Agregatli ishlov berish dastgohlari bir vaqtning o'zida bir ishlov berish mashinasida qismlarga turli xil ishlov berishni amalga oshirishga imkon beradi, bu esa qismlarga mexanik ishlov berishning murakkabligini sezilarli darajada kamaytiradi.
Yuqori maqsadlarda ishlatiladigan maxsus ishlov berish mashinalari uchun mahsulot turini o'zgartirganda boshqa robotlarni almashtirish muhimdir. Ushbu kamchilikni bartaraf etish uchun har xil normallashtirilgan kattalashtirilgan birliklar-agregatlar to'plamidan qurilgan agregat ishchi stollari yaratila boshlandi.
XX asrda Qismlarni (murvatlar, pinlar, yong'oqlar, yuvish mashinalari va boshqalar) ishlab chiqarish jarayonida ommaviy ishlab chiqarish ko'paya boshladi. Bunday qismlarni ishlab chiqarish uchun matn terish mashinasi - avtomatik va avtomatik mashinalar yaratildi. Keyin kech shaklli, shaklli kesilgan va ko'p shpindelli avtomatlar paydo bo'ldi. Ommaviy ishlab chiqarishda va ko'pincha seriyali ishlab chiqarishda muhim va katlanadigan robotlar uchun mos keladigan avtomatik torna mashinalarining mavjudligi katta o'sish kuzatilmoqda. Bunday mashinalarda ish qismlarini o'rnatish va mahkamlash, ishlov berish qismini ishga tushirish va tayyor mahsulot ishlab chiqarish avtomatlashtirilmaydi.
70-yillardan 19-asrgacha. Ushbu turdagi mashinalarning barchasi kuchli differentsiatsiya va ixtisoslashuv tufayli rivojlanadi. Universal tokarlik stanogi asosida gorizontal tokarlik, frontal tokarlik, aylanma stanoklar yaratiladi.
Boshqa yirik o'zgarishlarda ko'plab ma'lumotlar paydo bo'ldi. Zamonaviy davrda metallarni kesish usullarini ishlab chiqish katta o'rin tutadi. Kesish asboblari va dastgohlarning kesish qismlari o'rtasida katta farq bor. Ular paydo bo'ldi bu sizning ismingiz ip kesgichlar, shaklli kesgichlar, turli tishli asboblar, plitalar va boshqalar.
Mexanik kaliper burilishni kesib tashladi. Kaliper avtomatlashtirilgan edi. Vinikli shuningdek avtomatik va avtomatik.
Matn terish tayyorlangan materialning o'zi o'zgargan. Ular g'alaba qozona boshladilar va yuqori ball olishni boshladilar. Endi men kesish asbobidaman asbob po'lati turli navlar. Von qizil gartuvangacha qizib ketganligi sababli qattiqligini isrof qildi, keyin. 600 ° S gacha.
Mashinasozlikning ixtisoslashuvi yangi avtomatlashtirishni joriy etdi, Ko'p tomonlama funktsiyalardan foydalanish to'g'ridan-to'g'ri u bilan bog'liq operatsiyalarni soddalashtirishga olib keldi va shu bilan avtomatik jarayonlarni amalga oshirish uchun maqbul fikrni yaratdi.
Bugungi kunda yuqori mahsuldorlikka ega metallga ishlov berish dastgohlari keng ko'lamli printsiplarga asoslangan bo'lib, asboblarga boy va boy pozitsiyaga ega, ixtisoslashgan va ko'pincha an'anaviy qo'shiq operatsiyalari uchun ishlatiladi.
Birinchi avtomatik dastgoh liniyasi 1923-1924 yillarda Angliyada o'rnatildi. silindr bloklari va boshqa yirik qismlarga mexanik ishlov berish uchun. U 53 ta operatsiyani bajardi va yiliga 15 ta blokni bajardi, ularga 21 operator xizmat ko'rsatdi.
Radyanskiy ittifoqida birinchi marta 1939 yilda Volgograd traktor zavodida tırtıllı traktorlar uchun rolikli rulmanlarni qayta ishlash uchun ishlov berish liniyasi yaratilgan. U 5 ta modernizatsiya qilingan qo‘lda boshqaruvchi dastgohlar asosida qurilgan.
Ikkinchi yorug'lik urushi davrida, urush tugagandan so'ng, agregat ishchi dastgohlarining avtomatik ishchi liniyalari keng tarqala boshladi.
Ilm-fan va texnika taraqqiyoti avtomatik oqim liniyalaridan avtomatik ustaxonalarga, keyin avtomatik zavodlarga o'tish imkonini berdi.
1956 yilda tug'ilgan Birinchi gazni qayta ishlash zavodida silindrli va rulmanli podshipniklar ishlab chiqaradigan ikkita avtomatik liniyaga ega sex mavjud. Rulman poygalarini mexanik va termik qayta ishlash, nazorat qilish, yig'ish, korroziyaga qarshi ishlov berish, chiplarni qadoqlash va olib tashlashning barcha operatsiyalari to'liq avtomatlashtirilgan. Natijada naslchilik davri 4 – 5 barobar qisqardi, bir seleksionerning mahsuldorligi 2 barobar oshdi.
1949 yilda tug'ilgan SSSRda dunyoda birinchi bo'lib piston ishlab chiqarish bo'yicha avtomatik zavod qurildi, u smenada 9 ishchiga xizmat ko'rsatib, har bir birlik uchun 3500 porshen ishlab chiqaradi.
3.5.3 Mashinada Vykoristannaya elektr haydovchi
Elektr dvigateli nafaqat tejamkor, balki ixchamroq bo'lib chiqdi, u kamroq joy egalladi va ish vaqtida ishchining e'tiborini ancha kam tortdi. Biz xavfsiz bo'lamiz.
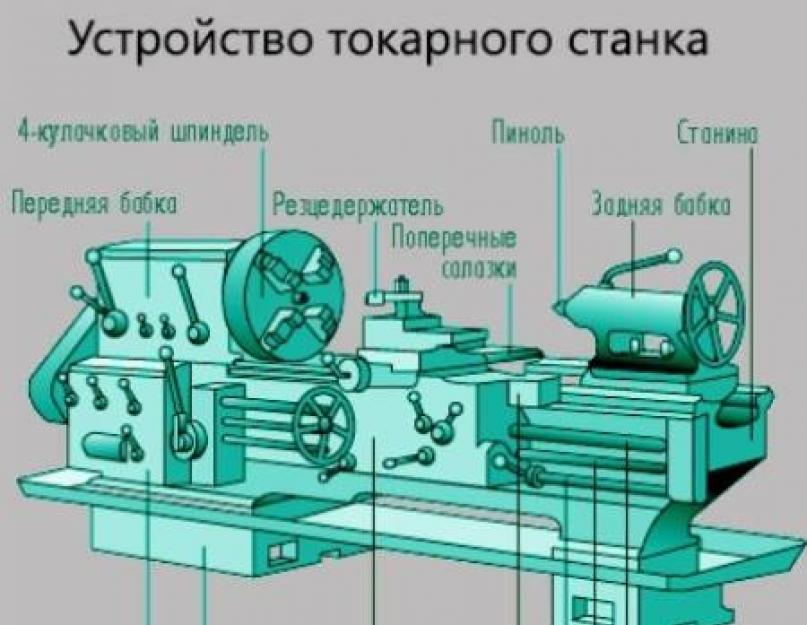
Metall stanoklar, umuman olganda, taxminan o'xshash sxemaga ega - yig'ilishlar namunasi. Ushbu maqolada biz asosiy birliklarni, ularning ishlash printsipi va ahamiyatini qayta ko'rib chiqamiz va tavsiflaymiz.
Asosiy universitetlar:
- yotoq;
- bosh ustun;
- mil;
- oziqlantirish mexanizmi;
- qo'llab-quvvatlash;
- fartuk;
- orqa ayol

Metall stanoklarni torna qilish bo'yicha video dars
Stanina
Skameykaning asosiy buzilmaydigan qismi - bu 2 ta vertikal qovurg'adan iborat ramka. Ularning o'rtasida statorning qattiqligi va ko'rinmasligini ta'minlaydigan bir qator ustunlar mavjud.

Mashina oyoqlarga o'raladi, shunda uning tarkibi mashinaning oxirigacha qoladi. Asosiy shkaflarning dizayni shundan iboratki, kerakli asboblarni ishlatish paytida hidning oldini olish mumkin.
Ramkaning yuqori ko'ndalang shpallari ular bo'ylab kaliperni va quyruqni siljitish uchun qo'llanma bo'lib xizmat qiladi. Xuddi shu tartib sxemalariga asoslanib, ba'zi dizaynlarda to'g'ridan-to'g'ri 2 turdagi qurilish mavjudligini ta'kidlash oson:
- kaliperni siljitish uchun prizmatik;
- yassi va to'g'ridan-to'g'ri dumning harakatlanishi uchun. Ba'zi hollarda u prizmatik turga almashtiriladi.
Bosh bosh
Old shlyapa ichiga qoliplangan qismlar ishlov berish jarayonida ishlov beriladigan qismni qo'llab-quvvatlash va o'rash uchun xizmat qiladi. Bu erda o'rash qismlarining suyuqligini tartibga soluvchi birliklar mavjud. Ularga aniq:
- mil;
- 2 ta podshipniklar;
- kasnaklar;
- suyuqliklar qutisi, bu o'rashning suyuqligini tartibga solish vositasi bo'lib xizmat qiladi.

Tokarlik stanogining asosiy qismi shpindeldir. O'ng tomondan, quyruqning orqa tomonida shafqatsiz, bo'linish mavjud. Bo'yalgan qismini olib tashlash uchun unga kartridjlar biriktirilgan. Shpindelning o'zi ikkita rulmanga o'rnatiladi. Skameykaga yotqizilgan ishning aniqligi shpindel yig'uvchi tegirmonda yotadi.

Hayvonlar qutisining ko'rinishi
Old shpalda o'zgaruvchan viteslar to'plami mavjud bo'lib, ular aylanish va momentni vites qutisining chiqish milidan turli qismlarni kesish uchun besleme qutisi miliga o'tkazish uchun ishlatiladi. Yaxshilangan kaliper ta'minoti turli tishli g'ildiraklarni tanlash va qayta joylashtirish orqali erishiladi.
Optimum stanogining o'zgaruvchan tishli gitara Radyanskiy metall stanogining gitara
Monolit mil bilan metall torna sozlamalarini haddan tashqari oshirib yuborish mumkin emas. Bo'sh modellar har kuni tiklanadi, lekin ular oldida paydo bo'lgan kuchlarni unutmaydi. Shpindel tanasi egilmasdan shishalanishi kerak:
- ajoyib mashina bilan tafsilotlar;
- kamarning kuchlanishi cheklanadi;
- kesish hujumi.
Ayniqsa, ular rulmanlar o'rnatilgan bo'yinbog'larga qadar ko'rinadi. Ularning silliqlashi to'g'ri va toza, sirt pürüzlülüğü Ra = 0,8 dan oshmaydi.

Old qismida teshik konussimon shaklga ega.
Rulmanlar, shpindel va barcha ishlar bitta mexanizmni yaratish uchun mas'ul bo'lib, u shpindeldagi teshik noto'g'ri ishlov berilsa yoki jurnallar to'g'ri erga ulanmagan bo'lsa, chiqishi mumkin bo'lgan o'ralgan bitlarni yaratish qobiliyatiga ega emas. Skameykaning bo'shashgan qismlari orasidagi o'yinning mavjudligi ishlov beriladigan qismni qayta ishlashda noaniqlikka olib keladi.
Milning barqarorligi rulmanlar va kuchlanishni sozlash mexanizmi bilan ta'minlanadi. To'g'ri rulmangacha, u ishlov berilgan, shaklli bo'yin, bronza vtulka orqasida mahkamlanadi. Rozetka bosh korpusidagi rozetkaga yaqin joylashgan. Vulkada bitta teshik va bir nechta kesiklar mavjud. Vulka tishli uchlariga vintlardek o'rnatilgan yong'oqlar bilan bosh ustunning rozetkasiga mahkamlanadi. Bo'lingan rulmanning kuchlanishini sozlash uchun rulmanni mahkamlash gaykalari vidalanadi.
Suyuqlikni almashtirish uchun qadoqlash suyuqlik qutisi bilan tasdiqlangan. O'ng tishli uzatma shkivga, o'ng tishli uzatma shpindelga o'rnatiladi. Shpindelning orqasida yana 2 tishli g'ildirakni o'rab turuvchi vtulkali rolik bor. Bo'yin orqali qavslarga o'rnatilgan rolik o'rash harakatini uzatadi. Viteslarning turli o'lchamlari o'rashning suyuqligini o'zgartirishga imkon beradi.
Burilish dastgohining ko'p sonli ishchi suyuqliklarini ikki marta tanlash. Turli xil tanlovlar yordamida metall tornadan foydalanish asosiylar orasidagi o'rtacha tezlikni tanlash imkonini beradi. Buning uchun kamarni bir vitesdan zinapoyaga o'tkazish yoki skameykaning konstruktsiyasiga to'g'ri mos ravishda tekis joyga o'rnatish kifoya.
Shpindel elektr motoridan o'rashni bilaguzuk haydovchi va vites qutisi orqali olib tashlaydi.
Oziqlantirish mexanizmi
Besleme mexanizmi kerakli aylanish yo'nalishini qo'llab-quvvatlashga xabar beradi. U to'g'ridan-to'g'ri bit bilan o'rnatiladi. Bitning o'zi boshcha tanasi yaqinida joylashgan. Uning boshqaruvi tashqi tutqichlarning ko'rinishi bilan ko'rsatiladi. Bundan tashqari, turli xil tishlar yoki oziqlantiruvchi qutilarning qo'shimcha o'zgaruvchan viteslari yordamida kaliper qo'lining amplitudasini to'g'ridan-to'g'ri o'zgartirishingiz mumkin.
Avtomatik beslemeli mashinalarning tartibi vint va rulonga ega. Amaliyot davomida ishlaydigan vint yuqori aniqlik bilan aylantiriladi. Boshqa turlarda rolik mavjud bo'lib, bu vintni katlama elementlarini burish uchun ideal holatda qo'shimcha saqlashga imkon beradi.
Qo'llab-quvvatlashning yuqori qismi turli qismlarni qayta ishlash uchun zarur bo'lgan kesish asboblari va boshqa burilish asboblarini mahkamlash uchun joy. Qo'llab-quvvatlashning bo'shashganligi sababli, to'sar ishlov beriladigan qismni qayta ishlash uchun zarur bo'lgan yo'nalishda, tayanch kesgich bilan harakatlanadigan joydan silliq harakat qiladi va ishning boshiga tarqaladi.

Boshqa qismlarni qayta ishlashda dastgohning gorizontal chizig'i bo'ylab qo'llab-quvvatlash yo'lini ishlov beriladigan ish qismining ortiqcha qismidan qochish kerak. Bu talab kaliperning verstatning markaziy nuqtasiga 4 to'g'ri chiziqda harakat qilish qobiliyatini anglatadi.
Mexanizmning keyingi qo'llari chanada - gorizontal tekis ramkada boshqariladi. Transvers kesish ozuqasi gorizontal ravishda uzatiladigan tayanchning boshqa qismidan ta'sirlanadi.
Transvers (pastki) chana kaliperning aylanadigan qismi uchun asos bo'lib xizmat qiladi. Kaliperning qo'shimcha aylanadigan qismidan foydalanib, ishlov beriladigan qism ehtiyotkorlik bilan dastgohning aproniga o'zgartiriladi.

Fartux
Apron, xuddi kallak kabi, uning tanasiga g'ildirak uzatuvchi mexanizmlarning harakatlanishi uchun zarur bo'lgan bo'g'inlar bilan biriktirilgan bo'lib, ular tayanchni tishli tokcha va ishlaydigan vint bilan bog'laydi. Apron mexanizmlari uchun boshqaruv tutqichlari korpusga o'rnatilgan bo'lib, kaliperning harakatini sozlashni osonlashtiradi.
Taglik nozik bo'lib, qismni shpindelga mahkamlash uchun korroziyaga duchor bo'lishi kerak. U 2 qismga o'ralgan: pastki - asosiy plastinka va shpindelni ushlab turadigan yuqori.

Yuqori qismi yiqilib, pastki qismi skameykaning gorizontal o'qiga perpendikulyar tushadi. Bu konusga o'xshash qismlarni burishda kerak. Bosh devoridan mil o'tadi va siz uni skameykaning orqa panelida burishingiz mumkin. Boshni ramkaga mahkamlash birlamchi murvatlar yordamida amalga oshiriladi.

Shaxsiy burilish asbobi, qurilma va dizayni uning dizayniga qarab juda batafsil farq qilishi mumkin, ammo kichik va o'rta o'lchamli mashinalarda bu variant keng tarqalgan bo'lib qoladi. Muhim yirik stanoklarning joylashuvi va diagrammalari ularning maqsadiga ko'ra farqlanadi, ular yuqori darajada ixtisoslashgan.
Ko'p yillar davomida perfokartalar axborotni saqlash va qayta ishlashning asosiy vositasi bo'lgan. Bizning fikrimizcha, perfokarta butun xonani egallagan kompyuter va ilm-fanni yorib o'tgan qahramon Radian olimlari bilan mustahkam bog'langan. Perfokartalar - floppi, disklar, qattiq disklar, flesh-xotiralarning otalari. Ammo hidlar birinchi kompyuterlarning paydo bo'lishi bilan emas, balki ancha oldin, 19-asrning boshlarida paydo bo'lgan.
Verstat Falcon Jean-Baptiste Falcon o'z mashinasini Basil Bouchon tomonidan ishlab chiqilgan birinchi o'xshash verstat asosida yaratdi. U birinchi bo'lib lansetlarga bog'langan karton perfokartalar tizimini tanidi.
Oleksandr Petrov
1805-yilning 12-choragida imperator Napoleon Bonapart va uning qoʻshini Lionni tark etdi. 16-18-asrlarda mintaqadagi eng yirik toʻqimachilik markazi inqilobdan aziyat chekib, ayanchli vaziyatga tushib qolgan. Manufakturalarning aksariyati bankrot bo'ldi, ishlab chiqarish to'xtab qoldi va xalqaro bozor ingliz to'qimachilik mahsulotlariga tobora ko'proq qiziqib qoldi. Lion merlarini qo'llab-quvvatlash uchun 1804 yilda Napoleon bu erda matoga katta miqdorda pul qo'ydi va taqdiri bilan, ayniqsa, bu erga etib keldi. Tashrif davomida imperator sharob ishlab chiqaruvchi Jozef Jakkardning ustasini olib keldi, u erda imperatorga ajoyib mashina ko'rsatildi. Asl to'quv dastgohining tepasiga o'rnatilgan titroqning asosiy qismi bo'shashgan jun plitalardan yasalgan uzun tikuvdan yasalgan va dastgohdan milga vidalangan holda, kashta tikilgan tikuvli mato tortilgan. Buning ostida hech qanday usta kerak emas: mashina o'z-o'zidan ishladi va ular imperatorga tushuntirganidek, unga faqat usta xizmat ko'rsatishi mumkin edi.
 1728. Verstat Falcon. Jan-Batist Falkon o'z mashinasini Basil Bouchon tomonidan ishlab chiqilgan birinchi bunday mashina asosida yaratdi. U birinchi bo'lib lansetlarga bog'langan karton perfokartalar tizimini tanidi.
1728. Verstat Falcon. Jan-Batist Falkon o'z mashinasini Basil Bouchon tomonidan ishlab chiqilgan birinchi bunday mashina asosida yaratdi. U birinchi bo'lib lansetlarga bog'langan karton perfokartalar tizimini tanidi.
Napoleon mashina bilan taqdirlandi. Bir necha kun o'tgach, Jakkard to'quv mashinasi uchun Jakkard patentini katta poytaxtga topshirishni buyurdi, vino ishlab chiqaruvchining o'ziga 3000 frank miqdorida chiroyli pensiya va kichik 50 frank olish huquqini oldi. Uning mashinasi to'xtab qolgan Frantsiya. Biroq, bu tiklanish natijasida juda katta mablag' to'plandi - 1812 yilga kelib, yangi korxonalarda 18000 ta to'quv verstatlari, 1825 yilga kelib esa 30 000 ta.
Ko'p kunlar farovonlikda yashagan vino ishlab chiqaruvchisi 1834 yilda vafot etdi va olti yil o'tgach, Lion shaharlari uning magisteriumi joylashgan joyda Jakkardga haykal o'rnatdilar. Jakkardning (yoki eski transkripsiyada "Jacquard") mashinasi sanoat inqilobining poydevoridagi muhim nuqta edi, hatto bug 'qozonidan ham kamroq ahamiyatga ega edi. Ammo bu hikoyada hamma narsa oddiy va ma'yus emas. Misol uchun, har doim Jakkardning yodgorligi bo'lgan "ayollar" Sherlari uning birinchi tugallanmagan bosqichini yo'q qildi va bir necha marta uning hayoti uchun rejalar tuzdi. O'sha mashina, agar ular rostini aytsa, Vinayshovning aybi yo'q.
 1900. To‘quv ustaxonasi. Ushbu rasm bundan yuz yil oldin Darvell shahridagi (Shadow Ayrshire, Shotlandiya) to'quv fabrikasining fabrikasida qilingan. Ko'pgina to'quv sexlari zavod egalari modernizatsiya qilish uchun pulni isrof qilgani uchun emas, balki bu jinslarning jakkard sxemalari, avvalgidek, eng universal va qulay xususiyatlaridan mahrum bo'lganligi uchun shunday ko'rinadi.
1900. To‘quv ustaxonasi. Ushbu rasm bundan yuz yil oldin Darvell shahridagi (Shadow Ayrshire, Shotlandiya) to'quv fabrikasining fabrikasida qilingan. Ko'pgina to'quv sexlari zavod egalari modernizatsiya qilish uchun pulni isrof qilgani uchun emas, balki bu jinslarning jakkard sxemalari, avvalgidek, eng universal va qulay xususiyatlaridan mahrum bo'lganligi uchun shunday ko'rinadi.
Mashina qanday ishlagan
Inqilobiy yangilikni tushunish uchun vino ishlab chiqaruvchisi birinchi navbatda to'quv dastgohi tamoyilini joriy etishi kerak. Matoga qarasangiz, u bir-biriga mahkam bog'langan keyingi va ko'ndalang iplardan iborat ekanligini ko'rishingiz mumkin. Ishlab chiqarish jarayonida skameykaning chekkasi bo'ylab keyingi iplar (burma) tortiladi; ularning yarmi bittasi orqali ramka-hellipga, ikkinchi yarmi esa bir xil ramkaga biriktirilgan. Bu ikki rom yuqoriga va pastga qarab birma-bir harakatlanib, burma iplarini yoyadi va oxir-oqibat, o'rnatilgach, chokchi ko'ndalang ipni (sakrash) tortib, oldinga va orqaga siljiydi. Natijada bir-biri bilan bog'langan iplar bilan eng oddiy mato. Ikkitadan ortiq ramkalar bo'lishi mumkin va ular katlanmış ketma-ketlikda parchalanishi mumkin, iplarni guruhlarga ko'taradi yoki tushiradi, bu esa mato yuzasida ajin hosil qiladi. Biroq, ramkalar soni hali ham kichik, kamdan-kam hollarda 32 dan ortiq bo'lsa, muntazam ravishda takrorlanadigan muammodan xalos bo'lish oson.
Jakkardli choyshabda ramkalar yo'q. Teri ipni boshqa iplar bo'ylab bug'langan ipning yordami orqasida, halqa bilan harakatlantirish mumkin. Shuning uchun, tuvalda siz rasm yaratish uchun har qanday darajadagi katlanabilen ipni to'qishingiz mumkin. Iplarni siljitish ketma-ketligi perfokartalarning uzun halqali chizig'i orqali aniqlanadi, har bir karta ustaning bitta o'tishiga to'g'ri keladi. Karta soyali zondlar soniga nisbatan bosiladi, ularning ba'zilari teshikka kiradi va buzilmaydi, boshqalari kartani pastga tushiradi. Naychalar iplar bilan bog'langan, ular iplar iplari bilan bog'langan.

