Anvelopele auto pentru noi sunt un fel de obiect, la care nu ne gândim la plierea tehnologiei. Prima anvelopă poate fi montată pe mașină pentru o serie de procese. În cazul atelei de piele, soarta lucrătorilor simpli ai plantei, și a celor neputincioși, preia.
Shlyakh novoi shini de la centrul Doslidnitskiy la elevii școlii auto
Marile corporații pot include un număr de mii de sportivi, o parte cântătoare a unor astfel de pași măreți. Їхнє practic vin cu aspect nou treaptă, lată cea mai recentă viglyad cum să stabiliți calitatea suprafeței drumului, rasul mașinii, economia de benzină, indicatorii de zgomot. Un punct important aici este depozitul de gumi, care este infuzat în eficiența designului.
Practic toate cutiile pot fi găsite în programe speciale de calculator. Angajații centrului pre-Slidnitsky modelează comportamentul anvelopei și selectează opțiunea caracteristici amabile... Să încercăm să încercăm și să încercăm minți poloneze... Yaksho anvelopă nouă a arătat rezultatele mai frumos, nіzh іnshі modele din aceeași clasă, її rulat de la serіyne virobnitstvo. Puteți face corecturi în fața acestuia.
Producția de anvelope auto Etapi
The Leather Automobile Concern are propriile sale vinuri fine, care nu vor să fie strâmbe. Protejați principalele procese și ultima lor analogie.
Pregătirea sumei de gumă
Depozitul sumei la firma de piele. Chimiștii selectează proporțiile listei de componente într-un astfel de rang, astfel încât să nu aibă cele mai bune performanțe din punct de vedere al performanței și calității. Principalele depozite de gum sum:
- Cauciuc- Baza be-like gumi. Puteți vikoristovuvatis natural chi mersul sintetic pe jos. Bagato zakordonnykh virobnikiv cumpără cauciuc din Rusia.
- funingine Promislova... Іnkshe її shche apelează vuglets tehnice. Vona p_dvischuє opіr rive și ștergere. Funinginea se bazează pe greutatea moleculară a orei de vulcanizare și pe baza unei culori speciale a gumei.
- Acid silicic... Companiile americane și europene, din cauza lipsei de gaz natural pentru producerea carbonului tehnic pe teritoriile lor, au început să folosească acid silicic. Nu pot înlocui funinginea industrială cu acid silicic; Naturalitatea câștigului de pe o suprafață umedă. În spatele cordonului, râul este poziționat ca componentă ecologică la depozitul de gumi. Acidul silicic pentru o oră de funcționare a anvelopei este mai puțin pătat și conține depuneri negre pe asfalt.
- Oliyi și smoly... Înainte de a intra în depozit, trebuie să oferiți produsului finit nivelul necesar de zhorstkost.
- Activatori Vulkanizatsiynі. Înaintea lor stăteau sirka, oxidul de zinc, acizii stearic. Duhoarea vine ca un inițiator și catalizator pentru procesul de vulcanizare și, de asemenea, deschide o rețea vastă de molecule de polimer.
Pregatirea componentelor anvelopelor
Componentele anvelopei sunt împărțite în două grupuri principale, care sunt afișate în paralel. În primul grup, introduceți un protector, o minge de presiune, pereți laterali, la celălalt - inele laterale, cordon metalic, cordon textil.
Pliere anvelope auto
Un ruptor, bandaj de nailon, protector va fi înfășurat pe o singură tobă. Pe celălalt tambur, puneți inelul lateral și vârful în același timp cu bila de presiune și pereții laterali. Pentru cine să jignească o parte din ea, rezultatul este un autobuz „sira”. Vona povnistu gata inaintea procesului ofensiv.
Vulkanizatsiya
La instalatia speciala "sira", anvelopa este umflata si agitata la temperatura ridicata (170-205 grade Celsius) si menghina de 22 bar. Valoarea temperaturii și aderența anvelopei pot fi văzute din parametrii ghidați. În etapa finală, veți experimenta toate componentele într-un întreg neclar. Ora de vulcanizare este aproape de 10 hvili. Lasă-i ca anvelopa nabuva să ne numească cea mai primitoare viglyad.
Control de calitate
Gata anvelope auto Priviți în jur progresul sportivilor și apoi schimbați automatele. Produsele din vads se aruncă și nu se consumă decât după. Controlul calitatii poate fi schimbat si dupa parcurgerea etapelor, de exemplu, depozitul sumelor de humus este in curs de revizuire. Întregul proces tehnologic depinde de mașini și computere. Lyudin trebuie să urmărească roboții acelor mari prieteni.
