 mm se speciálním trnem; 6-frézování za obrysem vnitřních konců; 7-sloupové frézování podél obrysu (s kruhovou interpolací); otvor s 8 otvory Ø 30 mm; 9-řez (až M16); 10-frézování vnitřních drážek kotoučovou frézou (s kruhovou interpolací); otvory ve tvaru 11; 12-frézování konců frézou; 13-ti povrchový typ zavinování těla.
Zařízení pro automatickou výměnu nástavce - společník (PS) na pracovním stole model IP500MF4 je zobrazeno na malé 20. PS 11 je instalován na plošině 7 (kapacita dvou PS), na které jsou namontovány hydraulické válce 10 a 13. válce jsou podle T - podobné úchyty 14. Při instalaci vstupte na plošinu (pohyb za šipkou B) s vis. 12 u utěsněné tyče 14. Na plošině je PS založen na kladkách 9 a je centrován (po stranách) kladkami 8 (výstupní poloha PS je v kopací poloze). Pohyb tyče 10 hydraulického válce zvyšuje tuhost (za válečky) společníka.

Malyunok 20 – Zařízení pro automatickou změnu doprovodného zařízení:
1-základová deska; 2 šrouby jsou nastavitelné; 3 zubové kolo; 4-kolejnice; 5, 13,16-hydroválce; 6, 14 - zakopaná tyč; 7-platformní; 8,9-válce; 10 - tyč hydraulického válce; 11-pristosuvannya společník; 12místné vízum; 15-stojan.
Když se tyč hydraulického válce 13 pohybuje, akumulace 6 se pohybuje (po přímé tyči) a valí PS podél válečků 9 a 8 (po přímé šipce A) na otočný stůl lavice, kde se společník automaticky spustí na zamykací zařízení. V důsledku akumulace 6 vystupte ze zapouzdření z PS a stolu pracovního stolu (z jeho zajištění na novém společníkovi) a rychle se přesuňte do oblasti zpracování.
Obrobek upevním na společníka při opracování předního obrobku (pokud je stroj v pozici řezání) nebo za obrobek.
Po uříznutí obrobku se stolní stůl automaticky (plynulou rychlostí) přesune doprava k zařízení pro výměnu obrobku a usadí se do takové polohy, aby tvarová drážka PS dosedla pod nánosy 6. Hydraulický válec otočný stůl uvolní satelit, načež PS vstoupí do usazenin 6 a olej je umístěn na konci tyče hydraulického válce 13, tyč se posune do krajní pravé polohy a společník se přesune z obrobku na plošinu 7, kde se již nachází v PS s novým obrobkem. Pro výměnu satelitu v místech se plošina otáčí o 180° (u 15. kola) s ozubeným kolem 3 spojeným s hřebenem 4, který je poháněn hydraulickými válci 5 a 16.
Plošina 7 je přesně vyrovnána s točnou lavice pomocí stavěcích šroubů 2 a 7, zalisovaných do výstupku základní desky 1, pevně připevněné k základu.
Kontrolujte jídlo:
Jaké jsou různé CNC obráběcí nástroje, jako je soustružení, frézování, vrtání atd.
Řekněte nám o hlavních součástech víceválcového soustruhu pro zpracování polotovarů dílů karoserie.
Zpracování na CNC stolech