Matoning katlama visori jakkardga to'qilgan, ammo buni faqat eng yaxshi ustalar qila olishgan va ish pishirilgan. Ishchi-twitcher verstatning o'rtasiga chiqdi va ustaning buyrug'ini bajarib, soni yuzlab sonli o'ralgan iplarning chetlarini qo'lda ko'tarib tushirdi. Jarayon ancha murakkab bo'lib, asta-sekin o'sib borayotgan hurmatni talab qiladi va do'stona kelishuvlar muqarrar ravishda behuda ketardi. Bundan tashqari, dastgohni bir buklanadigan varaqdan boshqa robotga qayta jihozlash ko'p kunlarni talab qildi. Verstat Jakkard, qo'rqoqlik bilan robot bilan ishlaydi, rahm-shafqatsiz va o'zi. Endi bitta buklanadigan o'ng qo'l perfokartalarni to'ldirish uchun ishlatilgan. Bitta to'plamni ishlab chiqarishga ko'p pul sarflangan, keyin esa ishlab chiqarilgandan so'ng, kartalar qayta-qayta takrorlanishi mumkin edi.
Poperedniki
Yuqorida aytib o'tilganidek, "oqilona bosqichni" Jakkar emas, balki o'zidan oldingilarning natijalarini ko'proq o'rganmasdan ko'rgan. 1725 yilda, Jozef Jakkard tug'ilishidan chorak asr oldin, Lion to'quvchisi Basil Bouchon tomonidan birinchi bunday qurilma yaratilgan. Bouchonning verstati teshilgan qog'ozli tikuv bilan qoplangan bo'lib, amaldorning teri o'tish joyiga bir qator teshiklarni berdi. Biroq, bir nechta teshiklar bor edi, shuning uchun qurilmalar faqat oz sonli yumaloq iplarning o'rnini o'zgartirdi.

To'quv dastgohini mukammal qilish uchun ishlagan etakchi vino ishlab chiqaruvchisi Jan-Batist Falkon nomini oldi. Tikuvni nayzada beliga bog'langan kichik karton varaqlar bilan almashtirish orqali; teri ustida, teshiklar bir qator qatorlarga kengaytirilgan va ko'p sonli iplar bilan o'ralgan bo'lishi mumkin edi. Falconning versiyasi birinchi navbatda muvaffaqiyatli bo'ldi va o'zining keng tarqalishini yo'qotmasdan, usta butun umri davomida 40 ga yaqin nusxani sotishga muvaffaq bo'ldi.
To'quv fabrikasini to'g'ri joyga olib kelishni o'z zimmasiga olgan uchinchi shaxs 1741 yilda to'qimachilik fabrikalarining inspektori etib tayinlangan vino ishlab chiqaruvchisi Jak de Vokanson edi. Vokanson o'z mashinasida juda ko'p toshlar bilan ishladi, lekin muvaffaqiyatga erisha olmadi: qurilma juda murakkab va qimmat edi, avvalgidek, nisbatan kam sonli iplar bilan keruvatsiya qilish mumkin edi va ko'rinmas tikuvli mato ishlamadi. vartosti obladnannya to'lash.
 1841. Carkill to'quv fabrikasi. Kichkintoylarning to'quvi (1844 yilda yaratilgan) 1841 yil 24 sentyabrda sodir bo'lgan sahnani tasvirlaydi. Ustaning hukmdori janob Karquil gertsog d'Oumalega 1839 yilda xuddi shu tarzda to'qilgan Jozef Mari Jakkardning portreti tushirilgan tuvalni beradi. Ishning nozikligi aql bovar qilmaydigan: tafsilotlar yaxshi, o'ymalarda tafsilotlar pastroq.
1841. Carkill to'quv fabrikasi. Kichkintoylarning to'quvi (1844 yilda yaratilgan) 1841 yil 24 sentyabrda sodir bo'lgan sahnani tasvirlaydi. Ustaning hukmdori janob Karquil gertsog d'Oumalega 1839 yilda xuddi shu tarzda to'qilgan Jozef Mari Jakkardning portreti tushirilgan tuvalni beradi. Ishning nozikligi aql bovar qilmaydigan: tafsilotlar yaxshi, o'ymalarda tafsilotlar pastroq.
Jozef Jakkardning muvaffaqiyatlari va muvaffaqiyatsizliklari
Jozef Mari Jakkard 1752 yilda Lion chekkasida tikuv bilan ishlagan Kanutes avlodlari oilasida tug'ilgan. Hunarning barcha nozik tomonlarini o'rganib, dadamga ustaxonada yordam berib, otam vafotidan keyin o'ng tomonga yiqilib, darhol to'qishni boshladi. Jozef o'zining anonim kasbini o'zgartirishga ilhomlantirdi, Borg uchun sinovdan o'tdi, do'st bo'ldi va Lion soliqqa tortilgandan so'ng, u o'zining oltitalik o'g'lini olib, inqilobiy armiyaning askariga aylandi. Bundan tashqari, janglardan birida vafot etgan Jakkard oilaviy rekordga qaytishga qaror qildi.

Lionga o'girilib, to'quv fabrikasini ochish. Biroq, biznes unchalik muvaffaqiyatli bo'lmadi va Jakkard sharob bilan to'lib-toshgan. Agar siz Bouchon va Falcon ijodini mukammal ta'mirlovchi mashina yaratmoqchi bo'lsangiz, bu oddiy va arzon bo'lardi va uning yordamida siz qo'lda to'qilgan matoni buzmaydigan tikuv matosidan foydalanishingiz mumkin. Uning qo'li ostidan chiqqan tuzilmalarning eng boshidan ham uzoqroq edi. Jakkardning iz kabi ishlay boshlagan birinchi dastgohi tikuvda ishlamadi, lekin ... baliq ovlash to'rlarida. Men gazetada o'qidimki, Angliya qirollik hamkorligi sirni targ'ib qilish bo'yicha bunday qurilmani ishlab chiqarish uchun tanlov e'lon qildi. Britaniya vinolarini hech qachon olib qo'ymagan holda, ular o'zlarining avlodlari bilan Frantsiya bilan bog'lanishdi va keyin Parijga sanoat ko'rgazmasini taklif qilishdi. Sebula - bu narx belgisi. Avvalo, ular Jakkardga hurmat ko'rsatishdi: kerakli aloqalarni olish va keyingi izlanishlar uchun tiyin olish, boshqa yo'l bilan Jak de Vokansonning to'quv kursisi joylashgan Sirlar va hunarmandchilik muzeyini ochish. Jakkard uning ustida ishladi va uning haqiqatida barcha tafsilotlar joyiga tusha boshladi: biz uning mashinasi qanday ishlov berishini tushunamiz.
Jakkard o'zining tortinchoqligi bilan parijlik akademiklardan kam bo'lmagan hurmatga sazovor bo'ldi. Lion to'quvchilari yangi sharob tahdidi tufayli katta boylik orttirishdi. 19-asr boshlarida aholi soni 100 000 kishi boʻlgan Lionda toʻqimachilik sanoatida 30 000 dan ortiq odam ishlagan, shuning uchun bu yerning uchinchi aholisi yo usta, yo ishchi yoki usta boʻlgan. To'qimachilik mahsulotlarini tayyorlash jarayonini soddalashtirishga urinish juda ko'p robotlarni tejashga yordam beradi.
Jakkardning ishlov berish mashinasining aniqligi aql bovar qilmaydi

Biz ko'rib turganimiz "Dyuk d'Oumelning janob Karkilning to'quv fabrikasiga tashrifi" kartinasi - bu tasavvur qilgandek gravyura emas, balki jakkard mashinasi bilan jihozlangan skameykada to'quv chizilgan. Tuvalning o'lchami 109 x 87 sm, Vikonav, Vlasna, usta Mishel-Mari Karquilla tomonidan "Didier, Petit and Si" kompaniyasi uchun tayyorlangan. Mis en carte jarayoni - yoki perfokartalarda tasvirlarni dasturlash - ko'p oylar davom etdi, bundan tashqari, unga oz sonli odamlar jalb qilindi va tuvalni tayyorlashning o'zi 8 yil davom etdi. 24 000 ta (har bir teriga 1000 dan ortiq juft markazli) perfokartalar qatori ikki mil masofani tashkil etdi. Rasm dunyoning turli muzeylarida saqlanadigan o'xshash turdagi rasmlar sonini hisobga olgan holda faqat maxsus ko'rsatmalar bilan yaratilgan. Kembrij universitetining matematika fakulteti dekani Charlz Bebbij tomonidan Jakkarning portreti bu usulning bir misolidir. Gapirishdan oldin, gertsog d'Oumale, tuvaldagi tasvirlar Frantsiyaning qolgan qiroli Lui-Filipp I ning yosh o'g'lidan boshqa narsa emas.
Jakkard ustasiga bitta mo''jizaviy yara natijasida ular kelib, u erda bo'lganlarning hammasini yo'q qilishdi. Aybdorning o'zi esa, o'z qilmishidan voz kechib, marhum otasining qo'l ostidagi hunarmandchilikka kirishgani uchun qattiq jazolandi. Ustozdagi akalarining iltimoslariga qaramay, Jakkard o'z aql-zakovatidan voz kechmasdan, endi qattiq ishlashga majbur bo'ldi va mashina 1804 yilgacha tugallandi. Jakkard patent va medalni bekor qilib, mustaqil ravishda "oqilona" universal savdo qilishdan ehtiyot bo'ldi va savdogar Gabriel Detilning zavqidan ehtiyot bo'lib, imperatordan vinolarni Lion shahrining buyuk hukumatiga topshirishni so'radi. Imperator badjahlni qoniqtirdi va vino ishlab chiqaruvchini mukofotladi. Tugallangan hikoya sizning oldingizda.
Perfokartalar davri
Jakkard mashinasining printsipi - bu mashina ishining izchilligini o'zgartirish, yangi kartalarni joriy qilish - inqilobiy bo'lish. Endi biz buni dasturlash deb ataymiz. Jakkard mashinasi uchun harakatning qo'polligi ikki xil ketma-ketlikda o'rnatildi: ochilish yo'q - ochilish yo'q.
 1824. Reznysna mashinasi. Charlz Bebbij tomonidan Analitik Dvigatel mavjudligining birinchi dalili unchalik uzoq emas edi. Miller va viteslar to'plamidan iborat bo'lgan katta hajmli mexanik qurilmani aniq bajarish kerak edi, lekin oddiy parvarishlash va yuqori malakali operatorni talab qildi.
1824. Reznysna mashinasi. Charlz Bebbij tomonidan Analitik Dvigatel mavjudligining birinchi dalili unchalik uzoq emas edi. Miller va viteslar to'plamidan iborat bo'lgan katta hajmli mexanik qurilmani aniq bajarish kerak edi, lekin oddiy parvarishlash va yuqori malakali operatorni talab qildi.
Jakkard mashinasi kengayganidan ko'p o'tmay, turli xil qurilmalarda teshilgan kartalar (shuningdek, teshilgan choklar va disklar) tiqilib qola boshladi.
Chovnikovy Verstat
19-asrning boshlarida avtomatik to'quvning asosiy turi rasmiy to'quv mashinasi tomonidan o'rnatildi. Tikuv ishlarini bajarish oson bo‘ldi: o‘ram iplari vertikal ravishda cho‘zilgan, to‘pga o‘xshash chaven esa ular orasidan oldinga va orqaga uchib o‘tib, ko‘ndalang ipni egri chiziqdan tortib o‘tkazardi. Vaqti-vaqti bilan amaldor qo'llarini cho'zdi, 18-asrda bu jarayon avtomatlashtirilgan; amaldor bir tomondan “piyola qildi”, ikkinchisini tutdi, jahli chiqdi - va jarayon yana takrorlandi. Cho'zma to'kish uchun to'quv (bo'g'im iplari orasiga joylashgan) qo'shimcha qamish - to'quv taroq orqasida mahkamlanadi, bu iplarning bir qismini ikkinchisidan mustahkamlaydi va ularni ko'taradi.
Ale, ehtimol, bunday chiqishlardan eng tanish - to'quvchi skameykasidan Charlz Bebbijning "Analitik dvigateli" kompyuteriga bo'lgan yo'l. 1834-yilda Jakkarning perfokartalar haqidagi bilimlarini rivojlantirgan matematik Bebbij keng ko‘lamli matematik topshiriqlarni bajarish uchun avtomatik qurilma ustida ishlay boshladi. Yaqinda biz yaqinda "kesuvchi mashina" mavjudligiga guvoh bo'ldik, tishli qutilar bilan to'ldirilgan 14 tonnalik katta yirtqich hayvon; Raqamli ma'lumotlarni qo'shimcha uzatmalar yordamida qayta ishlash printsipi Paskal soatidan ishlab chiqilgan va endi ularning o'rniga perfokartalar keldi.
 1890. Xolleritga tabulator. 1890 yilgi Butun Amerika aholini ro'yxatga olish natijalarini to'plash uchun Herman Hollerithning tabulator mashinasi ishlatilgan. Ma'lum bo'lishicha, mashinaning qo'yilgan vazifa chegarasidan ancha uzoqqa borish qobiliyati.
1890. Xolleritga tabulator. 1890 yilgi Butun Amerika aholini ro'yxatga olish natijalarini to'plash uchun Herman Hollerithning tabulator mashinasi ishlatilgan. Ma'lum bo'lishicha, mashinaning qo'yilgan vazifa chegarasidan ancha uzoqqa borish qobiliyati.
Analitik dvigatelda oddiy kompyuterda bo'lgan hamma narsa mavjud: matematik operatsiyalarni qayta ishlash uchun protsessor ("mlin"), xotira ("ombor"), bu erda operatsiyalarning o'zgaruvchan va oraliq natijalarining qiymatlari saqlanadi, markaziy Qurilmaning yadrosi, xuddi shunday Kirish/chiqish funksiyasini tanlash. Analitik dvigatelda ikki turdagi perfokartalar ishlatilgan: katta format, raqamlarni saqlash uchun va kichikroq dasturlar. Bebbij 17 yil davomida o'z chiqish ustida ishladi, lekin hali ham uni tugata olmadi - u tiyinlarni behuda sarfladi. Bebbijning "Analitik dvigateli" ning ushbu modeli 1906 yilga borib taqaladi, u kompyuterlar va tabulatorlar deb ataladigan qurilmalarning yetakchi salafiga aylangan.

Tabulyator - matnli va raqamli katta hajmdagi statistik ma'lumotlarni qayta ishlash uchun mo'ljallangan mashina; Ma'lumotlar qo'shimcha katta miqdordagi perfokartalar yordamida tabulatorga kiritildi. Birinchi tabulatorlar demontaj qilingan va Amerika aholini ro'yxatga olish idorasi ehtiyojlari uchun yaratilgan, ammo ular turli vazifalarni bajarish uchun ham ishlatilgan. Boshidanoq bu sohadagi yetakchilardan biri 1890-yilda birinchi elektron jadval mashinasini ishlab chiqqan va ishlab chiqargan Herman Xollerit kompaniyasi edi. 1924 yilda Xollerit kompaniyasi IBM deb o'zgartirildi.
Birinchi EOMlar tabulatorlarni almashtirganda, bu erda perfokartalardan foydalangan holda nazorat qilish printsipi saqlanib qoldi. Qo'shimcha kartalar va pastki raqamli almashtirish kalitlari yordamida ma'lumotlar va dasturlarni mashinaga olish ancha oson edi. Keyinchalik, perfokartalar vikorist va donina hisoblanadi. Shu tarzda, taxminan 200 yil oldin, odamlar "oqilona" mashinalarga oqib kelganligi sababli, ular perfokartalarini yo'qotdilar.
"Ommaviy mexanika" jurnalida "To'quv Verstat, kompyuterlarning pradidi" maqolasi chop etilgan (
O'n sakkizinchi va o'n to'qqizinchi asrlar o'tmishda misli ko'rilmagan texnologik taraqqiyot bilan ajralib turdi. Yarim asr davomida bir qancha tez harakatlanuvchi shoxobchalar yaratildi, dvigatellarning yangi turlari yaratildi, aloqa va transportning yangi usullari o‘zlashtirildi, yuqori innovatsion mashina va mashinalar ixtiro qilindi. Ko'pgina galusalarda qo'lda terish ko'pincha mashina ishi bilan qoplanadi. Suyuqlik, ishlov berish samaradorligi va ish unumdorligi o'nlab marta oshdi. Apologet Yevropa mamlakatlarida minglab yirik sanoat korxonalari paydo bo'ldi, yangi sinflar - burjuaziya va proletariat paydo bo'ldi.

Qo'lda yigiruv mashinasi
Tijorat taqdimoti eng katta ijtimoiy halokat bilan birga bo'ldi. Urush orqali Yevropa, butun dunyo 19-asr oxirigacha kutilmaganda oʻzgardi; Odamlarning hayoti 18-asr boshidagi hayotga umuman o'xshamas edi. Ehtimol, bu tarixda birinchi marta texnologik inqilob inson hayotining barcha jabhalarida bunchalik aniq va dramatik tarzda namoyon bo'ldi.
Bu to'quv sanoatida keng tarqalgan birinchi dastgoh - yigiruv avtomatik stanogining yaratilishidan boshlab to'qishning bu buyuk mashina inqilobining boshlanishi. Aytish mumkinki, yigiruv mashinasi barcha zamonaviy mashina va mexanizmlarning prototipi bo'lib, uning ahamiyati to'qimachilik va yigiruv sanoatining tor doirasidan ancha uzoqroqqa chiqdi. Ba'zi odamlar uchun ularning tashqi ko'rinishi hozirgi dunyo odamlarini ramziy qildi.

Barokko uslubidagi g'ilof
Yigiruv yuqorida tavsiflangan shaklda - qo'l shpindel va ip yordamida - ming yillar davom etgan va murakkab va mashaqqatli ishlar uchun bu vaqtdan mahrum bo'lgan. Ipni bir qavatli yigirish, burish va oʻrash jarayonida yigirish fabrikasining qoʻli juda charchagan, ish unumdorligi past boʻlgan. Shuning uchun yigiruvning sezilarli rivojlanishi Qadimgi Rimda paydo bo'lgan qo'lda yigiruvning natijasi bo'ldi.
Ushbu oddiy qurilmada g'ildirak a, o'ralgan holda, kichikroq o'lchamdagi g'ildirakka olib keldi d, qo'shimcha uzilmagan shnurga o'ralgan bo'lib, unga mil b o'rnatilgan. Qo'l tolasini yigiruv jarayoni old tomondan amalga oshirildi: o'ng qo'l boshqa tutqichning orqasida katta g'ildirakni o'rab oldi, o'sha paytda chap qo'l ipni tolalar to'plamidan tortib, ipni yoki ipga yo'naltirdi. shpindel (keyin u o'ralgan va o'ralgan) yoki to'g'ridan-to'g'ri tovon ostida ( Keyin, o'z-o'zidan, tayyor bo'lib, u milga o'raladi).

Qo'l bog'langan
Yigiruv tarixidagi navbatdagi buyuk rivojlanish o'z-o'zidan yigiruvning paydo bo'lishi (taxminan 1530 yil) bo'lib, uning kelib chiqishi Brunsviklik tosh usta Yurgens ekanligi aytiladi. Bu soch tolasi oyoqlari bilan qaltirab, xizmatkorning qo'llarini og'riyotgandek bo'ldi.
O'z-o'zidan yigiruv mashinasida ishlar tartibli bajarildi. Shpindel 1 flyer 2 ga mahkam bog'langan va pastki katta g'ildirakdan tutqichni ko'targan 4. Qolganlari milga mahkam o'rnatilgan blokga ulangan. Bobin 3, uning bir uchida kichikroq diametrli blok mustahkamlangan, milga mahkam o'rnatiladi. Ikkita blok bir xil g'ildirak 4 dan tutqichni tortib oldi, lekin katta blokga ulangan mil va flyer kattaroq, pastki qismi esa kichikroq blokga ulangan. Bobin tezroq o'ralishi natijasida unga ip o'raladi va o'ralgan ipning tezligi shpindel va g'altakning suyuqligidagi farqga teng bo'ldi. Spinner spinnerdan tolalarni qo'li bilan tortib oldi va ularni tez-tez barmoqlari bilan aylantirdi. Ip, flyerga kirishdan oldin, milning o'qi bo'ylab tushib ketdi. U o‘ralganida aylanib, shpindel bilan aynan bir xil miqdordagi o‘ram ishlab chiqardi. 2-flayerdan o'tib, ip to'g'ridan-to'g'ri o'zgarib, mil o'qiga to'g'ridan-to'g'ri kesim ostidagi g'altakga o'tdi. Shu tarzda, to'g'ri chiziq bilan o'z-o'zidan yigiruv mashinasi ipni bir vaqtning o'zida burish, burish va o'rash imkonini berdi.

Yurgens yigiruv g'ildiragi, 1530 RUR

Leonardo da Vinchi tomonidan uchta ip bilan o'z-o'zidan aylanish
Yigiruv jarayonida ikkita operatsiya allaqachon mexanizatsiyalashgan edi: ipni burish va uni g'altakga o'rash yoki tolalarni burilishdan tortib olish va ularni tez-tez qo'lda burish. Bu butun ishni to'liq bajardi. Taxminan 18-asrning birinchi uchdan birida Kayning to'quv dastgohi batafsil yaratilgan bo'lib, bu matoning suyuqligini sezilarli darajada oshirishga imkon berdi. Yangi dastgohda yigiruvchi ip qoziqlarini yigirishga qodir, oltita yigiruv mashinasi qurib bitkazilgan. Natijada yigiruv va to‘quv o‘rtasida nomutanosiblik yuzaga keldi. To‘quvchilar ip yetishmasligini tushuna boshladilar, chunki yigiruvchilar uni kerakli miqdorda tayyorlay olmadilar. Ip nafaqat qimmatlashdi, balki ko'pincha uni bir xil narxda olishning iloji bo'lmadi. Bozorlarda esa matolar ko‘proq sotilardi.
Mexaniklarning bir necha avlodlari ipni qanday takomillashtirish haqida o'ylashdi. 17-asr va 18-asrning birinchi yarmida uning samaradorligini oshirish uchun ikkita shpindelli o'z-o'zidan aylanadigan g'ildirakni ta'minlashga bir qancha urinishlar bo'ldi. Bunday ip ustida ishlash juda muhim bo'lsa-da, g'oyani kengaytirib bo'lmadi. Tolalarni yigirish jarayoni mexanizatsiyalashgan taqdirdagina ko‘p shpindellarda ip yigirish mumkin bo‘lishi aniq edi.
Bu qiyin vazifani ko'pincha 1735 yilda maxsus kuchlanish moslamasini ixtiro qilgan ingliz mexaniki Jon Uayt hal qildi. Marks iborasi bilan aytganda, mashinaning bu qismi sanoat inqilobining boshlanishini anglatardi. Uayt o'zining mo''jizaviy sharobiga bo'lgan huquqni 1738 yilda patent olgan tadbirkor Lyuis Polga sotdi. Pol va Uaytning mashinasida inson barmoqlari birinchi navbatda boshqa suyuqlikka o'ralgan bir juft "tortish" roliklari bilan almashtirildi. Bir rolik silliq sirtga ega, ikkinchisi esa gofrirovka qilingan sirt bilan qisqa yoki yirtilgan. Biroq, birinchi navbatda, dastgoh roliklariga kirishdan oldin, don tolalari oldingi ishlov berishdan o'tolmaydi - ularni bir-biriga parallel ravishda kiritish va tortib olish kerak. (Bu "rozchisuvannyam" bavovni yoki karduvannyam deb atalgan.)