Visnovok
Designul anvelopelor noi este completat de procesul tehnologic de pliere. Tampoanele de piele pregătite au avut o mulțime de rozeri științifici. La fabrică, anvelopa trebuie să treacă printr-o serie de etape de la începutul vârfului humusului până la vulcanizare. Înainte de a bea, calitatea unei atele de piele este transformată de un om acea mașină robotică.
Tehnologia de producție a anvelopelor este reparată de la început pentru programe speciale de computer suplimentare, precum și mici modificări ale benzii de rulare și profilului anvelopei. În spatele programelor suplimentare, veți fi ghidat de comportamentul opțiunilor de piele pokrishka pe drum în situații de iarnă. Pentru ce, acele cauciucuri, au dat cele mai bune rezultate la model teste rutiere, voi fi repartizat manual la verstat și voi trece testul în mod real minți de drum... În locul indicatorilor tehnici ai atelei cutanate, puteți testa, compara cu indicatorii mai scurti ai celor din aceeași clasă, dacă este necesar, supuneți reglajului și rulați virib în serie.
Producția de anvelope auto Etapi
1. Vyrobnitsvo gumovy sumishі
Prima etapă a tulpinii, indiferent dacă o pokrishka polyaga se află în sumele umede pregătite, este un depozit individual la compania de piele-virobnik și este păstrată în strict secret. Pentru a fi uimit în același timp, este la fel ca gumi shini să te întinzi așa caracteristici tehnice, iac:
- nivelul de construcție din patul drumului;
- speranţă;
- resursă de muncă.
Sirovina și materiale vitratice
Tehnologia producției de anvelope este sub forma manifestării componentelor, materialelor și chimiei inutile fără astfel de componente. În ts_y statty mi overexhausmo lipsit de principalele componente tsikh.
Totul poate fi atins de lucrătorii chimiei robotizate, care culeg și combină componentele și cele mai mici dintre gume, conform puternicei admirații a taxelor computerizate. De regulă, este adăugarea corectă a componentelor pentru a stabili calitatea gumii, deci nu este un secret pentru nimeni și include componentele ofensive:
- cauciuc, care formează baza sumei de gumă, care poate fi izopren sintetic sau scump. Ca demonstrație practică, cauciucul rusesc este folosit pentru a fi cel mai frumos din lume și pentru a fi învingător, pentru a fi folosit de cele mai populare companii străine pentru producerea produselor lor;
- funingine industrială, câștigat și carbon tehnic, care dă o culoare caracteristică gumei și dă un motiv pentru gustul și oboseala acesteia, o parte din funingine în sine pare să aibă un efect molecular în procesul de vulcanizare;
- acid silicic, care este un analog al funinginei din anvelopele fabricate de virobniki de peste mări și folosit pentru a crește nivelul de pokrishka pe suprafețele carosabile umede;
- olії acea rășină, care є componente suplimentare care joacă rolul de pom'yakshuvachіv gumi.
- agenți de vulcanizare, zokrema sirka și activatori de vulcanizare.
2. Componente vibrante anvelope
Tehnologia de producție a componentelor anvelopelor este transmiterea unei astfel de etape de producție a componentelor în anvelopă, care se bazează pe procese paralele precum:

3. Prăbușirea acoperirii auto și vulcanizarea
Plierea unei anvelope este a treia etapă a procesului și este prezentată pe tamburul de pliere prin metoda ultimei aplicări deasupra unei mingi a cadrului, a talonului și a benzii de rulare cu pereții laterali ai anvelopei, pentru care vulcanizarea. urmează procedura.
Tehnologia producției de anvelope auto, prezentare video:
Bagato avtovlasnikiv mayut curtea din spate despre bugetul anvelopelor de mașină, ale despre acelea, ca anvelopele balansate, puțin este posibil. Cea mai răspândită manifestare este că zumzetul este turnat în formă, iar apoi virib gata este vypresovuyutsya.
Cu toate acestea, nu este cazul, dar producția de anvelope auto este un proces pliabil, de înaltă tehnologie, pentru care este necesar să aveți o posesie specială pliabilă, control automat automat și soarta defecțiunilor de înaltă calitate.