Ip yigirish uchun Pol kartochka silindri, 1738 yil
Pol va Uayt bu jarayonni mexanizatsiyalashga harakat qilib, maxsus tarash mashinasini yaratdilar. Bu tamoyil kelajak uchun to'g'ri. Tsilindr butun sirt bo'ylab oluklar bilan o'ralgan, truba bilan o'ralgan, uning ichki tomonida tishlar bilan mahkamlangan. Fasolning tolalari silindr va oluk o'rtasidan o'tkazildi va shu tarzda taraldi.

Polning yigiruv mashinasi
Shundan so'ng, ingichka tikuvga o'xshab ko'rinadigan ip yigiruv mashinasiga oziqlantirildi va keyin ip tortuvchi valiklarda yigirildi, so'ngra rulonlarga o'ralgan shpindelga o'tdi va ip atrofida aylantirildi. Ushbu turdagi sochlar birinchi marta 1741 yilda Pavlus tomonidan yaratilgan. Tarixdagi birinchi narsa yigiruv mashinasi edi.
Pol va Uayt dastgohlarini mukammallashtirib, ipni bir qancha roliklardan o'tkaza boshladilar. Boy suyuqlik bilan aylanib, hidlar ularni ingichka ipga tortdi. Qolgan juft roliklar bilan ip milga o'tdi. 1742 yilda Uayt 50 ta shpindelda aylanadigan va ikkita eshak tomonidan itariladigan mashinani yaratdi. Keyinchalik ko'rsatilgandek, u ixtiro qilgan kuchlanish roliklari boshqa yangiliklarga qo'shilgan. Ammo biz haydashni boshlaganimizda, mashina kengaymadi. Bu hunarmand uchun qimmat va noqulay qurilma edi. Ip taqchilligi sezishda davom etdi va kelgusi taqdir. Bu muammo ko'pincha Hargreaves yigiruv mashinasi yaratilgandan keyin hal qilindi.
Har'rivs buv to'quvchi. Otryad uning uchun ipni tayyorlab qo'ygan va kun davomida shug'ullanishi kerak bo'lgan narsa unga etarli emas edi. Shunday qilib, robot yigiruv fabrikasini qanday tezlashtirishi haqida ko'p o'ylagach. Vipadok priishov sizga yordam bering. Xargrivsning qizi Jenni tasodifan ipni tashlab yuborgandek, g'ildirak aylanishda davom etdi va shpindel gorizontal holatda emas, balki vertikal holatda bo'lsa ham, ipni aylanishda davom etdi. Hargreaves juda ehtiyotkor edi va 1764 yilda juda vertikal shpindelli va bitta g'ildirakli mashinani kashf etdi. U mashinaga qizining sharafiga "Jenni" deb nom berdi. Von o'z ijodkoriga na tiyin, na baxt keltirdi. Biroq, Xargrivsning rafiqasi spinnerlarga bo'ronni chaqirdi - hiddan mashina ularning robotlarini qutqarishi aytilgan. Bir kuni uyg'ongan to'da Hargriaves kabinasiga qochib, mashinani vayron qilishdi. Sharob ishlab chiqaruvchining o'zi va uning otryadi o'limga olib borildi va jazolandi. Ales, albatta, mashina yigiruvining kengayishini cheklab qo'ya olmadi - tom ma'noda minglab ustalar Jennining bir nechta bo'lagi uchun savdo qilishdi.

Hargreaves "Jenny" yigiruv mashinasi
Uaytning mashinasi singari, "Jenni" ham boy tolalarni ilg'or tayyorlashni ishlab chiqardi. Ipning ipi bu erda taroqli boshoq chizig'idan olingan. Dalgalanishli boshoqlar yupqa ramkaga joylashtirildi (bu to'lqinni to'plashni osonlashtirish uchun xizmat qildi). Kirish roliklari o'rniga White Hargreaves ikkita yog'och blokdan tayyorlangan maxsus pressni qattiqlashtirdi. Belanchaklardan aylanuvchi iplar chizilgan pressdan o'tib, shpindellarga biriktirilgan. Tayyor ip o'ralgan shpindellar skameykaning chap tomonidagi parchalanmagan ramkada joylashgan edi. Teri shpindelining pastki qismida blok bor, uning yonida baraban ustiga tashlangan qo'zg'aysan shnuri joylashgan. Bu aylanadigan baraban barcha bloklar va shpindellar oldida edi va qo'l bilan o'ralgan katta g'ildirakdan aylanardi. Shu tarzda, katta g'ildirak barcha shpindellarni o'rab oldi.
Spinner bir qo'li bilan tortuvchi pressning karetkasini o'rash uchun ishlatgan, ikkinchi qo'li bilan shpindelni aylantirayotgan g'ildirakni o'rab olgan. Mashinaning ishlashi quyidagi jarayonlardan hosil bo'ldi: press yopildi va shpindellardan qaytarildi - natijada ipning burishishi sodir bo'ldi. Spinner bir vaqtning o'zida g'ildirakni o'rab, shpindelni shpindelga qaratdi va yigiruvchi ipni aylantirdi. Chiqish oxirida vagon yirtila boshladi va shpindellar burilishga taraddudlanib, burilishda davom etdi. Shundan so'ng, vagon shpindellarga qaytarildi, mo'ylovli iplar maxsus dart bilan ehtiyotkorlik bilan bosildi, shunda hid o'rash holatiga tushirildi. Arava orqaga burilganda, issiq press ostida, qolgan iplarni o'rashdan keyin iplar shpindellarga o'ralgan.
Xargrivesning cho'zilgan pressi mohiyatan robototexnikning qo'lini almashtirdi. Butun robot asosan uchta qo'lga qisqartirildi: qo'zg'aysan g'ildiragining o'rashiga, bu erda va u erda vagonning to'g'ri chiziqli qo'liga va menteşeli qismga. Boshqacha qilib aytganda, odamlar faqat kuch kuchi rolini o'ynadi, keyin esa ishchini boshqa, barqaror va kuchli energiya manbalari bilan almashtirish mumkin bo'ldi. Xargrivs mahsulotining mo''jizaviy ahamiyati shundaki, bitta robototexnik bilan juda ko'p shpindellarga xizmat ko'rsatish mumkin edi. Birinchi mashinada har xil shpindellar mavjud edi. Keyin u uning sonini 16 taga yetkazdi. Shuningdek, Xargrivesning hayoti davomida 80 shpindelli "Jenni" dastgohlari paydo bo'ldi. Bu mashinalar endi robot dvigatel bilan boshqara olmadi va ular suv dvigateli tomonidan boshqarila boshlandi. Dizaynning soddaligi va arzonligi, shuningdek, "Jenni" qo'lda haydovchidan foydalanish qobiliyati tufayli eng keng kengayish paydo bo'ldi. 18-asrning 90-yillarigacha Angliyada 20 mingdan ortiq "Jenni" yigiruv g'ildiraklari mavjud edi. Xuddi o‘sha to‘quvchilarning orasidan qattiq badbo‘y hid bor edi. Ularning eng kichigi olti-sakkiz nafar ishchini yollagan. Bu ommaviy kengayishga olib kelgan tarixdagi birinchi mashina edi.
Hargreaves mashinasi tez-tez yigiruv ochligini qondirishga yordam berdi va Angliyada yigirishning mehnat bosimini so'ndirdi, ammo bu juda zarur emas edi. "Jenni" olib tashlash moslamasi to'liq bo'lmagan. Yetarlicha o'rash orqali iplar ingichka yoki zaif bo'lib chiqdi. Matoning qimmatli bo'lishi uchun to'quvchilar ipga filamentli ip qo'shishlari kerak edi.
Hozirgi mashina Nezabar Arkrayt tomonidan yaratilgan. Von Uaytning tortish mexanizmini Yurgensning torsion-o'rash o'z-o'zidan aylantiruvchisi bilan birlashtirdi. O'z kasbi bo'yicha Arkrayt Angliyaning Bolton shahrida sartaroshlik qilgan. Aksariyat mijozlarimiz yigiruvchi va to‘quvchi edi. Bir vaqtning o'zida Arkrayt to'quvchilar orasida bilim manbai bo'lib, ular zig'ir iplaridan zig'ir to'qilgan iplar bilan almashinadi, deb aytganlar haqida gapirdi, chunki Hargriaves mashinasi juda ko'p ip va iplarni etkazib bera olmadi va uni etkazib bera olmadi. etarlicha yaxshi ishlash. Ko'p o'tmay, Arkrayt o'zi uchun Jenni mashinasini oldi, uni burab, uni boshqacha, tekis va ingichka qilish uchun aylantirdi. Huquqni qo'lga olib, va haqiqatan ham, men barcha jarayonlarni avtomatik ravishda kuzatib boradigan tartibni yaratishga muvaffaq bo'ldim. Mashinada etarlicha material bo'lishi va singan iplarni qayta birlashtirishi uchun yigiruvchi tikuvni davom ettirishi kerak edi.

Arkraytning yigiruv mashinasi, 1769 yil
Arkwrightning mashinasida ishlash ustuvor vazifa edi. Haydash g'ildiragi flayerlar bilan o'rash shpindelini harakatga keltirdi. Qo'shimcha ingredientlar bilan oldindan tayyorlangan javdar, skameykaning yuqori qismidagi gorizontal shaftaga joylashtirilgan nasoslarga joylashtirildi. To'g'ridan-to'g'ri boy tolalar belanchaklar oldiga qo'yilgan cho'zuvchi roliklarga kirdi. Teri juftligi yog'ochdan yasalgan pastki rolikga ega, gofrirovka qilingan, yuqori qismi esa teri bilan qoplangan. Bir juft rollarda teriga o'ralgan, old tomondan pastroq. Yuqori roliklar pastki qismga ustunlar bilan bosildi. Chizilgan ip rulonlarning qolgan bug'idan chiqdi, flyerning gagalaridan o'tib, milga o'ralgan. Ko'tarilgan g'altaklarni shpindellarga o'tirishdan olib tashlash uchun g'altaklar teri g'altakning pastki qismidagi g'altaklarning yivlaridan o'tadigan shnur bilan ehtiyotkorlik bilan kesilgan. Natijada shunday mustahkamlovchi iplar paydo bo'ldiki, endi zig'ir qo'shmasdan, sof xom ashyodan mato ishlab chiqarish mumkin edi. To'xtovsiz ishlash printsipini tavsiflovchi mashina suv mashinasi deb ataladi.
Arkrayt nafaqat baxtli vino ishlab chiqaruvchi, balki aqlli yigit bo'lib chiqdi. Ikki savdogar bilan hamkorlikda ular o'zlarining yigiruv fabrikasini ochdilar va 1771 yilda ular Kromfordda do'stlariga fabrika ochdilar, u erda barcha mashinalar suv g'ildiragi bilan boshqarildi. Tez orada zavod katta korxonaga aylandi. 1779 yilda oilada minglab shpindel va 300 ishchi bor edi. Ikkilanmasdan, Arkrayt Angliyadagi bir qator to'qimachilik fabrikalarida uxlab qoldi. 1782 yilda u uchun allaqachon 5000 ishchi ishlagan va uning kapitali 200 ming funt sterlingga baholangan.
Arkrayt ip yigirishning butun jarayonini mexanizatsiyalash imkonini beradigan yangi mashinalarni yaratish ustida ishlashni davom ettirdi. 1775 yilda bir qator qo'shimcha mexanizmlar uchun patent bekor qilindi. Ularning asosiylari: tarash mashinasi, quruq taroq, ayiqlash mashinasi va hayot beruvchi qurilma edi. Karta mashinasi uchta barabandan iborat bo'lib, pulni hisoblash uchun ishlatilgan. (White's mashinasi yaxshilab sayqallangan.) Vikory taroq karta mashinasiga qo'shimcha sifatida ishlatilgan - u barabanlardan olingan. Taroqli to‘qilgan junni yigiruv mashinasida qayta ishlashga tayyor bo‘lgan silindrsimon ipga aylantirdi. Jonli biriktirma bo'shashgan mato bo'lib, karta mashinasini kesish uchun bonus bilan ta'minladi.
Kelajakda Arkraytning shon-shuhratiga boshqa odamlarning vinolarini o'g'irlashda ayblovlar soya soldi. Bir qator sud ishlari shuni ko'rsatdiki, u patentlagan barcha mashinalar aslida u tomonidan topilmagan. Shunday qilib, yigiruv mashinasini Jon Kay, tarash mashinasini Daniel Born, yigiruv mashinasini esa Jon Lis qilganligi ma’lum bo‘ldi. 1785 yilga kelib, Arkraytning barcha patentlari bekor qilindi va shu vaqtgacha u eng boy ingliz ishlab chiqaruvchilaridan biriga aylandi.
1772 yilda r. Mexanik yog'och mashinani quradi va qisish moslamasi buzilmaydi va shpindellar qayta terilanadi, ya'ni Hargriaves mashinasida sodir bo'ladigan jarayon teskari bo'ladi. Bu erda mashq mavzusi bo'lgan tikuv passiv pozitsiyani egallaydi va shpindel (ishchi asbob) sezilarli darajada faollashadi. Kuchlanish pressi o'zining yaxlitligini yo'qotib, yopiladi va ochiladi va shpindellar nafaqat o'raladi, balki harakatlanadi.

"Billy" yog'och mashinasi (18-asr o'rtalari)
Men xachir mashinasi deb ataladigan to'quvchi Samuel Crompton tomonidan yaratilgan universal yigiruv mashinasida iz qoldiraman. U Jenni roboti va Arkwright suv mashinasi tamoyillariga asoslangan edi.

Crompton xachir mashinasi 1774-1779: 1 - simli kasnak; 2, 3 - boshqariladigan kasnaklar; 4 - vagon; 5 - davlumbazlar va bloklar tizimi; 6 - baraban; 7 - shpindellar; 8 - rolik; 9 - muhim; 10 - mushuklar; 11 - ip
Prezident o'rinbosari Xargreaves Crompton kuchlanish roliklarini to'xtatdi. Bundan tashqari, oldinga va orqaga chayqaladigan arava paydo bo'ldi. Vagonda shpindellar bor edi. Agar shpindelli vagon roliklardan chiqsa, shpindellar yanada kuchliroq tortilib, ipni burishdi. Arava roliklarga yaqinlashganda, ip buralib, milga o'raladi. Suv mashinasi mintsna yoki qo'pol ip, Jenni nozik yoki nemis ishlab chiqarganidek, Crompton xachir mashinasi mintsna va ayni paytda nozik ip ishlab chiqaradi.
O'qish va yozish korisni
Pid boshqaruv Verstat o'z mexanizmlarida in'ektsiyalarning umumiy yig'indisini qabul qildi, bu esa ushbu mexanizmlarning texnologik ishlov berish aylanishiga ulanishini ta'minlaydi va boshqaruv tizimi- qurilmalar va ushbu harakatlarni amalga oshiradigan qurilmalarning yig'indisi.
Ruchne Menejment shundan iboratki, ushbu va ish tsiklining boshqa elementlarini tanlash bo'yicha qarorlar shaxs - dastgoh operatori tomonidan qabul qilinadi. Qabul qilingan qarorlar platformasida operator stanokning qo'llab-quvvatlovchi mexanizmlarini yoqadi va ularning robotining parametrlarini o'rnatadi.
Qo'lda boshqarish operatsiyalari turli maqsadlar uchun avtomatik bo'lmagan universal va ixtisoslashtirilgan dastgohlarda ham, avtomatik dastgohlarda ham amalga oshiriladi. Avtomatik dastgohlarda silliqlash rejimlari va ish tsiklining maxsus elementlarini amalga oshirish uchun qo'lda ishlov berish qo'llaniladi.
Avtomatik ish stollarida qo'lda boshqaruv elementlari ko'pincha boshqaruv elementlarining joylashuv sensorlaridan raqamli displey ma'lumotlariga ulanadi.
Avtomatik tozalash Ish tsiklining elementlarini almashtirish bo'yicha yechim operator ishtirokisiz boshqaruv tizimi tomonidan qabul qilinadi deb taxmin qilinadi. U erda siz ish stolining mexanizmlarini yoqish va yoqish va uni robot bilan boshqarish buyruqlarini ko'rishingiz mumkin.
Qayta ishlash sikli terini qayta ishlash jarayonida takrorlanadigan ish organlarining harakatlari yig'indisini bo'sh deb atash. Ishchi organlarning harakatlanish majmuasi dastgohning ish siklida dasturga amal qilgan holda bir xil ketma-ketlikda ishlaydi.
Keruyucha dasturi - bu ma'lum bir ish qismini qayta ishlash uchun ish stolining ishlashi uchun berilgan algoritmga mos keladigan buyruqlar to'plami.
Algoritm Maqsadga erishish usulini (yuqori vazifa) ushbu vazifani bajarish tartibining aniq tavsifi bilan nomlang.
Funktsional maqsadlarda avtomatik tozalashni quyidagilarga bo'lish mumkin:
takrorlanadigan doimiy ishlov berish davrlarini boshqarish (masalan, ko'plab shpindellar samarali quvvat boshlari qo'lida frezeleme, burg'ulash, burg'ulash va kesish operatsiyalarini galma-gallash orqali yakunlovchi agregatli ishlov berish dastgohlarini boshqarish);
ilova bilan teri tsikli uchun individual (nusxalar, kameralar to'plamlari, to'xtash tizimlari va boshqalar) moddiy analog modellari (nusxalar, kameralar to'plamlari, to'xtash tizimlari va boshqalar) shaklida o'rnatiladi o'zgaruvchan avtomatik davrlarini nazorat qilish. dastgohlar (CPU) va boshqaruv tizimlarining tsiklik boshqaruvi tokarlik va frezalash stanoklarini, ko'p shpindelli avtomatik stanoklarni va boshqalarni nusxalash uchun;
CNC, qaysi dastur u yoki bu ma'lumot to'plamida qayd etilgani ko'rsatilgan. CNC mashinalari uchun ma'lum ma'lumotlar diskretdir va kesish jarayonida uni qayta ishlash raqamli usullar yordamida amalga oshiriladi.
Tsikl dasturini boshqarish (CPU)
Tsiklik dasturlarni boshqarish tizimi (CPU) tez-tez yoki qayta-qayta ish stolining aylanishini, ishlov berish rejimini va asboblarni o'zgartirishni dasturlash imkonini beradi, shuningdek (to'xtash joylarini oldinga sozlash yordamida) dastgohning harakatlanish hajmini o'rnatishga imkon beradi. mexanik elementlar. U yopiq konturli analog boshqaruv tizimiga ega (1-rasm) va tsiklning elementlarini himoya qiluvchi uskunani (elektr, gidravlik, pnevmatik va boshqalar) yoqish ketma-ketligini oson o'zgartirishni ta'minlash uchun yuqori moslashuvchanlikka erishish mumkin.
Malyunok 1– Tsiklik dasturni boshqarish moslamasi
Tsikl dasturchi dasturning 1-blokini va bosqichma-bosqich kirishning 2-blokini joylashtiradi (bosqichma-bosqich dasturlar dasturning boshqaruv tizimiga darhol kiritilgan qismini chaqiradi). 1-blokda avtomatlashtirish sxemasi bo'yicha ma'lumotni topish mumkin, u ishchi dastgoh siklining boshqaruv bloki 3 va boshqaruv signallarini konvertatsiya qilish bloki 4 dan iborat. Avtomatlashtirish sxemasi (qoida tariqasida, elektromagnit rölelarga asoslangan) boshqaruv elementlari va o'chirish sensori bilan tsikl dasturchisini joylashtirish uchun mo'ljallangan; jamoalarni kuchaytiradi va ko'paytiradi; Siz past mantiqiy funktsiyalarni bekor qilishingiz mumkin (masalan, standart tsikllar o'chirilganligiga ishonch hosil qiling). 3-blokda signal oxirgi qurilmaga yuboriladi, bu dastur buyruqlarini qayta ishlashni ta'minlaydi va yakuniy elementlarni 5 (mashinaning yakuniy komponentlarining drayvlari, elektromagnitlar, muftalar va boshqalar) yoqadi. Dasturning qolgan bosqichlari. Sensor 7 ishlov berishning tugallanishini nazorat qiladi va 4-blok orqali dasturning keyingi bosqichini yoqish uchun 2-blokga buyruq beradi. Sensor 7 ishlov berishning tugallanishini nazorat qiladi va 4-blok orqali dasturning keyingi bosqichini yoqish uchun 2-blokga buyruq beradi. Dastur bosqichining bajarilishini nazorat qilish uchun ko'pincha elektron to'xtatuvchilardan va soat o'rni ishlatiladi.
Tsiklik boshqaruv qurilmalarida raqamli dastur tsiklni qayta ishlash rejimlari haqida ma'lumotni o'z ichiga oladi va ishchi organlarning harakat miqdori sozlangan to'xtash joylariga o'rnatiladi.
CPU tizimining afzalliklari dizayn va texnik xizmat ko'rsatishning soddaligi, shuningdek, kam quvvat; unchalik ko'p emas - to'xtash joylari va kameralarni sozlash qiyinligi.
Oddiy geometrik shakllarning qismlarini ketma-ket, keng ko'lamli va ommaviy ishlab chiqarish ongida kompyuter yordamida kompyuterlar butunlay turg'undir. CPU tizimlari burilish minoralari, torna-freze dastgohlari, vertikal burg'ulash mashinalari, agregat mashinalari, sanoat robotlari (PR) va boshqalarni jihozlash uchun ishlatiladi.
Protsessor tizimi (2-rasm) sikl dasturchisi, avtomatlashtirish sxemasi, terminal qurilmasi va darvoza qurilmasini o'z ichiga oladi. CPU qurilmasi sikl dasturchisi va avtomatlashtirish sxemalaridan iborat.



Malyunok 2 -
Kibernetika, elektronika, hisoblash texnikasi va uskunalari yutuqlari asosida printsipial jihatdan yangi dasturiy ta'minotni boshqarish tizimlari - stanoklarda keng qo'llaniladigan CCP tizimlari ishlab chiqildi. Ushbu tizimlarda ko'p qirrali organning teridan o'tish qiymati qo'shimcha raqam bo'yicha hisoblanadi. Teri ma'lumotlar birligi CNC tizimining alohida qismi yoki impulsning qiymati deb ataladigan kichik miqdor bilan yakuniy organning diskret harakatini ko'rsatadi. Qo'shiq chegaralarida oxirgi organ alohida o'lchamiga ko'payadigan har qanday miqdorga ko'chirilishi mumkin. Kerakli joy almashish L ni amalga oshirish uchun haydovchining kirishiga qo'llanilishi kerak bo'lgan impulslar soni formula bilan aniqlanadi. N = L/q, de q- Impulsning narxi. Ommaviy axborot vositalarida qo'shiq kodlash tizimida qayd etilgan N soni (teshilgan tikuv, magnit chok va boshqalar) va o'lchovli ma'lumotlarning hajmini ko'rsatadigan dastur.
CNC torna dastgohi ostida siz (alfanumerik kodda ko'rsatilgan dastur bo'yicha) ishlov berish blokining yakuniy elementlarining harakatini, ularning harakatining ravonligini, ketma-ket ishlov berish aylanishini, kesish rejimini va turli xil qo'shimcha funktsiyalarni boshqarishingiz mumkin.
CNC tizimi - bu CNC mashinasini amalga oshirish uchun zarur bo'lgan maxsus qurilmalar, usullar va xususiyatlar to'plami. CNC qurilmasi (CNC) CNC tizimining bir qismi bo'lib, keramika dasturiga (CP) muvofiq ishlov berish mashinasining yakuniy boshqaruv bloki tomonidan seramika inyeksiyalarini ishlab chiqarish uchun mo'ljallangan.
CNC tizimining blok diagrammasi Malunku 3 da keltirilgan.
Kreslo detallari (BH), CNC dastgohida ishlov berishni osonlashtiradigan narsa, siz darhol dasturni tayyorlash tizimini topishingiz mumkin (SPP) va texnologik tayyorgarlik tizimi (STP). STP ta'minlaydi SPP bo'linayotgan texnologik jarayon, ish rejimi va boshqalar haqidagi ma'lumotlar. Ushbu ma'lumotlar asosida asosiy dastur bo'linadi. (yuqoriga). O'rnatuvchilar kesish asboblarini hujjatlarga muvofiq ishchi stoliga o'rnatadilar, bo'linadi STP. Ish qismini o'rnatish va tayyor qismni olib tashlash operator yoki avtomatik yopishtiruvchi tomonidan amalga oshiriladi. O'qish qurilmasi (SU) dasturdagi ma'lumotlarni o'qiydi. Ma'lumotni quyidagi manzilda topishingiz mumkin CNC, butun mexanizmlarda turli xil buyruqlarni ko'rishingiz mumkin (SM) dastgoh, bu erda ishlov berishning asosiy va yordamchi qismlari ishlaydi. Darvoza sensorlari (DOS) Ma'lumotlarga asoslanib (yakuniy birliklarning haqiqiy holati va harakat tezligi, yuvilayotgan sirtning haqiqiy hajmi, texnologik tizimning issiqlik va quvvat parametrlari va boshqalar) siljish miqdorini nazorat qiladi. SM. Verstat tuman dekilka SM, terilarga quyidagilar kiradi: energiya manbai bo'lgan vosita (DV); yuqish P, energiyani o'zgartirish va dvigateldan yakuniy organga o'tkazish xizmati ( BB); Vlasna BB(stol, chana, tayanch, shpindel va boshqalar), bu tsiklning koordinatali harakatlarini belgilaydi.

Malyunok 3- CNC tizimining blok diagrammasi
Universal CNC tizimlari operatorga katta moslashuvchanlikni ta'minlaydi. Ular ob'ektlarning keng sinfiga, shu jumladan turli xil mashinalarga dasturlash yo'li bilan moslashtirilishi mumkin; interpolyatsiyaning barcha turlarini - chiziqli, doiraviy, parabolik va boshqalarni ta'minlash, shuningdek, interaktiv rejimda to'g'ridan-to'g'ri maketdan mos keladigan dasturlarni tayyorlash va sozlash. Har bir dastur xotirada saqlanishi va qayta ishlash jarayonida undan o'qilishi mumkin, bu esa ba'zi hollarda foydalanuvchiga dasturga avvalroq kirmaslik va uni dasturdan o'qish imkonini beradi. CNC tizimlari dasturlarni tahrirlash uchun keng imkoniyatlarni taklif etadi va konsoldan tegishli tuzatishlarsiz avtomatik tuzatish (xotiradan) imkoniyatini beradi. Nosozliklarni aniqlash uchun tugunlarning ishlashini tekshirish uchun maxsus diagnostika dasturlari mavjudligini, kinematik lansetlarning muntazam ravishda ishlamay qolganligi va ma'lum bir profilni yaratishda ushbu zararlarni boshqa kiritish yoki qoplash to'g'risidagi ma'lumotlarni xotirada saqlash imkoniyatini ta'kidlash muhimdir. ; dastgohning teshigi yoki sinishini bartaraf etish uchun tizimga kesish maydonini belgilash imkoniyati; Atrofga o'girilib, istalgan vaqtda ishlov berish jarayoni to'xtatildi. Universal CNC tizimlari chiziqli va qutbli koordinatalarda ishlaydi, masalan, vertikal frezalash dastgohlari uchun gorizontal frezalash dastgohlarida dasturlarni o'zgartirganda, koordinata o'qlarining teskari aylanishini ta'minlaydi.
CNC ning asosiy robot rejimi avtomatik rejimdir. Boshqariladigan dasturlarni avtomatik qayta ishlash jarayonida turli darajadagi murakkablik uchun talablarning keng doirasi mavjud: operator paneli tugmalarining ishlashi; operator panelida ko'rsatish uchun bo'linish va ma'lumotlarni chiqarish; koordinatalar uchun oqim pozitsiyasini hisoblash va operator konsolida ma'lumotlarni ko'rsatish; qayta ishlash davrlarining buzilishi; rozrahunok usunennya ekvydistanti; tuzatish; qotillik uchun kompensatsiya; elektr avtomatlashtirish datchiklarini sinovdan o'tkazish; kirish-chiqarish qurilmalarining tayyorlik signallarini tekshirish; Interpolyatsiya; rozrakhunok shvidkosty; tarqatish va galvanizatsiya usullarini ishlab chiqish; darvoza datchiklarini sinovdan o'tkazish; texnologik qurilmalarda keramika infuzionlarini ishlab chiqarish; oqim soatini tahlil qilish; tegishli dasturni ishga tushirish soatini nazorat qilish; sizning ramkangizda joylashgan viki-dasturlarni tahlil qilish; keyingi kadrni qayta ishlash uchun chiqish ma'lumotlarini tayyorlash.
CNC tizimi dastur turiga, NCda axborotni kodlash usuliga va CNC tizimiga uzatish usuliga qarab o'zgartirilishi mumkin.
Raqamli nazorat (CNC)- bu qaysi dasturni boshqarish, qaysi dasturda qayd etilganligi - va olib boriladigan ma'lumotlarning massasi. CNC tizimlari uchun asosiy ma'lumotlar diskretdir va nazorat qilish jarayonida ishlov berish raqamli usullar yordamida amalga oshiriladi. Texnologik tsikllarni boshqarishda yordam deyarli hamma joyda mavjud mantiqiy dasturlash boshqaruvchilar, raqamli elektron hisoblash qurilmalari tamoyillarini amalga oshirish.
Dasturlashtirilgan kontrollerlar
Dasturlash boshqaruvchisi (Kompyuter ) - bu qurilma qurilma xotirasida saqlanadigan dastur tomonidan amalga oshirilgan qo'shiq algoritmlari yordamida mashinaning elektr avtomatizatsiyasi bilan jihozlangan. Dasturlash boshqaruvchisi (buyruqlar apparati) protsessor tizimiga avtonom tarzda o'rnatilishi yoki markaziy boshqaruv tizimiga ulanishi mumkin (masalan, masofadan boshqarish modulining boshqaruv tizimi) (DPM)), shuningdek, avtomatik liniyalarga ega bo'lish maqsadida zastosovuvatsya va hokazo. Strukturaviy diagramma chaqaloq 4-ga qaratilgan.

Malyunok 4- Dasturlashtirilgan kontrollerning blok diagrammasi:
1 - protsessor; 2 - taymer va shifokorlar; 3 – qayta dasturlashtiriladigan xotira; 4 – tasodifiy kirish xotirasi (RAM); 5 – shinalarni birlashtiruvchi bloklarni otish; 6 – CNC qurilmasi EOM bilan blok ulanishi; 7 – dasturlash uchun masofadan boshqarish pultini ulash bloki; 8 – kirish modullari; 9 – kirish – chiqish tugmasi; 10 – displey modullari; 11 – masofadan boshqarish pultini klaviatura va displey bilan dasturlash.
Ko'pgina dasturlashtiriladigan kontrollerlar modulli dizaynga ega bo'lib, u quvvat manbai, protsessor bloki va dasturlashtirilgan xotira, shuningdek, turli xil kirish / chiqish modullarini o'z ichiga oladi. Kirish modullari (kirish modullari) turli periferik qurilmalarga (terminal kalitlari, elektr qurilmalari, termal o'rni va boshqalar) o'tadigan signallarni hosil qiladi. Kirish signaliga keladigan signallar, qoida tariqasida, ikki darajali "Pro" va "1". Chiqish modullari (chiqish modullari) signallarni mashinaning keramik qoplamali elektron qurilmalariga (kontaktlar, starterlar, elektromagnitlar, signal lampalari, elektromagnit muftalar va boshqalar) yuboradi. Chiqish signali "1" bo'lsa, chiqish moslamasi yoqish buyrug'iga javob beradi va chiqish signali "O" bo'lsa - o'chirish.
Protsessor xotiradan kirish modulidagi ma'lumotlarni aks ettiruvchi modullarning mantiqiy boshqaruvini va xotiraga kiritilgan boshqaruv algoritmlarini aniqlaydi. Taymerlar har kuni ish davrlaridan oldin xavfsiz ko'rish soatlarini ta'minlash uchun sozlanishi kerak Kompyuter. Shifokorlar ham ish siklini amalga oshirishga bog'liq Kompyuter.
Keyin protsessor xotirasiga kiritilgan dasturlar maxsus portativ masofadan boshqarish pulti yordamida kompilyatsiya qilinadi, u darhol ulanadi. Kompyuter. Dasturlarni yozib olish moslamasi bilan jihozlangan raqamli masofadan boshqarish pulti yordamida siz yozuv mashinasiga xizmat ko'rsatishingiz mumkin. Kompyuter. Dasturlarni yozib olish jarayonida keramika ob'ektini kesish mashinasi masofadan boshqarish pulti displeyida rele belgilari va aqliy ma'nolarda ko'rsatiladi. Dasturlarni kiritish CNC yoki EOM qurilmasi bilan bog'liq holda blok orqali amalga oshirilishi mumkin.
Xotirada saqlanadigan butun dasturni ikki qismga bo'lish mumkin: ob'ektni boshqarish algoritmini o'z ichiga olgan asosiy va o'rtasida ma'lumot almashishni ta'minlaydigan xizmat. Kompyuter va keramika buyum bilan. Shaxsiy kompyuter va keramika ob'ekti o'rtasida ma'lumot almashinuvi kirishlardan foydalanishni (keramika ob'ektidan ma'lumotni olib tashlash) va chiqishlarni teskari aylantirishni (keramika ob'ektiga keramika oqimini yuborish) o'z ichiga oladi. Ko'rinib turibdiki, dasturning xizmat ko'rsatish qismi ikki bosqichdan iborat: kirish kiritish va chiqishni qaytarish.
Dasturlash kontrollerlarida vikorystlar mavjud Turli xil xotira turlari , unda mashinaning elektr avtomatizatsiyasi dasturi saqlanadi: qayta dasturlashtirilgan elektr energiyasiz xotira; bepul kirish imkoniyatiga ega RAM; UV ta'sirida o'chiriladi va elektr bilan qayta dasturlanadi.
Dasturlashni boshqarish diagnostika tizimini o'z ichiga oladi: kirishlar / chiqishlar, robot protsessoridagi nosozliklar, xotira, batareyalar, ulanishlar va boshqa elementlar. Nosozliklarni aniqlashni osonlashtirish uchun kundalik aqlli modullar o'z-o'zidan tashxis qo'yishni amalga oshiradi.
Dasturlash mantiqiy boshqaruvchisi (PLC) - Bu mantiqiy boshqarish algoritmlarini amalga oshirish uchun mo'ljallangan mikroprotsessor tizimi. Tekshirish moslamasi diskret komponentlar - o'rni, o'chirgichlar, taymerlar, qattiq mantiqiy elementlarda yig'ilgan o'rni kontaktli davrlarini almashtirish uchun ishlatiladi.
Bunday PLC Siz diskret va analog signallarni qayta ishlashingiz, klapanlarni, motorlarni, servolarni ishlatishingiz, chastotalarni o'zgartirishingiz va tartibga solishni amalga oshirishingiz mumkin.
To'liq quritish uchun yuqori ishlash ko'rsatkichlari kamayadi PLC Biroq, sensorlardan signallarni mantiqiy qayta ishlash talab etiladi. Zastosuvannya PLC montaj ishlarining yuqori ishonchliligini ta'minlaydi; isitish uskunasiga oson texnik xizmat ko'rsatish; uskunalarni jadal o'rnatish va takomillashtirish; Biz boshqaruv algoritmlarini yangilayapmiz (shu jumladan, ishlaydigan uskunada).
Turg'unlikdan bevosita foyda kremi PLC, uskunalar arzon va yuqori ishonchlilik bilan va bilvosita: qo'shimcha funktsiyalarni murakkablashtirmasdan va tayyor mahsulot sifatini oshirmasdan amalga oshirish mumkin, bu yordam beradi Egalik imkoniyatlarini amalga oshirish endi mumkin emas. Ajoyib assortiment PLC murakkab vazifalar uchun ham, ishlab chiqarishni kompleks avtomatlashtirish uchun ham optimal echimlarni topish imkonini beradi.
Dasturi
Verstat mintaqaviy hokimiyat organlarining ish dasturi qo'shimcha dasturlarni qo'llab-quvvatlash uchun mo'ljallangan.
Dasturlar - muhim dastur qayd etilgan ma'lumotlarning qiymati.
Dastur tashuvchisi qasos olishi mumkin geometrik, shunday qilib men texnologik ma'lumotlar. Texnologik ma'lumotlar dastgoh ishining birinchi tsiklini ta'minlaydi, robotga turli xil asboblarni kiritish ketma-ketligi, kesish rejimini o'zgartirish va moy sovutish moslamasini yoqish va boshqalar haqida ma'lumotlarni o'z ichiga oladi va geometrik - kesilgan ish qismi va asbob elementlarining shakli, o'lchamlari va ularning fazoda o'zaro joylashishini tavsiflaydi.
Eng buyuk kengaytirilgan dasturlar є:
karta - kartondan tayyorlangan, to'rtburchaklar shaklida, karta o'qish uchun qurilmaga kiritilganda, uning bir uchi yo'naltirish uchun kesiladi. Dastur seriya raqamlari o'rniga ochilish teshilganda qayd etiladi.
sakkiz yo'lli teshilgan tikuvlar (5-rasm) 25,4 mm kengligida. Chokni (baraban yordami orqasida) o'qish moslamasiga o'tkazish uchun ishlatiladigan 1-transport yo'li. Ishchilar ma'lumotni olib yuradigan 2 ni ochadilar, perforator deb ataladigan maxsus qurilma orqali teshadilar. Ma'lumot ombor birligidan foydalaniladigan ramkalardagi teshilgan tikuvga qo'llaniladi. Har bir terini boshqarish organiga bittadan ortiq buyruq berilmaydigan kadrda faqat shunday buyruqlar to'plamini yozish mumkin (masalan, bitta kadrda qo'lni o'ng qo'l va chap qo'l qo'yish mumkin emas. );

Malyunok 5- Sakkiz tomonlama teshilgan tikuv
1 - kod izlari; 2 - tayanch qirrasi; 3 - kod trek raqami; 4 - kod birikmasidagi bitning seriya raqami
magnit tikuv - ikki sharli kompozitsiya, u plastik asosdan va chang ferromagnit materialning ishchi to'pidan iborat. Magnit chiziq bo'yicha ma'lumot magnit zarbalar shaklida qayd etiladi, ular chiziqdan keyin qo'llaniladi va UP freymida IV oqim parametriga mos keladigan qo'shiq bilan ko'rsatiladi. UE o'qilganda, magnit zarbalar seramika impulslariga aylanadi. Har bir zarba bitta zarba bilan ko'rsatiladi. Teri impulsi IV ning tovush (diskret) harakati bilan ko'rsatiladi; Ushbu harakatning miqdori magnit chiziqning ramkasida joylashgan impulslar soni bilan belgilanadi. Ko'chirish uchun buyruqlarning bunday yozuvi IV dekodlangan deb ataladi .
Dekodlash qo'shimcha interpolator yordamida amalga oshiriladi , bu (teshilishda yoki EOM ko'rinishida) kuzatilgan qismning konturi haqida kiritilgan kodlangan geometrik ma'lumotni IO ning elementar harakatlariga mos keladigan nazorat qilish uchun impulslar ketma-ketligiga aylantiradi. Magnit chiziqda dekodlangan dasturni yozish maxsus qurilmada ishlab chiqariladi, unga quyidagilar kiradi: yozish uchun mo'ljallangan chiqishga ega bo'lgan interpolyatsiya qurilmasi; O'chirish, yozish va yaratish uchun magnit boshli tikuv mexanizmi.
Dekodlangan shakldagi ma'lumotlar, aytaylik, magnit chiziqda va kodlangan shaklda - teshilgan chiziq yoki perfokartada qayd etiladi. Magnit choklar dastur turini dekodlash uchun zarur bo'lgan aylanadigan motorli torna mashinalariga o'rnatiladi.
Interpolatsiya - dasturni ishchi organga (asbobga) qismning konturlangan yuzasi konturining orqasida, ketma-ket qo'shni bo'limlar (ramkalar) orqali qo'llash.
Interpolator - bu asbob NC dasturida ko'rsatilgan nuqtalar orasidan o'tishi mumkin bo'lgan traektoriyaning oraliq nuqtalarining koordinatalarini hisoblash uchun mas'ul bo'lgan CNC blokidir. Interpolator chiqish ma'lumotlarini NC buyrug'iga asbobni to'g'ridan-to'g'ri kesish, qoziq yoyi va boshqalarga o'xshash kontur bo'ylab oxirgi nuqtadan oxirgi nuqtaga o'tkazish uchun yuboradi.
Yaratilgan traektoriyaning 1 mkm ga yaqinligini ta'minlash uchun (joylashuv datchiklarining aniqligi va tayanchning joylashish aniqligi 1 mkm ga yaqinlashadi), interpolator 5...10 ms teri pulslarini ko'rib chiqadi, bu Id yuqori tezlikdagi kod yo'q.
Interpolatorning algoritmini soddalashtirib, egri konturning vazifasi to'g'ri chiziqlar yoki yoylar orqali kesish orqali hosil bo'ladi va ko'pincha turli koordinata o'qlari bo'lgan harakat chiziqlari bir vaqtning o'zida emas, balki ular bo'ylab chiziladi. Vaqt kam emas, keramika in'ektsiyalari turining yuqori chastotasi va mexanik birikmalarning inertsiyasi tufayli haydovchi laminatlangan traektoriyani silliq kavisli konturga tekislash uchun talab qilinadi.
Interpolator CNC tizimidan oldin kiritilgan , quyidagi funktsiyalarni o'z ichiga oladi:
chizilgan kontur grafigining son parametrlari (toʻgʻri chiziqning kobi va oxirgi nuqtalari koordinatalari, yoy radiusining qiymati va boshqalar), dastur vazifalari, taqsimot (diskretlik bilan) koordinatalari asosida. konturning uchastkasi uchastkasining oraliq nuqtalari;
turli elektr impulslarini tebranadi, ularning ketma-ketligi ushbu nuqtalardan o'tish uchun traektoriya verstatining oxirgi organining siljishini (zaruriy suyuqlik bilan) ko'rsatadi.
Tizimlarda CNC asosan chiziqli va chiziqli-dumaloq ishlaydi interpolatorlar; Birinchisi, asbobning har qanday kesma ostida chizilgan to'g'ri chiziqlar bo'ylab mos yozuvlar nuqtalari o'rtasida, ikkinchisi esa to'g'ri chiziqlar bo'ylab va yoylar bo'ylab harakatlanishini ta'minlaydi.
Chiziqli interpolyatsiya- Diskret koordinatalar orasidagi bo'limlar kesuvchi asbob tutqichining traektoriyasiga mos keladigan fazoda cho'zilgan to'g'ri chiziq bilan ifodalanadi.
Doiraviy interpolyatsiya– uchastkaning ko'rinishini radiusga o'xshash yoy shaklida kesish konturiga o'tkazadi. CNC qurilmalarining imkoniyatlari syujet tavsifi va katlama algebrasining konturi o'rtasidagi interpolyatsiyani ta'minlashga imkon beradi.
Gwent interpolyatsiyasi- vida chizig'i ikki turdagi ilmoqlardan iborat: bir tekislikda dumaloq va xuddi shu maydonga perpendikulyar chiziqli. Bunday vaziyatda siz aylana yoki aylantiriladigan versatning uchta koordinatasi (o'qi) chiziqli uzatishni dasturlashingiz mumkin.
CNC tizimining eng muhim texnik tavsifi є її alohida bino yoki diskretlik .
Diskretlik- bitta asosiy impulsga to'g'ri keladigan versatning yakuniy organining siljishining minimal mumkin bo'lgan miqdori (chiziqli yoki egrilik).
Ko'pgina joriy CNC tizimlari 0,01 mm / impuls o'lchamlariga ega. 0,001 mm/puls o'lchamlari bilan tebranish tizimiga o'rganing.
CNC tizimi aslida boshqa turdagi boshqaruv tizimlaridan ustundir.
CNC tizimlarining tasnifi
Ishchi organlarning inqilobining texnologik imkoniyatlari va xarakteri ortida CNC tizimlari uch guruhga bo'linadi:
Pozitsion tizimlar bir yoki ikkita koordinata yordamida versatning yakuniy organining chiziqli harakatini ta'minlash. Ob'ektning pozitsiyadan pozitsiyaga harakatlanishi maksimal suyuqlik bilan va uning ma'lum bir pozitsiyaga yaqinlashishi - minimal (o'zgaruvchan) suyuqlik bilan sodir bo'ladi. Burg'ulash va koordinatalarni o'stirish dastgohlari bunday CNC tizimlari bilan jihozlangan.
Tizim sxemalari Ishchilarning ishlov berish dasturiga muvofiq ma'lum bir tezlikda ma'lum bir traektoriya bo'ylab harakatlanishi uchun mo'ljallangan. To'g'ri, to'g'ri chiziqli va egri chiziqli qoliplarni ta'minlaydigan CNC tizimlari kontur (erkin bo'lmagan) tizimlarga keltiriladi va fragmentlar kontur orqasidagi qismni qayta ishlashga imkon beradi. To'rtburchaklar qoliplari bo'lgan CNC tizimlarida dastgoh chiziq bo'ylab koordinata o'qlari bo'ylab harakatlanadi, shuning uchun asbob yo'li pog'onali ko'rinishga ega va bu yo'lning teri elementi koordinata o'qlariga parallel. Yadro koordinatalari soni bunday tizimlarda 5 ga etadi , A soatiga koordinatalar soni 4 . To'g'ri chiziqli shaklli tuzilmalarga ega CNC tizimlarida asbobning tutqichi ikkita koordinata o'qiga (X va Y) bo'linadi. Ushbu tizimlarda ikkita koordinatali interpolator o'rnatilgan bo'lib, u yadro impulslarini to'g'ridan-to'g'ri ikkita besleme drayviga ko'radi. Zagalne Keramika koordinatalari soni 2-5 ta. Egri shaklga ega CNC tizimlari katlanadigan kavisli konturli qismlarni joylashtirish uchun tekis va hajmli qismlarni kesish imkonini beradi. CNC tizimining konturlari aylanadigan motorni boshqaradi. Torna, frezalash va burg'ulash mashinalari bunday tizimlar bilan jihozlangan.
Kombinatsiyalangan tizimlar (universal) Har ikkala pozitsion va kontur tizimlarining xususiyatlari va keng ko'lamli dastgohlar uchun eng keng tarqalgan turlari (burg'ulash-frezalash-rosting) mavjud.
CNC boshqaruv tizimlariga ega bo'lgan mashinalarda boshqaruv dastur shaklida ishlaydi, unda geometrik va texnologik ma'lumotlar raqamli shaklda kiritiladi.
Atrofdagi guruhda siz raqamli ko'rsatkich va koordinatalar oldindan o'rnatilgan tartiblarni ko'rishingiz mumkin. Bu universallar elektronga ega kerakli nuqtalarning koordinatalarini aniqlash uchun qurilma (koordinata tanlash) va kerakli holatga o'tish uchun buyruqlar beruvchi pozitsiya datchiklari bo'lgan shpal. Bu bilan Stol ustidagi terining holati ekranda ko'rsatiladi (raqamli ko'rsatkich) . Bunday verstatlarda siz koordinatalarni yoki raqamli displeyni o'rnatishingiz mumkin; Robotning chiqish dasturi maket dizayneri tomonidan o'rnatiladi.
PU dan mashinalar modellari uchun F harfi va belgilangan avtomatlashtirish darajasi uchun raqam qo'shiladi:
F 1- Raqamli ko'rsatkich va koordinatalar oldindan o'rnatilgan tartib;
F 2– to'g'ri kesilgan va pozitsion CNC tizimlari bilan terish;
F 3– konturli tekis va kavisli CNC tizimlariga ega dastgohlar;
F 4- Pozitsiyali va konturni kesish uchun universal CNC tizimiga ega verstats.
Bundan tashqari, CNC stanogining berilgan modeliga C1, C2, C3, C4 va C5 prefikslari qo'shilishi mumkin, bu stanoklarga o'rnatilishi mumkin bo'lgan CNC tizimlarining turli modellarini, shuningdek, laverlarning turli texnologik imkoniyatlarini ko'rsatadi. . Masalan, 16K20F3S1 rusumli dastgoh “Kontur 2PT-71” CNC tizimi bilan jihozlangan, 16K20F3S4 modelidagi dastgoh EM907 CNC tizimi va boshqalar bilan jihozlangan.
bilan maketlar uchun sikl tizimlari PU belgilangan model uchun kiritilgan Indeks C , s operatsion tizimlar – Indeks T (masalan, 16K20T1). CNC stanokning ishchi qismlarini va shakllantirish jarayonida ularning harakatlarining ravonligini, shuningdek, ishlov berish siklining izchilligini, kesish rejimini va turli xil qo'shimcha funktsiyalarni nazorat qilishni ta'minlaydi.
CNC mashinalarini tavsiflash uchun quyidagi ko'rsatkichlar qo'llaniladi:
Aniqlik klassi :N- Oddiy aniqlik, P- oshdi aniqlik, U- yuqori aniqlik, A- Ayniqsa, yuqori aniqlik, Z- Yuqori aniqlik (master terish);
Texnologik operatsiyalar , skameykada kesish : burish, burg'ulash, frezalash, silliqlash va boshqalar;
Torna stanogining asosiy parametrlari : kartrijli mashinalar uchun- yotoq ustidagi o'rnatilgan viroboning eng katta diametri; markaziy va kartrij ish stantsiyalari uchun- qo'llab-quvvatlash ustidagi hosil bo'lgan teshikning eng katta diametri; shtrixli torna mashinalari uchun verstate - kesilayotgan tayoqning eng katta diametri; frezalash va burg'ulash mashinalari uchun Verstats - stolning ishchi yuzasining umumiy o'lchamlari (uzunligi, kengligi), dumaloq aylanadigan stolning ishchi yuzasining diametri; burg'ulash uchun Verstat - matkapning eng katta diametri, osilgan milning diametri va boshqalar;
Skameykaning ishchi qismlarining siljish qiymatlari – ikkita koordinata uchun tayanch, ikkita koordinata uchun stol, chiziqli koordinatalar uchun shpindel birligi va boshqalar;
Diskretlikning o'lchami (pastdagi narx) har bir dastur uchun minimal talab qilinadigan harakat (croc);
Keramika koordinatalari asosida joylashishni aniqlashning aniqligi va takrorlanishi ;
Bosh rokni boshqaring – turi, nominal va maksimal kuchlanish qiymatlari, shpindelni o‘rash tezligi chegaralari (pog‘onali yoki qadamsiz), ish tezligi soni, avtomatik almashinadigan tezliklar soni;
Verstat tasma drayveri – koordinata, tur, nominal va maksimal moment, ishchi ozuqalar tezligi va ishchi ozuqalar tezligi, harakat tezligi o'rtasidagi;
Asboblar soni – to'sar, turret boshi, asboblar do'konida;
Asbob turini o'zgartirish - avtomatik, qo'lda;
Ish stolining umumiy o'lchamlari .
Asosiy dasturni tayyorlash va joriy etish usuli uchun alohida:
CNC operatsion tizimlari(bu holda ma'lum bir dastur to'g'ridan-to'g'ri dastgohda tayyorlanadi va tahrirlanadi, partiyadan birinchi qismni qayta ishlash yoki uni qayta ishlashga taqlid qilish jarayonida);
moslashuvchan tizimlar, buning uchun qism qayta ishlanadigan joydan qat'i nazar, nazorat dasturi tayyorlanmoqda. Bundan tashqari, uni boshqaradigan dasturlarni tayyorlash shart emas, siz ushbu mashinaning CNC tizimiga kiritilgan hisoblash texnologiyasining qo'shimcha usullaridan foydalanishingiz yoki undan foydalanishingiz mumkin (qo'lda yoki dasturlash uchun qo'shimcha avtomatlashtirish tizimidan foydalanish).
Texnik imkoniyatlarning raqobati ortida Xalqaro amaliyotda dasturiy ta'minotni boshqarishning raqamli tizimlarining quyidagi belgilari qabul qilinadi:
NC(Kompyuterning raqamli boshqaruvi) - CNC;
HNC(Qo'l raqamli boshqaruv) - qo'shimcha kalitlar, kommutatsiya va boshqalar yordamida masofadan boshqarish pultidan operator tomonidan oldindan o'rnatilgan ishlov berish dasturlari bilan boshqa turdagi CNC qurilmasi;
SNC(Speiher Numerical Control) - o'zi boshqaradigan barcha dasturlarni saqlash uchun xotiraga ega bo'lgan CNC qurilmasi (dastur ichki xotirada saqlanadi);
CNC– CNC qurilmasi bitta CNC mashinasi bilan kesish imkonini beradi; Qurilma mini-yadro tuzilishiga o'xshaydi - EOM yoki protsessor; dasturiy ta'minotni boshqarishning funktsional imkoniyatlarini kengaytiradi, CPni saqlash va uni ish joyida tahrirlash, operator bilan muloqot qilish, keng ko'lamli tuzatishlar, mumkin Dasturni ish soati davomida o'zgartirish mumkin;
D.N.C.(To'g'ridan-to'g'ri raqamli nazorat) - yuqori darajadagi tizimlar, ular quyidagilarni ta'minlaydi: bir vaqtning o'zida EOMning sahna ortidagi mashinalar guruhini boshqarish; sezilarli miqdordagi dasturlarni xotirada saqlash; yo'l harakati politsiyasining qo'shimcha tizimlari bilan o'zaro hamkorlik (tashuv, saqlash); bu yoki boshqa qismlarga ishlov berish vaqtini tanlang; ish soatlari va to'xtab qolish vaqtining ko'rinishi va boshqalar.
Axborot oqimlari soni uchun CNC tizimlari yopiq, ochiq va moslashuvchan bo'linadi.
Ochiq tsiklli tizimlar o'qish stantsiyasidan yakuniy hokimiyatga o'tadigan bitta ma'lumot oqimining mavjudligi bilan tavsiflanadi. Bunday tizimlarning mexanizmlari kuchli motorlarga ega. Bu signallari turli yo'llar bilan qo'llaniladigan, masalan, gidravlik momentlar yordamida, besleme haydovchisining ishlaydigan vintiga ulangan milni belgilaydigan qurilma. Ochiq aylanish tizimida o'chirish sensori mavjud emas va shuning uchun oxirgi boshqaruv elementlarining holatining ishlashi haqida kunlik ma'lumot beradi.
Yopiq tizimlar CNClar ikkita axborot oqimi bilan tavsiflanadi - o'qish moslamasidan va dozalash eshigi sensoridan. Ushbu tizimlarda turli organlarni belgilangan va samarali qiymatlar o'rtasida harakatlantira olmaslik teskari aloqa mavjudligi bilan bog'liq.
Moslashuvchan tizimlar CNClar uchta axborot oqimi bilan tavsiflanadi: 1) o'qish qurilmasidan; 2) darvoza sensoridan ulanishga; 3) ishlov berish jarayonini kuzatuvchi ishlov berish mashinasiga o'rnatilgan datchiklardan, masalan, kesish asbobining eskirishi, kesish va ishqalanish kuchlarining o'zgarishi, ishlov beriladigan ish qismi materialining ruxsat etilganligi va qattiqligining o'zgarishi va boshqalar. Bunday dasturlar sizga haqiqiy aqllarni tushunish bilan ishlov berish dasturini sozlash imkonini beradi.
Muayyan turdagi CNC uskunasini tanlash tayyorlanayotgan qismning murakkabligiga va seriyali ishlab chiqarishga bog'liq. Seriyali ishlab chiqarish qanchalik kam bo'lsa, onaning ko'p qirraliligi tufayli texnologik moslashuvchanlik shunchalik yuqori bo'ladi.
Bir partiyali ishlab chiqarishda katlanadigan keng profilli qismlarni ishlab chiqarishda CNC ishlov berish mashinalaridan foydalanish bir xil texnik jihatdan tasdiqlangan echimlar bilan mumkin. Ushbu uskunani bir vaqtning o'zida to'liq muzlatish kerak, chunki uskunani tezda tayyorlash mumkin emas. Seriya ishlab chiqarish, shuningdek, ko'p CNC ishlov berishni talab qiladi. Kelajakda avtonom CNC mashinalari yoki bunday mashinalardan tizimlar qayta konfiguratsiya qilinayotgan keng ko'lamli ishlab chiqarishda keng qo'llaniladi.
CNC ishlov berish mashinasining asosiy xususiyati shundaki, u ma'lum bir qismni va texnologik rejimlarni qayta ishlash uchun robotli ishlov berish siklini qayd etadigan ishlov berish dasturi (CP) orqasida joylashgan robotdir. Skameykada ishlov beriladigan qismni o'zgartirganda, dasturni o'zgartirish kifoya qiladi, bu esa skameykalarni qo'lda boshqarish bo'yicha operatsiyaning murakkabligi bilan solishtirganda qayta sozlash qiyinligini 80...90% ga kamaytiradi.
Asosiy CNC mashinalarining afzalliklari:
Ish dastgohining unumdorligi 1,5 .... 2,5 baravar ortadi, qo'lda boshqariladigan shunga o'xshash dastgohlarning unumdorligiga teng;
Mashina asbobining aniqligi va unumdorligi bilan universal boshqaruvning moslashuvchanligi amalga oshiriladi;
malakali robot ishchilariga - ish stoli ishchilariga bo'lgan talab kamayadi va ishlab chiqarish ta'limi muhandislik sohasiga o'tkaziladi;
bir dasturda tayyorlangan qismlar. Ê almashtirilishi mumkin, shuning uchun katlama jarayonida ishlayotganda soat tez ishlaydi;
Yangi qismlarni, shu jumladan dasturlarni ilg'or tayyorlashni, oddiyroq va universal texnologik uskunalarni tayyorlash va ishlab chiqarishga o'tish shartlari tez o'zgarib bormoqda;
Ehtiyot qismlar ishlab chiqarish tsiklining chiqindilari kamayadi va tugallanmagan ishlab chiqarish zaxiralari o'zgartiriladi.
Oziq-ovqat mahsulotlarini nazorat qilish:
Keruvannya verstats uchun dastur nima? PU mashinalarining qanday turlarini bilasiz?
CPUdan sxemalar nimani anglatadi?
CNC dastgohi nima? Qanday turdagi CNC tizimlarini bilasiz?
CNC dastgohlarining o'ziga xosligi ortida qanday printsip bor?
CNC mashinalarini o'rnatishning asosiy afzalliklarini qayta ko'rib chiqing?
CNC dastgohlarining koordinatali o'qlari va tuzilmalari
Barcha CNC dastgohlari uchun ISO standarti - R841: 1974 tomonidan tavsiya etilgan yagona koordinatalar tizimi o'rnatiladi. Koordinatalar dastgoh yoki ishlov beriladigan qismning mil o'qining holatini, shuningdek asbob yoki ish qismi uchun chiziqli yoki dumaloq besleme qo'llarini ko'rsatadi. . Bunday holda, dastgohlar ustidagi tutqichlarning koordinata o'qlari va yo'nalishlarini belgilash ishlov berish operatsiyasini dasturlash asbobning ko'chirilishi yoki tayyorlanishiga bog'liq bo'lmasligi uchun o'rnatiladi. Asos - buzilmaydigan ish qismining koordinata tizimiga muvofiq asbobning harakati.
Standart koordinatalar tizimi ishlov beriladigan qismga ulangan o'ng tomonli tizim bo'lib, uning o'qlari dastgohning to'g'ri chiziqlariga parallel.
Barcha chiziqli siljishlar koordinatalar tizimida ko'rinadi X , Y , Z . Koordinata o'qlariga teri bo'ylab dumaloq hizalanish lotin alifbosining buyuk yozuvchilari sifatida tan olingan : A, B, C (6-rasm). All-in-and-handers da, Zbiga bosh ruff, Tobto shpindel, cho'pon izhroument (Sverdile va zo'ravon ushlash jonli yilda), milya, boshpana boshpana (da). aylanayotgan don donalari). Asosiy ramkada bir nechta shpindellar mavjudligi sababli, ish qismi o'rnatiladigan stolning ishchi yuzasiga perpendikulyar milni tanlang.

Malyunok 6- CNC dastgohlari uchun standart koordinatalar tizimi
Rux eksa bo'ylab Z ijobiy ma'noda Men sizga to'g'ridan-to'g'ri aytishim mumkin Asbobni tayyorlash bilan tanishtirish . Burg'ulash va burg'ulash dastgohlarida ishlov berish asbobni Z o'qi bo'ylab salbiy yo'nalishda harakatlantirish orqali amalga oshiriladi.
Eksa X aybdor roztashovuvatisya muhim gorizontal va ish qismini mahkamlash yuzasiga parallel. Tutqichni ishlov beriladigan qismning radiusi bo'ylab to'g'rilashning X o'qi bo'ylab va ko'ndalang to'g'ri chiziqlarga parallel ravishda aylantiradigan (aylanadigan) ishlov beriladigan dastgohlarda. Eksa bo'ylab ijobiy harakat X Bu asbob kutilmoqda , boshida ko'ndalang chanalarni o'rnatish, o'rash o'qidan tashqariga chiqing tayyorlangan.
O'rash mumkin bo'lgan asboblar bilan skameykalarda. Z o'qining gorizontal aylanishi bilan (frezeleme, burg'ulash). eksa bo'ylab ijobiy siljish X virobo yaqinidagi asosiy asbob miliga mos keladigan o'ng tomonga yo'naltirilgan. Z o'qi vertikal ravishda aylantirilganda, bitta ustunli dastgohlar uchun X o'qi bo'ylab o'ngga, ikki ustunlilar uchun esa asosiy asbob mili chap rafga o'tkaziladi.
Eksa bo'ylab ijobiy yo'nalish Y Barcha Y Z va X o'qlari bilan bir vaqtda o'ng qo'l koordinata tizimini yaratishi uchun trekni tanlang. Va o'ng qo'l uchun to'g'ri qoida: bosh barmog'i hammasi X, ayblovchi barmoq hammasi Y, o'rta barmoq hammasi Z ( chaqaloq).
Agar X, Y va Z o'qlari bo'ylab qo'shimcha ravishda asosiy (birlamchi) to'g'ri chiziqli qo'llar va ularga parallel bo'lgan ikkilamchi qo'llar mavjud bo'lsa, ular U, V, V deb belgilanadi. Uchinchi qo'llar bo'lsa, ular P, Q deb belgilanadi. men R.
Ishchi dastgohning ishchi organlarining birlamchi, ikkilamchi va uchinchi qo'llari ushbu jismlarning asosiy shpindeldan masofasiga qarab belgilanadi.
A, B va C o'qlariga parallel yoki parallel bo'lgan ikkilamchi vertikal qo'llar D yoki E bilan belgilanadi.
Koordinatalardan foydalanishni boshlash usullari
CNC mashinasini sozlashda tugatish elementi chiqish joyiga o'rnatiladi, u ish qismini mashinada qayta ishlashda harakatlanadi. Asbob har doim traektoriyaning belgilangan mos yozuvlar nuqtasidan o'tishi kerak. Boshqarish elementining miqdori va to'g'ridan-to'g'ri bir pozitsiyadan ikkinchisiga harakatlanishi NCda ko'rsatilgan va dastgoh dizayni va CNC tizimiga qarab skameykada turli usullar bilan sozlanishi mumkin. Zamonaviy CNC dastgohlarida harakatlanishning ikkita usuli mavjud: mutlaq va nisbiy (o'sish bilan).
Koordinatalar uchun mutlaq usul - kob koordinatalarining joylashuvi barcha ishlov beriladigan qismlarga ishlov berish dasturlari uchun (o'zgarmas) o'rnatiladi. Dastur katlanganda, koordinata bazasi sifatida ko'rsatilgan ketma-ket kengaytirilgan nuqtalar koordinatalarining mutlaq qiymatlari qayd etiladi. Dasturlar bilan koordinatalarni qayta ishlashda, dasturni qayta ishlash jarayonida xatolar to'planishi harakat qilmasligi uchun ehtiyot bo'ling.
Koordinatalarni ko'rishning eng yaxshi usuli - yakuniy organning pozitsiyasi darhol nol pozitsiyasi sifatida qabul qilinadi, chunki u boshlang'ich mos yozuvlar nuqtasiga harakatning ildizidan oldin sodir bo'ladi. Ushbu turdagi dasturlarda asbobning nuqtadan nuqtaga ketma-ket harakatlanishi uchun ko'proq koordinatalar qayd etiladi. Ushbu usul kontur CNC tizimlarida keng qo'llaniladi. Yakuniy mos yozuvlar nuqtasini ushbu mos yozuvlar nuqtasida joylashtirishning to'g'riligi, dasturni qayta ishlash jarayonida siljish xatolarining to'planishiga olib keladigan chiqishdan boshlab, barcha oldinga yo'naltirilgan mos yozuvlar nuqtalarining koordinatalarini qayta ishlashning aniqligi bilan belgilanadi.
CNC dastgohlarini dasturlash va sozlash qulayligi uchun turli organlarning harakatlari orasida bir qator chiqishlar uchun koordinatalar tanlanishi mumkin. Ushbu qo'pol koordinatalar deyiladi " suzuvchi nol" va asosan pozitsion CNC tizimlari bilan jihozlangan burg'ulash va metallga ishlov berish dastgohlarida ishlab chiqariladi.
Asosiy dasturlarni ishlab chiqish
Boshqaradigan dasturlarni ishlab chiqishda quyidagilar zarur:
kesish va yordamchi asboblar va qurilmalarni tanlash bilan operatsiyalar ketma-ketligiga asoslangan marshrutni qayta ishlash texnologiyasini loyihalash;
kesish rejimlari va kesish asboblari o'sishining muhim traektoriyalari bilan ishlash texnologiyasini ishlab chiqish;
kesish asboblari traektoriyasi uchun mos yozuvlar nuqtalarining koordinatalarini aniqlash;
rozraxunko-texnologik xaritani va verstatni ishlab chiqish xaritasini katlayın;
ma'lumotlarni kodlash;
ma'lumotni dastur tashuvchisiga qo'ying va uni mashinaning CNC qurilmasi haqidagi topishmoqqa yuboring yoki masofadan boshqarish pultidagi CNC qurilmasini qo'lda tering;
agar kerak bo'lsa, dasturni kuzatib boring va tuzating.
Kerakli stul qismlarini dasturlash uchun dastgohni ishlatish bo'yicha qo'llanma, dasturlash ko'rsatmalari, kesish asboblari katalogi va kesish rejimlari standartlari.
GOST 20999-83 bo'yicha dastur elementlarini qayd etish birinchi tartibda kadrlar ketma-ketligi va belgilarning quyidagi turlariga qarab amalga oshiriladi (bo'lim. 1-jadval).
1-jadval Asosiy belgilar va belgilarning ma'nolari
|
Belgi |
Ahamiyati |
|
X o'qi atrofida aylantiring |
|
|
Y o'qi atrofida aylantiring |
|
|
Z o'qi atrofida aylantiring |
|
|
Asbobning yana bir funktsiyasi |
|
|
Boshqa oziqlantirish funktsiyasi |
|
|
Oziqlantirishning birinchi funktsiyasi (tezligi). |
|
|
Tayyorlash funktsiyasi |
|
|
Asbobning ishlash muddatini tuzatish |
|
|
X o'qiga parallel ravishda kesilgan interpolatsiya parametri yoki kesish uzunligi |
|
|
Y o'qiga parallel ravishda kesilgan interpolatsiya parametri yoki kesish uzunligi |
|
|
Z o'qiga parallel ravishda kesilgan interpolatsiya parametri yoki kesish uzunligi |
|
|
Qo'shimcha funktsiya |
|
|
Ramka raqami |
|
|
X o'qiga parallel ravishda siljishning uchinchi dovzhina |
|
|
Y o'qiga parallel ravishda siljishning uchinchi dovzhina |
|
|
Z o'qining sirpanish harakati yoki Z o'qiga parallel harakatning uchinchi dovjinidagi harakat |
|
|
Bosh ruhining vazifasi (kuch). |
|
|
Asbobning birinchi funktsiyasi |
|
|
Ikkilamchi siljish, X o'qiga parallel |
|
|
Ikkilamchi siljish, Y o'qiga parallel |
|
|
Ikkilamchi siljish, Z o'qiga parallel |
|
|
Birlamchi siljish, X o'qiga parallel |
|
|
Birlamchi siljish, Y o'qiga parallel |
|
|
Birlamchi siljish, Z o'qiga parallel |
|
|
Asosiy dastur blokining tugashini bildiruvchi belgi |
|
|
Yadro dasturining boshlanishini bildiruvchi belgi |
|
|
Matematik belgisi |
|
|
Matematik belgisi |
|
|
O'n belgi |
Dastur ramkasi (ibora)- bir xil tartibda joylashtirilgan va bitta texnologik ish operatsiyasi haqida ma'lumotni olib yuruvchi so'zlar ketma-ketligi (8-rasm).
So'z dasturi– butun qo‘shiqni tashkil etuvchi belgilar ketma-ketligi.
Malyunok 8- Dastur ramkasi
Professional dasturning terisi qasos uchun aybdor:
"ramka raqami" so'zi;
Axborot so'zlari va so'zlari (chalg'itmaslikka ruxsat beriladi);
"Yakuniy ramka" belgisi;
yorliq belgisi (to'xtashga ruxsat berilmaydi). Agar bu belgilar ishlatilsa, badbo'y hid "Kadr raqami" so'zlaridan tashqari, UE ramkasida teri so'zidan oldin joylashtiriladi.
so'z (yoki so'zlar) "tayyorlash funktsiyasi";
quyidagi belgilar ketma-ketligida yozilishi tavsiya etiladigan "o'lchovli siljishlar" so'zlari: X, Y, Z, U, V, W, P, Q, R, A, B, C;
"Interpolyatsiya parametri" yoki "Kesish vaqti" so'zlari I, J, K;
so'z (yoki so'zlar) qo'shiq o'qi bilan bog'liq bo'lgan "Oziqlantirish funktsiyasi" va darhol bu o'q bo'ylab "O'lchovli joy almashinuvi" so'zlaridan keyin kelishi kerak; ikki yoki undan ortiq o'qlarga tegishli bo'lgan "Oziq funksiyasi" so'zi "O'lchovli joy almashinuvi" so'zidan keyin bo'lishi mumkin;
"Bosh ruhining vazifasi" so'zi;
so'z (yoki so'zlar) "Asbob funktsiyasi";
so'z (yoki so'zlar) "Qo'shimcha funktsiya".
Qabul qilingan turlarning qiymatlarida aniqlangan D, E, H, U, V, W, P, Q, R manzillari bilan yozuvlarni yozish tartibi va ko'pligi ma'lum bir CNC ko'rinishida ko'rsatilgan. qurilma.
UE ning bir ramkasi o'rtasida "Silinish o'lchamlari" va "Interpolyatsiya parametri" yoki "Bo'linish uzunligi" so'zlari takrorlanmasligi kerak; Bitta guruhga kirgan "Tayyorlash funktsiyasi" so'zlarini ishlatishning zarari yo'q.
UEdagi "Bosh ramka" (:) belgisidan keyin qayta ishlashni boshlash yoki yangilash uchun zarur bo'lgan barcha ma'lumotlar qayd etiladi. Ushbu belgi ma'lumotlar tashuvchisidagi dasturlarni belgilash uchun ishlatiladi.
UP ramkasidagi har bir so'z manzil belgisidan (lotin alifbosining bosh harfini jadvalda ko'rish mumkin), "+" yoki "-" matematik belgisidan (ehtiyojlar uchun), raqamlar ketma-ketligidan iborat bo'lishi mumkin.
UEdagi so'zlar ikkita usuldan birida yozilishi mumkin: vikariy stanzasiz (aniq, o'ninchi komaga aylanadi). Aniq o'ninchi koma "DS" belgisi bilan ko'rsatilgan. Shuni ta'kidlash kerakki, o'ninchi koma pozitsiyasi ChPKning ma'lum bir bo'linmasining xususiyatlarida ko'rsatilgan.
Bir kunning o'ninchi belgisiga ega bo'lgan so'zning o'ninchi belgisi bo'lgan so'zlardan so'zlarni yozishda CPC qurilmasiga butun son sifatida qarash kerak. Bunday holda, belgidan oldin yoki keyin paydo bo'lishi mumkin bo'lgan ahamiyatsiz nollar qoldirilishi mumkin: X.03 X o'qi bo'ylab 0,03 mm hajmni bildiradi; X1030 - X o'qi bo'ylab 1030 mm o'lcham.
Dasturlashning ushbu vaqtida teshilgan tikuvda ma'lumotni yozib olishning manzil usuli ko'pincha qo'llaniladi. Har bir freym bo'yicha ma'lumotlar ikki turga bo'linadi: 1) harf (manzil), bu buyruq berilgan CNC tizimining (yoki dastgohning) yakuniy boshqaruvini bildiradi; 2) manzildan keyingi raqam terishning yakuniy organining harakat miqdorini ("+" yoki "-" belgisi bilan) yoki kod yozuvini (masalan, ozuqa miqdori) anglatadi. Harf va raqam va so'z. Dastur ramkasi bir, ikki yoki ko'p so'zlardan iborat.
Ish qismini stanokda qayta ishlash uchun bir qator UP freymlari uchun kodlash yozuvi quyidagicha ko'rinishi mumkin:
No 003 X+000000 - X o'qi bo'ylab kesmaning nol nuqtasiga harakati;
No 004 Z+000000 – kesimning Z o‘qi bo‘ylab nol nuqtasigacha harakatlanishi;
No 005 G26 - o'sishda ishlash buyrug'i
№ 006 G10 X -006000 - G10 -chiziqli interpolyatsiya (to'g'ridan-to'g'ri
harakat yo'li)
007 X-014000 F10080 raqami
№008 Z+000500 F10600
№009 X +009500 F70000
№010 X +002000 Z -001000 F10100
………………………………………………………..
…………………………………………………………….
№………M102
Harflardan keyingi raqamlar so'zning raqamli qismining raqamlari sonini ko'rsatadi. X, Z, I, K qo'llarining manzillari CNC robotining turli rejimlarida geometrik ma'lumotlarni ifodalovchi raqamlarning turli raqamlariga tayinlangan. Ushbu ma'lumot impulslar soni ko'rinishida qayd etiladi (IO harakatining millimetrlari soni, ularni qayta ishlashning diskretligiga bo'linadi).
So'z (yoki so'zlar ) "Tayyorlash funktsiyasi" 2-jadvalda ko'rsatilganidek, kod belgisi bilan ifodalanishi mumkin.
2-jadval - Tayyorlash funktsiyalari
|
Uchrashuv funktsiyalari |
Funktsiya ma'nolari |
|
Lavozim. Belgilangan nuqtada silliq harakat. Oldin belgilangan ish tasmasi ofset qilinmaydi |
|
|
Chiziqli interpolyatsiya. To'g'ri chiziq bo'ylab dasturlashtirilgan tasmadan nuqtaga o'tish |
|
|
Yil strelkasi bo'ylab va unga qarshi doimiy ravishda aylana interpolyatsiyasi |
|
|
Ramka uchun masofadan boshqarish pultidan o'rnatiladigan birinchi soat namunadagi soya |
|
|
Timchasning tishi. Zupinaning trivalligi kesilmaydi. Robotda tugmani bosadigan siferblat mavjud |
|
|
Parabolik interpolyatsiya. Dasturlashtirilgan ozuqa bilan parabolik aylanish |
|
|
Rozgin. Besleme tezligini boshoqdagi dasturlashtirilgan qiymatga silliq oshiring |
|
|
Galmuvannya ramkaning oxirida. Besleme tezligini belgilangan qiymatga silliq o'zgartiring |
|
|
XY, XZ, YZ bo'yicha interpolyatsiya joylari |
|
|
Kesish ko'payadigan va o'zgarib turadigan doimiy qobiq bilan mos keladi. |
|
|
G41-G52 funktsiyalaridan biri bilan belgilangan asbobning kompensatsiyasi |
|
|
Konturni kesish vaqtida asbobning diametri yoki radiusini sozlash. Kesish vositasi chap qo'lda ham, o'ngda ham ish qismlari uchun javob beradi |
|
|
Asbobning diametri yoki radiusini tuzatish aniq ijobiy va salbiy |
|
|
To'g'ri chiziqli shaklga ega asbobning diametri yoki radiusini tuzatish: |
|
|
G54-G59 funktsiyalaridan biri bilan belgilangan chiziqli birikmaning konkida uchishi |
|
|
X, Y, Z koordinatalari bo'ylab va XY, XZ, YZ tekisliklarida bir tekisda chiziqli chizish |
|
|
Kran bilan kesish |
|
|
G81-G89 funktsiyalaridan biri tomonidan belgilangan statsionar tsiklni tanlash |
|
|
Post tsikllari |
|
|
Mutlaq o'lcham. CNC tizimining nol nuqtasida kob bilan mutlaq koordinatalar tizimida harakat qilish |
|
|
O'lchamdagi o'lchamlar. Oldingi dasturlashtirilgan nuqtaga o'tish uchun |
|
|
Mutlaq jamg'arib boriladigan zaxiralarni o'rnatish |
|
|
Funktsiyaning ozuqa tezligi, aylanish vaqti |
|
|
Oziqlantirish birligi bir tomonga, ikkinchisiga esa tengdir |
|
|
Kesish tezligi birligi (m/h) |
|
|
Bir bosh ruhu (pro/xv) |
Eslatma: G07, G10-G16, G20, G32, G36-G39, G60-G62, G64-G79, G98, G99 zaxira kodlari.
Barcha o'lchamli siljishlar mutlaq yoki kattaroq qiymatlarda ko'rsatilishi kerak. Tekshirish usulini tayyorlash funksiyalaridan biridan tanlash kerak: G90 (mutlaq o'lcham) yoki G91 (kattalashtirilgan o'lcham) ).
"O'lchovli joy almashinuvi" teri so'zining manzilidan keyin ikkita raqam qo'yiladi, ularning birinchisi o'ninchi komagacha bo'lgan ajralishlar sonini va zarbalar sonining butun qismini, ikkinchisi - tushirishlar sonini ko'rsatadi. Komidan keyin Agar siz “O‘lchamli siljish” so‘zlarida birinchi raqamdan oldin va qolganidan keyin paydo bo‘ladigan nollarni tashlab qo‘ysangiz, “O‘lchamli siljish” manzilidan keyin uchta raqam qo‘yiladi. Agar birinchi raqamdan oldin nollar qoldirilsa, unda birinchi raqam nol uchun aybdor. Agar raqamdan keyin paydo bo'ladigan nollar qoldirilsa, qolgan raqam nol uchun javobgardir.
Barcha chiziqli siljishlar millimetr va o'nlab qismlarda ifodalanadi. Barcha o'lchamlar radian va darajalarda berilgan. Har bir navbatga o'nlab qismlarda kesilgan o'lchamdagi navlarga ruxsat beriladi.
CNC moslamasi koordinata tizimining kelib chiqishi asosida o'lchamlarni mutlaq qiymatlarda (ijobiy va salbiy) o'rnatishga imkon berganligi sababli, matematik belgi ("+" yoki "-") "O'lchovli joy almashinuvi" so'zining ombori hisoblanadi. va birinchi raqamni terining o'lchamiga o'tkazishi mumkin.
Agar mutlaq o'lchamlar har doim ijobiy bo'lsa, u holda manzil va undan keyingi raqam o'rtasida ijobiy belgi qo'ymang, lekin agar ular ijobiy yoki salbiy bo'lsa, unda belgi qo'yiladi.
CNC qurilmasi o'sish o'lchamlarini belgilashga imkon berganligi sababli, matematik belgi harakat yo'nalishini ko'rsatadigan birinchi raqamni teri o'lchamiga o'tkazishi kerak.
Asbobning katlama traektori maxsus qurilma - interpolator bilan ta'minlangan. Chiziqli va yoyli kesmalarning interpolyatsiyasi berilgan traektoriyaning chizmalari bo'ylab yonma-yon amalga oshiriladi. Bo'limlarning terisi kamera dasturining bir yoki bir nechta ramkalarida yozilishi mumkin.
Traektoriyaning interpolyatsiya qilingan qismining funktsional tabiati (to'g'ri chiziq, aylana, parabola yoki yuqori tartibli egri) chiziq sifatida belgilanadi.tayyorlash funktsiyasi (G01 - G03, G06). Interpolatsiya parametrlarini o'rnatish uchunjam manzillari I, J, K, egri chiziqlarning geometrik xususiyatlarining vikoristik qiymatlari (masalan, qoziq yoyi markazi, radiuslar, kesmalar va boshqalar). Agar siz interpolyatsiya parametrlari bilan birga matematik belgini ("+" yoki "-") yozishingiz kerak bo'lsa, siz manzil belgisidan keyin va raqamli belgilardan oldin o'tishingiz mumkin. Belgisi kundalik bo'lgani uchun, + belgisi hurmatga qo'yiladi.
Interpolatsiyaning teri qismining so'nggi nuqtasi oldingi qismning oxirgi nuqtasiga yaqin, shuning uchun u yangi ramkada takrorlanmaydi. Ushbu interpolyatsiya chizig'ida joylashgan va bir xil koordinatalarga ega bo'lgan teri oyoq nuqtasi harakat manzillari bilan qo'shni ma'lumot ramkasini ko'rsatadi. X, Y yoki Z.
Bugungi CNC qurilmalari o'zlarining dasturiy ta'minotida eng oddiy interpolyatsiya uchun o'rnatilgan funktsiyalarga ega. Shunday qilib, CNC tornalarida 45 ° kesma ostidagi chamfer manzil bilan belgilanadi Z Bu koordinataning orqasidagi belgi va so'nggi o'lchamdir, bu erda qism pahdan oldin qayta ishlanadi. Manzil orqasida imzo qo'ying Z X koordinatasi orqasida ishlov berish belgisidan qochish uchun ehtiyot bo'lish kerak (Malyunok, a). To'g'ridan-to'g'ri Z koordinatasi faqat salbiy yo'nalishda o'rnatiladi.
Yoyni aniqlash uchun yoyning so‘nggi nuqtasi koordinatalarini va R manzili orqasidagi radiusni yil o‘qiga ishlov berishda ijobiy belgi bilan, yil strelkasi bo‘yicha ishlov berishda esa salbiy belgi bilan belgilang (9-rasm).

Malyunok 9- CNC stanogida chandiqlar (a) va yoylarni (b) dasturlash
Bosh g'ildiragining besleme va tezligi raqamlar bilan kodlangan, ularning tushirish soni ma'lum bir CNC qurilmasining formatiga tayinlangan. Vibirozuqa turi G93 (funktsiyadagi ozuqa, qayta ishlash vaqti), G94 (hvilina uchun ozuqa), G95 (oziqlanish inqilobi).
Vibirbosh ruhu turi Tayyorgarlik funktsiyalaridan birini ishlatishingiz mumkin:G96 (doimiy kesish tezligi) yoki G97 (bir parcha uchun aylanishlar).
Ta'minotni kodlashning asosiy usuli sifatida to'g'ridan-to'g'ri tayinlash usuli qo'llaniladi, har qanday holatda, quyidagi birliklar ishlatiladi: har bir pichoq uchun millimetr - ozuqa boshning suyuqligida yotmasligi kerak; inqilob boshiga millimetr - qo'lning suyuqligida yotish uchun ozuqa; soniyada radian (darajada daraja) - besleme dumaloq harakatdan oldin amalga oshiriladi. Bosh tezligini to'g'ridan-to'g'ri kodlash bilan raqam milning oxirgi tezligini ko'rsatadi(sekundiga radyan yoki xvilina uchun oberta) yoki kesish tezligi (xvilina uchun metrda). Misol uchun, agar dasturda S - 1000 ga o'rnatilgan shpindel aylanish chastotasi bo'lsa, bu milning aylanish chastotasi 1000 rpm bo'lgan bitta chiziq bo'ylab aylanishini anglatadi.(Kunning minuslari sifatida milya o'rami yil o'qiga qarshi chiziladi).
Asbobni tanlash uchun "Asbob funktsiyasi" so'zi ishlatiladi . Asbobni tuzatish (yoki kompensatsiya qilish) uchun uni muzlatishga ruxsat beriladi. Ushbu turdagi "Asbob funktsiyasi" so'zi ikki guruh raqamlardan iborat. Birinchi guruh asbob tanlash uchun, ikkinchisi tuzatish uchun ishlatiladi. Asbob uchun tuzatishni (kompensatsiyani) yozish uchun boshqa manzillardan foydalansangiz, tavsiya etiladi Vikoristuvati belgisi D yoki H.
Kelayotgan raqamlar soni T, D va H manzillari , Muayyan CNC qurilmasi formatini belgilang.
So'z (yoki so'zlar) "Qo'shimcha funktsiya" 3-jadvalda ko'rsatilganidek, kod raqami bilan ifodalanadi.
3-jadval – Qo'shimcha funktsiyalar
|
Uchrashuv funktsiyalari |
Funktsiya ma'nolari |
|
Zupinka dasturlash. Shpindel qisqichi, oziqlantirish va sovutish |
|
|
Zupinka tasdiqlash bilan. M 00 bilan bir xil, lekin operator panelidagi kiritish tugmasini birinchi marta bosganingizda ko'rsatiladi |
|
|
Dasturning oxiri. Shpindel qo'shma va sovutish suvi bilan ta'minlash |
|
|
Shpindel mos ravishda yil o'qi bo'ylab va yo'nalishiga qarshi o'raladi |
|
|
Shpindelni eng samarali tarzda mahkamlang |
|
|
Asbobni o'zgartiring. Asbobni o'zgartirish buyrug'i qo'lda yoki avtomatik ravishda beriladi |
|
|
Sovutgich 2 va 1-sonli liniyalarda yoqiladi |
|
|
Vimknennya sovutish. M07, M08, M50, M51 buyruqlarini skanerlaydi |
|
|
Biz siqib chiqaramiz va bosamiz. Uni dastgoh stollari, ish qismlari va boshqalarning siqish moslamalariga joylashtiring. |
|
|
Bir soat davomida sovutish yoqilgan holda milya o'qga qarama-qarshi yo'nalishda aylanadi |
|
|
Shvidke "+" va "-" ga o'tadi |
|
|
Saqlangan xotiradan CNCni boshqarish dasturining oxiri |
|
|
Shpindel ushlagichi oxirgi holatda |
|
|
Tez-tez o'qiladigan dasturning boshi bo'lgan dasturning oxiri |
|
|
Ma'lumotlarning oxiri |
|
|
Bypass blokirovkasi. Jamoa soatida jamoa |
|
|
1-qatordan 2-qatorgacha ovqatlanish oralig'i |
|
|
Shpindelni o'rash diapazoni 1-sonli chiziqdan 2-gachasi |
|
|
Skasuvannya M 49 |
|
|
Qo'lda tuzatish |
|
|
3 va 4-sonli shamolli sovutgich liniyasi |
|
|
No1 va 2-pozitsiyadagi asbobning chiziqli siljishi izchil |
|
|
Skasuvannya M 59 |
|
|
Doimiy mil tezligi |
|
|
Ovqat tayyorlandi |
|
|
31 va 2-sonli sobit pozitsiyada ishlov beriladigan qismning chiziqli siljishi izchil |
|
|
Ish qismini qisish va bosish |
|
|
Stolni bosish va siqish |
Chiqib ketish qiymatlari shpindel o'rash uchun millimetrda ifodalanadi. Bo'linish vaqtini ko'rsatadigan so'zlardagi raqamlar soni ma'lum bir ChPK qurilmasining formati bilan belgilanadi. So'zning o'zgaruvchan qirrasi ostida bo'laklarga bo'linganda I va K manzillari Kesilgan o'lchamni o'rnatish sizning mas'uliyatingizdir.
“Oziqlantirish funksiyasi” so‘zi uzluksiz ishlash vaqtida dasturlashtirilgan bo‘lishi shart emas.
Teri dasturi "Program Cob" belgisi bilan boshlanishi kerak, keyin "End Frame" belgisi va keyin seriya raqami bilan ramka. Agar siz ma'lum bir dasturni belgilashingiz kerak bo'lsa, ushbu belgi (raqam) "Dasturni boshlash" belgisidan keyin darhol "Yakuniy ramka" belgisidan oldin joylashgan bo'lishi mumkin.
Har qanday dastur "Dasturni tugatish" yoki "Yakuniy ma'lumot" belgisi bilan tugashi kerak. "Ma'lumot tugaydi" belgisidan keyin joylashtirilgan ma'lumotlar CCP qurilmasi tomonidan qabul qilinmaydi. Sahifada "Dasturlarni boshlash" belgisidan oldin va "Dasturlar tugashi" va "Ma'lumot tugashi" belgilaridan keyin PUS ("Bo'sh") belgisi bilan bo'limlarni o'chirish tavsiya etiladi.
Dasturlarni sozlash va tahrirlash
Har qanday dasturni tayyorlashda muhim moment rivojlanish hisoblanadi kesuvchi asboblarning qismga harakat traektoriyalari Va bu asos Verstatning quyi organlarining bo'limlarining tavsifidir. Va shuning uchun bir qator koordinata tizimlari mavjud.
Bosh rozrahunkova tizimi – verstat koordinata tizimi , unda ishchi organlarning chegara siljishlari va pozitsiyalari aniqlanadi. Bu holat xarakterlidir tayanch nuqtalari dastgoh dizayniga qarab tanlanadi . Masalan, mil yig'ish uchun asosiy nuqta - shpindel uchi butun o'ramni kesib o'tadigan nuqta, o'zaro faoliyat stol uchun- diagonallar ustunining nuqtasi, aylanuvchi stol uchun– keyin oyna stolidagi markazni burang. kurtak. O'qlarning pozitsiyalari standart koordinatalar tizimiga bevosita bog'liq.
Standart koordinata tizimining ildizi men tayyorlamaydigan tugunning asosiy nuqtasiga ulanadi. Ramka shunday holatda o'rnatilganda, skameykaning ishchi qismlarining barcha harakatlari ijobiy yo'nalishda bo'ladi.(Malyunok 10). Ushbu asosiy nuqtaga asoslanib,nol deb ataladi verstat , Ishchi qismlarning joylashuvi ko'rsatilgan, agar uning o'rnatilishi haqidagi ma'lumotlar yo'qolgan bo'lsa (masalan, elektr ta'minoti uzilishi natijasida). Verstatning nol nuqtasida ishchi qismlar boshqaruv panelidagi tegishli tugmalarni bosish yoki uni boshqaradigan dasturning qo'shimcha buyruqlari yordamida harakatlanadi. Teri koordinatalari orqasidagi nol holatida ishlaydigan organlarning aniq hizalanishi nol pozitsiyasi sensorlari tomonidan ta'minlanadi. Masalan, burilish paytida baxtsiz hodisalarning oldini olish uchun verstatning noli ofset bilan o'rnatiladi.
Qismlarning koordinata tizimi Ish qismi ish stoliga mahkamlanganda ko'rinadigan tayanch nuqtadan dastgohning koordinata tizimining o'rnini aniqlash uchun bittadan birini ko'rish mumkin (9-rasm). Ba'zan bunday ulanishlar mahkamlash moslamasining asosiy nuqtasi olib tashlanganda sodir bo'ladi.
Asboblar koordinata tizimi Mahkamlash moslamasining ishchi qismini o'rnatish uchun mo'ljallangan. Asbob ish holatida tasvirlangan va ushlagich bilan yig'ilgan. Qaysi holatda asbobning koordinatalar tizimining o'qi ishchi dastgohning standart koordinata tizimining mos keladigan o'qlariga parallel va bir xil yo'nalishda to'g'rilanadi. Asbobning koordinata tizimining kelib chiqishi sifatida asosiy nuqtani oling asboblar bloki, uning sirtga o'rnatilishi xususiyatlariga ko'ra nima tanlanadi.
Asbob uchining holati radius bilan belgilanadi. r X va Z koordinatalari esa sozlash nuqtalaridir. Bu nuqta elementlari koordinata o'qlariga parallel bo'lgan traektoriyaga asoslanganligi aniqlanadi. Egri traektoriya bo'lsa, ajralish nuqtasi sifatida asbobning yuqori qismidagi yaxlitlash markazini oling. Skameykaning, qismning va asbobning koordinata tizimlari o'rtasidagi bog'lanishlar kichik bo'lak 9ga osonlik bilan yopishtirilishi mumkin.

Malyunok 9- frezalash (a) va torna (b) CNC ish stantsiyalarida ishlov berishda qismlarni koordinatali tizimlar
Keramika dasturi va namunali qismlarni ishlab chiqishda Vikorist dasturi koordinata tizimi. Ularning o'qlari verstatning koordinata o'qlariga parallel va tekislangan.
Koordinataning kelib chiqishi (verstatning chiqish nuqtasi) o'lchamlarning qulayligi asosida tanlanadi. Muhim noqulay harakatlarga yo'l qo'ymaslik uchun, ishlov berish boshlanadigan va asboblar va ish qismlarini o'zgartiradigan oxirgi pozitsiya asboblar kesilayotgan qismga imkon qadar yaqin bo'lishi uchun o'rnatiladi.
Tebranish tizimining bo'sh joyini versatning harakatiga "bog'lash" uchun masofadagi nol (tayanch) nuqtasi o'rnatiladi. Teri uchun verstat yoqilganda, bu nuqta vimirival tizimni verstatning nol nuqtasiga bog'laydi.
Qismlarni qayta ishlash jarayonida kesish asboblarini o'zgartirganda, ishlov berish natijalari undan oldingi natijalarga mos kelmasligi mumkin (aniqlikni yo'qotish, pürüzlülüğü oshirish, tebranish ko'rinishi va boshqalar). Bunday vaziyatda zudlik bilan harakat qilish kerak dasturni tezlashtiring. Tuzatishni talab qiladigan kesish nuqsonlari burg'ulash teshiklari, o'tkir uchlari va to'sarlardan cho'qqi radiusigacha bo'lgan merosning shakllangan yuzalarida paydo bo'lishi mumkin.
Ikki xil tuzatish mumkin - asbobning davomiyligi va radiusi uchun.
Birinchi holda, yordam uchun matkap uchini yoki ushlagichning burchagini tuzatish talab qilinadi. jamoa N tuzatish miqdorini ko'rsatadigan raqamlar to'plami bilan. Masalan, ramka N 060 T 02 H 15
Bu 2-sonli asbob uchun 15 mm ga o'sish uchun tuzatish kiritilganligini anglatadi.
Yana bir qadam asbob va ulanishlarning radiusini to'g'rilashni ta'minlaydi, shuning uchun konturlarni frezalashda uchi va shaklli yuzalarni burishda dastagining traektoriyasi asbobning radius yuzasi markaziga teng masofada bo'ladi Sirtni yaxshilab shakllantiring ( 11-rasm).
Kesish radiusini qoplash uchun dasturning bir qismini yarataylik:
|
N 035 G 81 X +25 Z +4 I +7 ………………………………………………………. Kesish konturining tavsifi ………………………………………………………. |
Malyunok 11- Kesish radiusi kompensatsiyasi |

Teng masofada frezalashni uzatuvchi dasturning bir qismi (12-rasm)
N 005 G 90 G 00 X 0 Y 0 S 1000 T01 M 03
N 006 G 41 G 01 X 220 Y 100 F 100
N 007 X 220 Y 430 F 50
N 008 G 02 G 17 X 370 Y 580 I 370 J 430
N 009 G 01 X 705 Y 580
N 010 X 480 Y 190
N 011 X 220 Y 190
N 012 G 00 X 0 Y 0 05M
N 006 ramkadagi G 41 funktsiyasi (to'sarning diametrini to'g'rilash, chunki to'sar ishlov beriladigan qismga chap tomonga qaraganligi sababli) to'sar markazining kesilayotgan sirtga teng masofada harakatlanishini ta'minlaydi.
Bir qator turlar uchun ho'llangan yuzaning qisqaligini o'zgartirish, tebranishlarni o'chirish va hokazolar uchun ozuqani tezlashtirish kerak. Buning uchun siz boshqaruv panelida yangi besleme qiymatini o'rnatishingiz va uni kiritishingiz kerak. Men CNC qurayotganimda xotiraga.

Malyunok 12- Tashqi konturni frezalashda to'sarning teng masofa orqasida yo'nalishi
CNC mashinalarining dizayn xususiyatlari.
CPC mashinalari ishning yuqori ishonchliligini saqlab, texnologik imkoniyatlarni oshirishga imkon beradi. CNC dastgohlarining dizayni, qoida tariqasida, ishlov berishning har xil turlarini (aniqlik - frezalash, frezalash - silliqlash), ishlov beriladigan qismlarning qulayligini, qismlarni yaratishni (ayniqsa sanoat robotlaridan foydalanishda muhim) qisqartirishni ta'minlash uchun javobgardir. , almashtiriladigan asbob bilan avtomatik yoki masofaviy yordam va hokazo. .
Qayta ishlashning yuqori aniqligi yuqori ishlab chiqarish aniqligi va ish stolining qattiqligi bilan erishiladi, bu xuddi shu maqsaddagi standart ishchi dastgohning qattiqligidan ustun turadi. Nega kinematik viteslarni tezlashtirish bilan bezovtalanasiz: avtonom drayverlarni mexanik uzatmalar sonini tezlashtiradigan darajada o'zgartiring. CNC mashinalarining drayverlari ham yuqori tezlikni ta'minlaydi.
Yuqori aniqlikka oziqlantiruvchi uzatmalarning uzatish mexanizmlaridagi bo'shliqlarning kamayishi, to'g'ridan-to'g'ri mexanizmlarning ishqalanish xarajatlarini kamaytirish orqali erishiladi. Vibratsiyaga chidamliligini yaxshilash, termal deformatsiyani kamaytirish, eshik sensorlarining qattiqlashishi. Issiqlik deformatsiyalarini kamaytirish uchun, masalan, dastgohni va uning gidravlik tizimini oldinga qizdirishning oldini oladigan dastgoh mexanizmlarining yagona harorat rejimini ta'minlash kerak. Verstatning harorat og'ishini harorat sensorlaridan signallarni yuborish orqali haroratni sozlash orqali o'zgartirish mumkin.
Asosiy qismlar (to'shaklar, ustunlar, tagliklar) qo'shimcha qattiqlashtiruvchi qovurg'alarni kiritish uchun qattiqlashtiriladi. Bo'shashgan rulman elementlari (tayanchlar, stollar, chanalar) ortib borayotgan qattiqlikdan aziyat chekadi. Jadvallar, masalan, keyingi va ko'ndalang shakllar bilan quti shaklidagi shakllarda qurilgan. Asosiy qismlar quyma yoki payvandlangan holda tayyorlanadi. Bunday qismlarni polimer beton yoki sintetik granitdan qurish tendentsiyasi mavjud bo'lib, bu sirtning qattiqligi va tebranish qarshiligini yanada oshiradi.
To'g'ridan-to'g'ri CNC dastgohlari yuqori aşınma qarshilik va past ishqalanish kuchiga ega, bu esa tikuv uchun haydovchining kuchlanishini kamaytirishga, harakatning aniqligini oshirishga va tikuv tizimining noqulayligini kamaytirishga imkon beradi.
Ishqalanish koeffitsientini o'zgartirish uchun mashina va tayanchlarni to'g'ridan-to'g'ri zarb qilish bir juft zarb qilingan po'lat (yoki yuqori navli chavun) - plastik qoplama (ftoroplastik va boshqalar) hosil qiladi.
To'g'ridan-to'g'ri qotib qolgan po'latlar yuqori chidamlilikka ega, kichik aşınmalar bilan ajralib turadi va aşınma koeffitsienti amalda qo'lning suyuqligida saqlanishi mumkin. Qanday qilib ular videolarni o'ynashadi? Oldinga taranglik to'g'ri chiziqlarning qattiqligini 2..3 marta siljitadi; kuchlanishni yaratish uchun sozlash moslamalaridan foydalaning.
CNC mashinalari uchun haydash va aylantirish. Mikroprotsessor texnologiyasining rivojlanishi bilan bog'liq holda, asosiy diskni oziqlantirish uchun drayverlarni qo'shimcha mikroprotsessor texnologiyasi bilan o'zgartirish - raqamli transformatsiya va raqamli drayvlar amalga oshirilmoqda. Raqamli drayvlar doimiy yoki o'zgaruvchan jetda ishlaydigan elektr motorlariga ega. Strukturaviy ravishda, chastota konvertatsiyasi, servo drayvlar va bosh ishga tushirish va teskari qurilmalar qo'shni elektron boshqaruv bloklari tomonidan boshqariladi.
CNC mashinalari uchun besleme drayveri. Drayv ramkasida raqamli o'zgaruvchan sinxron yoki asinxron mashinalarda keramika bo'lgan vikorizatsiyalangan motorlar mavjud. CNC dastgohlari uchun kommutator bo'lmagan sinxron (valf) motorlar noyob tuproq elementlari asosida doimiy magnit bilan ishlab chiqariladi va aylanish sensorlari va galmalar bilan jihozlangan. Asenkron motorlar sinxron motorlarga qaraganda to'xtab qolish ehtimoli ko'proq. Besleme haydovchisi minimal bo'shliqlar, qisqa tezlashuv va galvanizatsiya vaqti, yuqori ishqalanish kuchlari, qo'zg'alish elementlarining isishining kamayishi va katta sozlash diapazoni bilan tavsiflanadi. Ushbu xususiyatlar silindrli va gidrostatik vintli viteslarning turg'unligi bilan ta'minlanishi mumkin, ular qattiqlik va gidrostatik to'g'ridan-to'g'ri to'g'ridan-to'g'ri, qisqa kinematik nayzalari bo'lgan milya reduktorlarisiz to'g'ridan-to'g'ri foydalanish mumkin.
CNC dastgohlari uchun bosh qo'zg'aysanning drayvlari katta kuchlar uchun o'zgaruvchan strumning motorlarini va kichik kuchlar uchun statsionar strumni o'z ichiga oladi. Qanday qilib uch fazali ko'p kutupli asenkron motorlar haydovchi sifatida xizmat qiladi, ular katta o'zgarishlarni qabul qiladi va havoda metall arra, talaş, yog'lar va boshqalar mavjudligi uchun ishlaydi. Bu tashqi fanning dizayni bilan bog'liq. Dvigatellarda turli xil sensorlar mavjud, masalan, mustaqil koordinatalarni yo'naltirish yoki ta'minlash uchun zarur bo'lgan milning joylashuvi sensori.
Asenkron motorlarni boshqarish uchun chastotalarni konvertatsiya qilish 250 gacha bo'lgan nazorat oralig'iga ega. Elektron qurilmalarni konvertatsiya qilish mikroprotsessor texnologiyasiga asoslangan. Ularning robotlarini dasturlash va parametrlashtirish raqamli yoki grafik displeyli dasturchilarni o'rnatish orqali amalga oshiriladi. Isitishni optimallashtirish elektr motorining parametrlarini kiritgandan so'ng avtomatik ravishda amalga oshiriladi. Matematik tizim haydovchini sozlash va uni ishga tushirish imkoniyatiga ega.
CNC dastgohlarining shpindellari jurnallar, o'tiradigan joylar va taglik yuzalarining aşınma qarshiligini oshirgan holda yanada aniqroq, qattiqroq qilingan. Asbobni avtomatik ravishda bosish va bosish uchun yangi qurilmada datchiklarni qo'llash orqali shpindelning dizayni sezilarli darajada yaxshilanadi, ular adaptiv boshqaruv va avtomatik diagnostika vaqtida nazorat qilinadi.
Milya tayanchlari robotning ongida uzoq vaqt davomida milning aniqligini ta'minlash, qattiqlikni oshirish va past harorat deformatsiyasi uchun javobgardir. Shpindelni o'rashning aniqligi rulmanlarning yuqori aniqligi bilan ta'minlanadi.
Ko'pincha milya tayanchlarida turg'un rulmanlar mavjud. Bo'shliqlarning oqimini o'zgartirish va tayanchlarning qattiqligini oshirish uchun oldinga tortilgan rulmanlarni o'rnating yoki qattiq jismlar sonini ko'paytiring. Milya tayanchlaridagi soxta podshipniklar eksenel va radial yo'nalishlarda bo'shliqni davriy (qo'lda) yoki avtomatik ravishda sozlaydigan qurilmalar mavjudligi sababli tezroq yoki tez-tez joylashadi. Nozik dastgohlar aerostatik podshipniklarga ega bo'lib, ularda shamol rulman mili va podshipnik yuzasi o'rtasida siqiladi, bu podshipnikning eskirishini va qizishini kamaytiradi va podshipnikning aniqligini oshiradi.
Joylashtirish (skameykaning ishchi tanasini dastur bo'yicha kerakli holatga o'tkazish uchun) yuqori qattiqlik bilan bog'liq va kichik tezliklarda harakatning silliqligini ta'minlash, qo'shimcha harakatlarning yuqori tezligi b ishchi organlar (10 m / soatgacha). va boshqalar).
CNC dastgohlarining yordamchi mexanizmi asboblarni o'zgartirish moslamalari, chiplarni yig'ish moslamalari, moylash tizimi, siqish moslamalari, silliqlash moslamalari va boshqalarni o'z ichiga oladi. CNC dastgohlaridagi ushbu mexanizmlar guruhi ko'pchilik universal mashinalarda qo'llaniladigan o'xshash mexanizmlardan sezilarli darajada farq qiladi. Masalan, CNC dastgohlarining ish unumdorligi oshishi natijasida bir soat ichida olib tashlanishi mumkin bo'lgan chiplarning keskin o'sishi kuzatildi va buning natijasida ishlov berish maydonidan chiplarni olib tashlash uchun maxsus qurilmalar yaratish zarurati tug'ildi. Sarflangan vaqtni tezlashtirish uchun, kerak bo'lganda, ishlov beriladigan qismni bir vaqtning o'zida o'rnatish va ishlov berish jarayonida qismni olib tashlash imkonini beruvchi qurilmani o'rnating.
Avtomatik ilon izmamenti (do'konlar, avtooperator, revolver boshi) Uvypchuvati Minimalni Vitrati ilonga, yuqoridagilarning ko'kragiga, lagerning otxonasi, Tobto mavjud. asbobga takroriy o'zgarishlar paytida o'qning o'lchami va holatiga po'lat va jurnal yoki minora uchun zarur bo'sh joy.
Minora asbobni o'zgartirish uchun eng oddiy qurilma: asbob o'rnatiladi va qo'lda bosiladi. Ish holatida shpindellardan biri dastgohning bosh haydovchisi yonida boshqariladi. Turret boshlari burilish, burg'ulash, frezalash va ko'plab CNC mashinalariga o'rnatiladi; Bosh 4 dan 12 gacha asbob bilan mahkamlanadi.
Oziq-ovqat mahsulotlarini nazorat qilish:
CNC dastgohlarining asosiy konstruktiv xususiyatlarini ayting.
Asosiy qismlarning konstruktiv xususiyatlarini, bosh va oziqlantiruvchi drayverlarni, shuningdek, ChPK bilan ishlaydigan dastgohlarning qo'shimcha mexanizmlarini qayta ixtiro qiling.
CNC tornalari.
CNC torna mashinalari korpusni o'rash kabi katlamali ish qismlarini tashqi va ichki ishlov berish uchun mo'ljallangan. Ular CNC mashinalari parkining nomenklaturasi ortidagi eng muhim guruhni tashkil qiladi. CNC stanoklari an'anaviy texnologik operatsiyalarni o'z ichiga oladi: burilish, kesish, burg'ulash, kesish va boshqalar.
CNC torna mashinalarining tasnifi quyidagi belgilarga asoslanadi:
shpindel o'qini qayta shakllantirish (gorizontal va vertikal dastgohlar);
robotda ishlatiladigan asboblar soni (bir va ko'p - asboblar sxemasi);
ularni mahkamlash usullari (tayanchda, minora boshida, asbob jurnalida);
yig'iladigan robot turi (markazlar, patronlar, kartridj-markazlar, karusel, novda dastgohlari);
avtomatlashtirish bosqichi (avtomatik va avtomatik).
CNC markazlashtiruvchi dastgohlar to'g'ri va kavisli konturli mil tipidagi ish qismlarini qayta ishlash uchun ishlatiladi. Ushbu mashinalarda siz dasturga muvofiq kesgich yordamida o'ymalarni kesishingiz mumkin.
CNC shtutserlari gardishlar, tishli g'ildiraklar, qopqoqlar, kasnaklar va boshqalar kabi qismlarning eksenel teshiklarida ishlov berish, burg'ulash, tishlash, qarama-qarshilik qilish, zig'ircha, teginish, kranlar bilan kesish uchun ishlatiladi; Dasturga muvofiq kesgich bilan ichki va tashqi kesishni kesish mumkin.
CNC chuck markazlash markazlari, kamarni o'rash va burilish markazlari va chuck ishchi dastgohlarining texnologik imkoniyatlari kabi qismlarning turli katlama ish qismlarini tashqi va ichki qayta ishlash uchun ishlatiladi.
CNC karusel mashinalari katlama qutilarining blankalarini qayta ishlash uchun ishlatiladi.
CNC torna dastgohlari (12-rasm) minora boshlari va asboblar jurnali bilan jihozlangan. Turret boshlari 4-, 6- va 12-pozitsiyada mavjud va har bir pozitsiyada siz ish qismini tashqi va ichki qayta ishlash uchun ikkita asbobni o'rnatishingiz mumkin. Butun bosh o'rami mil o'qiga parallel ravishda, unga perpendikulyar yoki hech bo'lmaganda uzaytirilishi mumkin.
Ish stoliga ikkita turret boshini o'rnatayotganda, birida (1) tashqi ishlov berish uchun asboblar, ikkinchisida (2) - ichki ishlov berish uchun (13-bo'lim) mahkamlanadi. Bunday boshlar bir-biriga qarab yoki o'qlarning turli aylanishi tufayli aylanishi mumkin. Minora boshlarini indekslash, qoida tariqasida, boshning indekslanishining yuqori aniqligi va qat'iyligini ta'minlaydigan tekis tishli so'nggi muftalarni qattiqlashtirish va silliqlash orqali amalga oshiriladi. Minora kallaklarining yivida maxsus moslamalarda skameyka yordamida pozitsiyaning o'lchamiga moslashtiriladigan almashtiriladigan almashtiriladigan asboblar bloklari o'rnatiladi, bu esa ishlov berishning mahsuldorligi va aniqligini sezilarli darajada oshiradi. Minora boshidagi kesish bloklari yoki prizmalarga yoki silindrsimon tirgaklar 6 yordamiga asoslangan (14-rasm). To'sar vintlar bilan mahkamlash novdasi orqali mahkamlangan 3. To'sarni markazlarning balandligiga qarab o'rnatish uchun prokladkadan foydalaning 2. 45° ga birma-bir aylantirilgan ikkita sozlash vinti 5, sizga pichoqning uchini o'rnatishga imkon beradi. u mukammal bo'lsa, berilgan koordinatada kesuvchi. Kesish zonasiga sovutish suvi etkazib berish 1-korpusdagi kanal orqali etkazib beriladi, u ko'krak 4 bilan tugaydi, bu sizga sovutish suvi etkazib berish yo'nalishini sozlash imkonini beradi.
Asbob jurnallari (8-20 ta asbob sig'imi) kamdan-kam hollarda to'xtab qoladi, chunki bitta ish qismini aylantirish uchun 10 dan ortiq asbob talab qilinmaydi. Ko'p sonli asboblarning yomonlashishi materiallarning keskinlashishi bilan bog'liq bo'lib, asboblar qisqa muddatli chidamlilik muddatiga ega bo'lsa, undan qochish kerak.
Torna mashinalarining texnologik imkoniyatlarini kengaytirish, shuningdek, markazdan markazga burg'ulashni qo'shish, konturni frezalash (shpindelning aylanishi dasturlashtirilgan bo'lishi uchun) torna va frezalash mashinalari orasidagi qirralarni o'chirishi mumkin; Ba'zi hollarda, ishlov beriladigan qismlarning barqaror bo'lmagan elementlarining o'lchamlarini o'zgartirish mumkin.
Oziq-ovqat mahsulotlarini nazorat qilish:
CNC tornalarini bajaradigan ish turiga qarab qanday tasniflaymiz?
CNC stanoklarini jihozlash uchun qanday mahkamlash asboblari ishlatiladi?
Kesish bloklarini dastgohning minora boshiga qanday asoslash kerak?
CNC frezalash mashinalari
CNC frezalash mashinalari katlamali ish qismlarining tekis va keng yuzalarini qayta ishlash uchun mo'ljallangan. CNC frezalash mashinalarining konstruktsiyalari an'anaviy frezalash mashinalarining konstruktsiyalariga o'xshaydi, ammo farq shakllantirish jarayonida bosimining ko'tarilishi bo'ylab harakatni avtomatlashtirishdadir.
CNC frezalash mashinalarining tasnifi quyidagi belgilarga asoslanadi:
Shpindelni aylantirish (gorizontal va vertikal);
Freze kallagi stolining koordinatali harakatlari soni;
Tanlangan asboblar soni (bitta va bir nechta asboblar);
Dastgoh shpindeliga asboblarni o'rnatish usuli (qo'lda yoki avtomatik).
CNC frezalash mashinalarining tartibi to'rt guruhga bo'lingan:
vertikal - o'zaro faoliyat stolli frezalash dastgohi;
konsol-frezalash dastgohlari;
kech frezalash dastgohlari;
Keng universal asboblar sxemalari.
Ko'ndalang stolli (malyunok 15, a) vertikal frezalash dastgohlarida stol gorizontal (barcha X) va ko'ndalang (barcha Y) gorizontal yo'nalishlarda, frezalash boshi esa vertikal yo'nalishda (barcha Z) harakat qiladi.
Konsolli frezalash dastgohlarida (15-rasm, b) stol uchta koordinata o'qi (X, Y va Z) bo'ylab harakatlanadi, bosh qismi esa yiqilmaydi.
Kech frezalash dastgohlarida bo'shashmasdan (15-rasm, s) stol X o'qi bo'ylab, shpindel boshi Y o'qi bo'ylab va ko'ndalang Z o'qi bo'ylab harakatlanadi.Kechki frezalash dastgohlarida qattiq tirgak (malyunok) bilan. 15, g) Yoki o'qlar X, milning boshi esa Y va Z o'qlari bo'ylab harakatlanadi.
Keng universal asbob frezalash dastgohlarida (malyunok 15, d) stol X va Y o'qlari bo'ylab harakatlanadi va mil boshi Z o'qi bo'ylab harakatlanadi.

Malyunok 15 – Freze dastgohlarining turli xil modifikatsiyalari uchun muvofiqlashtirish tizimi:
a) - ko'ndalang stoldan frezalash dastgohi; b) konsol-frezalash dastgohi; c) rustik ko'ndalang bo'lakli kech frezalash dastgohi; d) vayron bo'lmagan ko'ndalang nurli kech frezalash dastgohi; e) keng universal frezalash dastgohi.
Freze dastgohlari asosan to'g'ri kesilgan va konturli CNC qurilmalari bilan jihozlangan.
To'g'ridan-to'g'ri kesish boshqaruvi bilan (ishchi dastgohning mos keladigan modeli F 2), dastgoh stoli koordinata o'qlaridan biriga parallel yo'nalishda ishlaydi, bu esa katlama yuzalarini qayta ishlashni qiyinlashtiradi. To'g'ridan-to'g'ri kesilgan keramik qoplamali sxemalar tekisliklarni, burmalarni, qirralarni, oluklarni, turli xil bosslarni va boshqa shunga o'xshash sirtlarni frezalash uchun ishlatiladi.
Konturni boshqarish bilan (ishchi stol modeliga aqlli ravishda tayinlangan - F 3 va F 4), katlama stolining harakatlanish traektoriyasi. Konturli keramik yuzalarga ega bo'lgan tartib jadvallari turli xil kameralar, matritsalar, press shakllari va boshqa shunga o'xshash sirtlarni frezalash uchun vikorizatsiya qilinadi. Koordinata koordinatalari soni, qoida tariqasida, uchta, ba'zi hollarda esa to'rt yoki beshta. Kontur bilan boshqariladigan shakllantirishda shakllantirish kamida ikkita koordinata o'qi bo'ylab bir vaqtning o'zida amalga oshiriladi.
Keng miqyosli ishlab chiqarishning o'rtasida oddiy shakldagi ish qismlarini qayta ishlashda frezalash dastgohlarida ko'p holatlarda CNC tizimlari ham qo'llaniladi.
CNC freze dastgohlari asosiy qo'zg'alishning haydovchisi sifatida asenkron elektr motorlar (ushbu turdagi, vites qutisi) yoki statsionar reaktiv elektr motorlardan foydalanadi.
To'g'ridan-to'g'ri kesilgan CNCli kichik frezalash dastgohlarida statsionar reaktivning bitta qo'zg'aluvchan elektr dvigateli va avtomatik ravishda bir-biriga bog'langan elektromagnit muftalari bo'lgan vites qutisi mavjud va konturli lazerli kesgichli muhim mashinalarda koordinata harakati avtomatik uzatish elektr toki sifatida amalga oshiriladi. statsionar reaktivning haydovchisi.
CNC frezalash dastgohlarining oziqlantiruvchi qo'lini haydash uchun qo'lni dvigateldan markazda joylashgan korpusga uzatuvchi qisqa kinematik bog'ichlar tebranadi.
Keling, konsolli vertikal frezalash dastgohi modining qurilmasini ko'rib chiqaylik. 6R13F3. Bu dastgoh konsolidir, ya'ni. Ushbu jadvalda gorizontal tekislik bo'ylab (X va Y koordinatalari orqasida) ish harakati va (konsol bilan birgalikda) vertikal harakat (W koordinatasi bo'ylab); Z koordinatasining ishlaydigan harakati mil bo'ylab. Stansiya 8 dastgohning tarkibiy qismlari va mexanizmlari o'rnatiladigan asosdir. Choyshab oldida vertikal to‘g‘ri chiziq bo‘lib, korpus 9 bilan qoplangan bo‘lib, u orqali konsol 1 harakatlanadi.Gorizontal to‘g‘ri chiziqlarda chana 2, keyingi to‘g‘ri chiziqlar bo‘ylab stol 3 o‘rnatiladi.A. frezalash boshi yotoqning birlashtiruvchi yuzasiga o'rnatiladi 6, spinlardan 7 bo'ylab harakatlanadigan vertikal to'g'ri chiziqlar. Kerakli xavfsizlik uskunalariga muvofiq, quruq qalqon 4 o'rnatilgan. Ish stolining orqasida 10 qismli elektr jihozlari va CNC bilan boshqariladigan shkaf o'rnatilgan.

Malyunok 16 - Vertikal frezalash dastgohi rejimi. 6R13F3:
1-konsol; 2-chana; 3-uslub; 4-qurigan qalqon; 5-shpindel: 6-frezalash boshi; 7-pozun; 8 o'rinli; 9-qopqoq;
10-chafa elektr inshootlari bilan.
Oziq-ovqat mahsulotlarini nazorat qilish:
CNC frezalash mashinalarining qanday sxemasini bilasiz?
Frezeleme mashinalarini jihozlash uchun qanday CNC tizimlaridan foydalanish kerak?
CNC burg'ulash mashinalari
Vertikal - mustaqil ravishda CNC burg'ulash dastgohlari, xuddi shunday qo'lda burg'ulash dastgohlaridan farqli o'laroq, ishlov beriladigan qismni X va Y o'qlari bo'ylab avtomatik ravishda siljitadigan o'zaro faoliyat stollar bilan jihozlangan, buning natijasida o'tkazgichlarga ehtiyoj qolmaydi yoki bu oldingi tartibdir.
CNC radial burg'ulash mashinalari ustunni X o'qi bo'ylab harakatlantiradi, Y o'qi bo'ylab shpindel boshi bo'lgan sleeve, unda burg'ulash mili o'rnatilgan, Z o'qi bo'ylab harakatlanadi.Uni vertikal yo'nalishda qidiring.
X va Y o'qlari bo'ylab burg'ulash mashinalarining ishchi qismlarining avtomatlashtirilgan harakatlari teshiklarni tugatish va frezalashni ta'minlaydi.
Burg'ulash mashinalari pozitsion CNC birliklari bilan jihozlangan bo'lib, ular ishchi qismlarni dastur tomonidan belgilangan joyga avtomatik ravishda o'rnatishga imkon beradi. CNC burg'ulash dastgohlaridagi chiqib ketish moslamasi to'g'ridan-to'g'ri milning so'nggi ochilishida yoki oraliq vtulkalar va mandrellar yordamida mahkamlanadi.
CNC bilan jihozlangan 2R135F2 – 1 rusumli vertikal burg'ulash dastgohining tashqi ko'rinishi, dastgohdagi ko'rsatkichlar 17. Ish dastgohining 1 stendiga 10-gachasi ustun o'rnatilgan bo'lib, uning bo'ylab tayanch 4 to'g'ri vertikal to'g'ri chiziqlar bo'ylab harakatlanadi, u ko'taradi. minora 3. 10-ustunga o'rnatilgan tishli qutilar 5 6. Ko'ndalang stolning chanasi 2 gorizontal ravishda 1-taglikning to'g'ri chiziqlari bo'ylab, 11-stolning yuqori qismi esa chananing to'g'ri chiziqlari bo'ylab harakatlanadi. Ish stolining o'ng tomonida elektr inshootlari va CNC 9 bilan aylanadigan shkaf 8 mavjud.

Malyunok 17 – Vertikal burg‘ulash dastgohi modeli 2R135F2:
1-stend; 2-chana; 3-minora boshi; 4 - kalibr; 5 quti shirinliklar; 6-oziqlantiruvchi reduktor; 7-kulonli masofadan boshqarish pulti; 8 - elektr inshootlari bilan ramka; 9-UCHPU; 10-ustun; 11-stolning yuqori qismi.
Oziq-ovqat mahsulotlarini nazorat qilish:
CNC bilan va bo'lmagan vertikal burg'ulash mashinalari o'rtasidagi ishonchlilik printsipi qanday?
Vertikal burg'ulash mashinalarini jihozlash uchun qanday CNC tizimlaridan foydalanish kerak?
CNC silliqlash dastgohlari
CNC tizimi sirt silliqlash mashinalari, silindrsimon markazsiz maydalagichlar va boshqa ish stollarini jihozlaydi. CNC silliqlash dastgohlarini yaratishda texnik qiyinchiliklar paydo bo'ladi, bu esa bunday sabablar bilan izohlanadi. Silliqlash jarayoni, bir tomondan, minimal dispersiya o'lchamlari bilan sirtning yuqori aniqligi va aniqligini olish zarurati bilan tavsiflanadi, boshqa tomondan, shved atirgullarining chiqindilarida yotadigan xususiyat bilan silliqlashning tinch aniqligi. pin ish jarayonida kuchli aşınma natijasidir. Bunday holda, dastgoh silliqlash g'ildiragining aşınması uchun avtomatik kompensatsiya mexanizmlarini talab qiladi. CNC LED tizimining deformatsiyasini, haroratning o'zgarishini, ish qismlarida bardoshlik o'zgarishlarini, koordinatalarni siljitishda dastgohning og'ishlarini va hokazolarni qoplashi mumkin. kurtak. Virtualizatsiya tizimlari joylashishni aniqlashning aniqligi uchun qattiq toleranslarni ta'minlash uchun alohida qurilgan. Masalan, silindrsimon silliqlash dastgohlarida bunday qurilmalar ishlov berish jarayonida 210 -5 mm dan ko'p bo'lmagan pasayish bilan ishlov beriladigan qismning diametrining uzluksiz o'zgarishini ta'minlaydi. Jadvalning kech harakatlarini nazorat qilish 0,1 mm dan ortiq don yo'qotilishiga bog'liq.
silliqlash dastgohlar uchun, CNC-turi tizimlari uch uchun keruvannya bilan ishlatiladi - ba'zi koordinatalari, lekin bir necha qoziqlar bilan ishlaydigan versatov yilda, u besh yilda keruvannya mumkin - olti va sakkiz koordinatalarida. Operator va silliqlash dastgohining CNC tizimi o'rtasidagi o'zaro aloqalar asosan qo'shimcha displey orqasidagi dialog rejimida amalga oshiriladi. Karvon tizimida o'rnatilgan diagnostika tizimlari bo'ladi, bu esa mashinalarning ishonchliligini oshiradi.
Eng keng CNC silindrsimon silliqlash mashinalari bir o'rnatishda shpindel, elektr motor vallari, vites qutilari, turbinalar va boshqalar kabi ko'p sonli harakatlanuvchi qismlarni qayta ishlashda maksimal ta'sirni ta'minlaydi. Hosildorlik, asosan, ishlov beriladigan qismlar va tanlangan tayyor qismlarni o'rnatish, milning podshipnik jurnalini qayta ishlash uchun qayta o'rnatish, tebranish va boshqalar uchun zarur bo'lgan qo'shimcha vaqtni qisqartirish natijasida oshadi. Turli xil yumaloq millarni qayta ishlashda A CNC mashina qo'lda vannalar bilan yuvinish xonasida 1,5 soat - 2 marta tejashga qodir.
Markazsiz silindrsimon silliqlash dastgohlari kichik va katta diametrli qismlarni hatto ingichka qismlarni ham kesmasdan, shuningdek, katlanadigan tashqi profillarga (piston, musht va boshqalar) ega qismlarga ishlov berishda samarali tarzda maydalanishi mumkin. Ommaviy ishlab chiqarish ongida bu turdagi ishlar yuqori mahsuldorlik va qayta ishlashning aniqligi bilan ajralib turadi. Seriyali va individual ishlab chiqarishda bunday mashinalarning turg'unligi qayta sozlash qiyinligi bilan cheklanadi. Markazsiz silindrsimon silliqlash dastgohlarining turg'unlik joylarining kengayishi ikki omil bilan bog'liq: g'ildirakni tuzatishga ko'p vaqt sarflanadi va dastgohlarni sozlashning murakkabligi, bu katta vaqt va yuqori malakali xodimlarni talab qiladi. Bu shuni anglatadiki, dastgohlarning konstruktsiyasi silliqlash va o'tkazgich g'ildiraklariga ega; silliqlash g'ildiragi va sim yuzasida izchil shaklni ta'minlash uchun tekislash moslamalari; Qo'llab-quvvatlash pichog'ining o'rnini o'rnatish imkoniyati; silliqlash qoziqning belgilangan qismga va tahrirga, shuningdek, sim qoziqni qismga va tahrirga kompensatsion etkazib berish mexanizmlari; ustunlik va rozvantazhuvalnogo ilovasining pozitsiyasini o'rnatish.
CNC tizimining dizayni markazsiz silindrsimon silliqlash dastgohlarining boy muvofiqlashtirilgan ishlashiga imkon berdi. Keramika versatistlar tizimida asbobning (qoziq, olmos) traektoriyalarini ishlab chiqadigan dasturiy modullar mavjud, ularning tuzatishi odamlar bilan o'zaro ta'sir qiladi. Turli geometrik shakllarga ega qismlarga (konus, yadro va boshqalar) ishlov berish uchun dasturiy ta'minot rejimi boshqaruvchisi, interpolator va haydovchi boshqaruv moduli yaratiladi.
Qayta ishlash va to'g'rilashda sertifikatlangan koordinatalar soni 19 tagacha kamayishi mumkin, silliqlash va simli g'ildiraklarni tekislash uchun ikki-uch koordinata birlashtiriladi.
Seriyali ishlab chiqarishda turg'un boshqaruv tizimi silliqlash va tahrirlashning silliq aylanishini ta'minlaydi, bu sizga boshqa materiallarni qayta ishlash uchun dastgohlarni tezda qayta sozlash imkonini beradi.
Boy koordinatali CNC tizimining mavjudligi dastgohning ko'p qirraliligini va oz miqdordagi ozuqani ta'minlaydi, bu sizga silliqlash va kiyinish jarayonini samarali boshqarish imkonini beradi.
Markazsiz silindrsimon silliqlash dastgohlarini CNC boshqaruvi agregat printsipiga asoslanadi (masalan, Yaponiya kompaniyalarining dastgohlarida). Ish stolida boshqaruv tizimi ostida ish stolini boshqarishning to'rtta variantidan birini o'rnatish mumkin:
bitta koordinata - silliqlash payining ko'ndalang ozuqasi;
ikkita keramik koordinata - silliqlash ustunining ko'ndalang beslemesi va ularni sinxronlashtirish usuli bilan bog'lovchi olmos;
uchta keramik koordinata - silliqlash qoziqning ko'ndalang ozuqasi, shuningdek, olmosni to'g'rilashda ko'ndalang ozuqa;
beshta o'yma koordinatalari - silliqlash qoziqning ko'ndalang ozuqasi, shuningdek, silliqlash va sim qo'zg'alish harakatlanayotganda olmosning ko'ndalang va keyinchalik ta'minoti.
Markazsiz silindrsimon silliqlash dastgohlarini boshqarish uchun CNC boshqaruv tizimidan foydalanish bir qator mexanik bloklarning dizaynini to'liq soddalashtirishga imkon beradi: sozlash moslamalari (nusxalash liniyalari, besleme mexanizmlari va olmoslarni olib tashlash natijasida va boshqalar), sozlash moslamalarining kech harakatlanishi uchun drayvlar, silliqlash va simli g'ildiraklar uchun nozik besleme mexanizmlari, nazorat va monitoring - bo'ysunuvchi qurilmalar va boshqalar.
Oziq-ovqat mahsulotlarini nazorat qilish:
CNC silliqlash mashinalarini yaratishda qanday texnik muammolar mavjud?
Silliqlash dastgohlarini jihozlash uchun qanday CNC tizimlaridan foydalanish kerak?
Ko'p CNC ishlov berish asboblari
Ko'pgina mashinalarni CNC qurilmalari bilan jihozlash va asboblarni avtomatik ravishda o'zgartirish orqali ishlov berish paytida qo'shimcha soatlar qisqartiriladi va qayta o'rnatishning harakatchanligi ortadi. Qo'shimcha soatni qisqartirish avtomatik ravishda koordinatalarda asbobni (ish qismini) o'rnatish, tsiklning barcha elementlarini joylashtirish, asboblarni almashtirish, ishlov beriladigan qismni aylantirish va o'zgartirish, ish rejimlarini o'zgartirish, operatsiyalarni boshqarish, shuningdek, yuqori tezlikda amalga oshiriladi. qo'shimcha harakatlar.
Maqsadlariga ko'ra, MS lar ikki guruhga bo'linadi: korpus va tekis qismlarning blankalarini qayta ishlash uchun va qattiq o'rash kabi qismlarning blankalarini qayta ishlash uchun. Kesish uchun birinchi bosqichda MS burg'ulash-frezalash-rosting guruhlari, ikkinchisida - torna va silliqlash guruhlari qo'llaniladi. Keling, birinchi guruhning MClarini ko'rib chiqaylik, chunki ular ko'pincha vikorizatsiya qilinadi.
MS quyidagi xarakterli xususiyatlarga ega: yuqori konsentratsiyali operatsiyalar uchun (qo'pol ishlov berish, sirtni pardozlash va pardozlash), shu jumladan aniqlik, atirgulni tornalash, frezalash, burg'ulash, qarama-qarshilik, qirqish uchun ko'p sonli kesish asboblari bilan jihozlashni ta'minlaydigan asbob-uskunalar sexining ko'rinishi. , kesish, kesish chekkalarini nazorat qilish ta in; pardozlash ishlarining yuqori aniqligi (6...7-sinf).
MS boshqaruv tizimi signalizatsiya, ish stoli tugunlari holatini raqamli ko'rsatish va moslashuvchan boshqaruvning turli shakllari bilan tavsiflanadi. MS asosan turret va shpindel boshli bir shpindelli mashinalardir.
Tana qismlarining blanklarini qayta ishlash uchun ko'plab dastgohlar. Tana qismlarining blankalarini qayta ishlash mashinasi gorizontal va vertikal skameykalarga joylashtirilgan (18-rasm).
Gorizontal MS rejimi. IP-500MF4 tana qismlarini kesish uchun ishlatiladi. Ushbu dastgohda stendning vertikal to'g'ri chiziqlari bilan harakatlanadigan shpindel boshi 4 mavjud 7. Asboblar jurnali 6 stendga 7 mahkam bog'langan; Asbob shpindel 3 ga avtooperator 5 tomonidan milning bosh qismining yuqori holatida o'rnatiladi. Belgilangan qism X koordinatasi bo'ylab harakatlanuvchi 1-stolga o'rnatiladi.Mashinaning o'ng uchida aylanuvchi platforma 8 mavjud bo'lib, uning ustiga belgilari belgilangan ikkita sun'iy yo'ldosh stoli o'rnatiladi.

Malyunok 18 – Bagatotsilyovy verstat (tadqiqot markazi) mod. IP-500MF4:
1-po'lat aylanadigan; 2-pristosuvannya; 3-shpindel; 4-shpindelli bosh ustun; 5-avtomat operatori; 6-asbob jurnali; 7-qoidali stend; 8 burilishli platforma; 9-po'lat sun'iy yo'ldosh; 10 - to'g'ridan-to'g'ri; 11-UCHPU; Elektr qurilmalari bilan 12-val.
Ish qismlarini frezalash, burg'ulash va boshqa CNC dastgohlarida ishlov berish bilan tekislangan dastgohda qayta ishlash past o'ziga xoslikka ega. Ish qismini o'rnatish va mahkamlash uni har tomondan bir o'rnatishda qayta ishlashni ta'minlashi kerak (asboblarning ishlov beriladigan sirtga erkin kirishi), qayta o'rnatmasdan keng ko'lamli ishlov berish mumkin bo'lgan yagona qismlar.
MSda ishlov berish, qoida tariqasida, maxsus jihozlarni talab qilmaydi, ishlov beriladigan qismning bo'laklari qo'shimcha to'xtash joylari va qisqichlar yordamida mahkamlanadi. MS asboblar do'koni bilan ta'minlangan, shpindel boshiga joylashtirilgan va skameykadan yoki boshqa joydan boshqariladi. Yassi yuzalarni maydalash uchun kichik diametrli frezalashtirgichlardan foydalaning va so'qmoqlarni qatorlarga aylantiring. Sayoz teshiklarni qayta ishlash uchun ishlatiladigan konsol asbobi yuqori qattiqlikka ega bo'lishi mumkin va shuning uchun belgilangan ishlov berish aniqligini ta'minlaydi. Uni bitta o'qda yotadigan qilib oching, lekin ish qismlari parallel ish qismlarida harakatlanadi, ular har ikki tomondan ish qismini aylantirib, ikkala tomondan kesiladi. Agar tana qismlarini tayyorlash yangi yuzalar va teshiklar guruhlarini o'z ichiga olsa, unda ularni tayyorlash dasturining murakkab texnologik jarayonini soddalashtirish, shuningdek, qayta ishlash unumdorligini oshirish (bir vaqtning o'zida qo'shimcha vaqtni qisqartirish) uchun postni kiriting. CNC dastgohining xotirasi Ko'pincha takrorlanadigan turbulentlikning yangi davrlari (ekstremal , frezalangan). ). Ushbu tur uchun birinchi ochilishni (yuqori) qayta ishlash davri dasturlashtirilgan va yechim uchun ularning aylanish koordinatalari (X va Y) ko'rsatilgan.
Chaqaloq uchun dumba kabi 19 xavfsizlik dasturiga kiritilgan va IP320PMF4 rusumli dastgohlarda ishlov berish paytida vikoratsiya qilingan barqaror tsikllarning harakatini ko'rsatadi.

19-rasm - IP320PMF4 ko'p tsiklli ish stolida barqaror ishlov berish tsikllari:
1-tashqi konturni frezalash (dumaloq interpolyatsiya bilan); 2-chipni olib tashlash uchun matkap chiqishi bilan chuqur burg'ulash; 3-teshiklarning qadamlarini marshrutlash; 4-burilishli shpindelning turli yo'nalishi bilan zarb qilish; Maxsus mandrel bilan Ø 125 mm 5 burg'ulash ochilishi; 6-ichki uchlari konturining orqasida frezalash; Kontur bo'ylab 7 ustunli frezalash (dumaloq interpolyatsiya bilan); 8 teshikli teshik Ø 30 mm; 9-kesish (M16 gacha); 10-ichki oluklarni diskli kesgich bilan frezalash (dumaloq interpolyatsiya bilan); 11-shaklli teshiklar; 12-to'sar bilan uchlarini frezalash; 13-sirt turi korpusni o'rash.
IP500MF4 modelidagi qo'shimchani avtomatik ravishda o'zgartirish qurilmasi - yordamchi (PS) kichik 20 da ko'rsatilgan. PS 11 7-platformada (ikki PS sig'imi) o'rnatilgan bo'lib, uning ustiga gidravlik silindrlar 10 va 13 o'rnatilgan. T ga bo'ysunish - shunga o'xshash tutqichlar 14. O'rnatilganda platformaga (B o'q orqasidagi harakat) muhrlangan novda 14 da 12 bilan kiring. Platformada PS roliklarga 9 asoslanadi va markazga (yon tomonlarda) roliklar 8 (PS ning chiqish pozitsiyasi tepish holatida) joylashgan. Shlangi silindrli novda 10 ning harakati hamrohning qattiqligini (roliklarning orqasida) oshiradi.

Malyunok 20 - Yordamchi qurilmani avtomatik almashtirish uchun qurilma:
1-taglik plitasi; 2-boltlar sozlanishi; 3 tishli g'ildirak; 4-relsli; 5, 13,16-gidrosilindrlar; 6, 14 - ko'milgan tayoq; 7-platforma; 8,9-roliklar; 10 - gidravlik silindrli novda; 11-pristosuvannya hamrohi; 12 raqamli viza; 15-javon.
Shlangi silindrli novda 13 harakat qilganda, yig'ish 6 (to'g'ri novda bo'ylab) harakat qiladi va PSni 9 va 8 roliklari bo'ylab (to'g'ri A strelkasi bo'ylab) skameykaning aylanadigan stoliga aylantiradi, bu erda hamroh avtomatik ravishda pastga tushadi. qulflash moslamasi. To'planish natijasida 6, PS va ishchi stoldan (uni yangi hamrohga mahkamlashdan) inkapsulatsiyadan chiqing va tezda ishlov berish maydoniga o'ting.
Men ish qismini oldingi ish qismini qayta ishlash paytida (agar mashina kesish holatida bo'lsa) yoki ishlov beriladigan qismning orqasida o'rnataman.
Ish qismi kesilgandan so'ng, dastgoh stoli avtomatik ravishda (silliq tezlikda) ishlov beriladigan qismni almashtirish moslamasiga o'ngga o'tadi va shunday holatda joylashadiki, PS ning shaklli yivlari cho'kindilar ostida qoladi 6. Shlangi tsilindr. aylanuvchi stol sun'iy yo'ldoshni o'chiradi, shundan so'ng PS konlarga 6 kiradi va moy gidravlik silindrning 13 novda uchida joylashgan, novda o'ta o'ng holatga o'tkaziladi va hamroh ish qismidan platformaga o'tadi. 7, u allaqachon yangi ish qismi bilan PSda joylashgan. Sun'iy yo'ldoshni joylarda o'zgartirish uchun platforma 180 ° (15-g'ildirakda) gidravlik silindrlar 5 va 16 tomonidan boshqariladigan stendga 4 ulangan tishli g'ildirak 3 bilan aylanadi.
Platforma 7 dastgohning aylanuvchi stoliga 2 va 7 sozlash vintlari yordamida to'g'ri tekislanadi, taglik plitasining 1 proyeksiyasiga bosiladi, poydevorga mahkam o'rnatiladi.
Oziq-ovqat mahsulotlarini nazorat qilish:
Torna, frezalash, burg'ulash va boshqalar kabi CNC ishlov berish asboblarining xilma-xilligi qanday?
Tana qismlari blankalarini qayta ishlash uchun ko'p silindrli stanokning asosiy qismlari haqida bizga xabar bering.
CNC dastgohlarida ishlov berish