Trishki іstorії
Anvelopa gumei Persha a fost suflată în îndepărtatul 1846 de Robert William Thomson. În acel moment, șoferul de vin nu s-a blocat, iar din nou înainte de pneul cauciucurile s-au întors 40 de ani mai târziu, de când în 1887 scoțianul John Dunlop a venit cu cercuri de la furtunul de udare, le-a pus pe roțile bicicletei. a păcatului său și să-l pompeze.
După trei stânci, Charles Kingston Weltch, după ce a propus camera și pokrishka, a introdus o săgetă în marginile pokrishka și le-a pus pe partea din spate, de ceva timp, după ce a tăiat zagliblenya în centru. La aceeași oră, au fost propuse modalități raționale de asamblare și demontare a anvelopelor, care au făcut posibilă fixarea gum pokrishki pe mașini.
Procesul de producție a anvelopelor
De ce să fii timid
Materialul principal, care stagnează înainte de ora de producție a anvelopelor, gumă, este fabricat pe bază de cauciuc natural. Este o chestiune de faptul că în anumite proporții și un fel de cauciuc de furnizat, va dura mult timp să iasă din iarnă sau iarnă. 
Deci, la guma pt anvelope cu litiu pentru a obține cauciuc peste partea de sus, astfel încât gingia să devină mai tare, mai rigidă la atingere, nu devine „aprinsă” din cauza temperaturii ridicate și nu se va îmbunătăți cu suprafața drumului. Schob vigotoviti zimovі pokrishki, adăugați cauciuc natural, care fură huma cu myakshoy și elastic. Zavdyaki tsomu anvelope de iarnă nu „dubiyut” chiar și pentru înghețuri severe.
- Guma de cauciuc Krym rezumă componentele neputincioase, cum ar fi plastifianți, napovnuvachi, funingine, aditivi de vulcanizare.
- Anvelopa este stocată din elemente de decal, combinate într-o singură unitate: un cadru sau un șnur, o minge de sparg, o benzi de rulare, o latură a aceleiași piese.
Iac timid schelet
Snur de maybutnoy pokryshka legănat din fire metalice, textile și polimerice pe un verstati special - „creel”. Dintr-o pisică bagatokh, firele sunt trase pentru a converge într-un singur fel. Zagalom design nagaduє țesut verstat. Distanța plexului cordonului este consumată în extruder, de-vidbuvatsya yogo humuvannya.
Carcasa gata făcută este gata de utilizare într-o mlaștină de o lățime considerabilă, pentru anvelope de dimensiuni considerabile. І zmotuєtsya în cazane pentru colectare și transport. Guma nevulcanizată Oskіlki este chiar lipicioasă, deci este unicitatea cadrului și bilele sunt introduse în garnituri.
Iac timid protector
 Etapa ofensivă virobnitstva - tulpina protectorului. O linie de cordon de gumă este alimentată pe un verstat, care prin metoda de extrudare este transformată pe banda de rulare. Sughit, lucrătorii ar putea mări vizibil și clar dimensiunea maybutny pokryshka, protectorul farului, să elimine liniile de culoare.
Etapa ofensivă virobnitstva - tulpina protectorului. O linie de cordon de gumă este alimentată pe un verstat, care prin metoda de extrudare este transformată pe banda de rulare. Sughit, lucrătorii ar putea mări vizibil și clar dimensiunea maybutny pokryshka, protectorul farului, să elimine liniile de culoare.
Parte laterală
Partea pokrishka este depozitată din inelul lateral și din bila de gumi vâscos, rezistent la putere. Feroneria anvelopelor urmeaza a fi reparata pentru faptul ca metalul dezvolta humus, din cauza faptului ca raza necesara a jantelor se rasuceste si se traseaza colas. Scriind la verstat, e bine să pliezi. Puteți admira prezentarea procesului pe video.
Skladannya
Etapa de prevalență - ridicarea pokrishka terminată. Ieșiți la verstat, care trebuie să fie pregătit pentru elemente. Deservire verstat doi muncitori: ridicare și reîncărcare.
Primul este pus pe inelele laterale, iar celălalt este introducerea bobinelor cu componentele. Când este setat numărul de verste, totul este jefuit automat: pentru o parte, cumpărați piese suplimentare și pregătiți un semifabricat, apropo, pentru un protector cu întrerupător. De îndată ce sunt gata, anvelopa este cunoscută și mă uit în jur pentru orice defecte. Întregul proces poate fi vizionat și pe video.
Vulkanizatsiya
Ostann_y stadiu virobnitstva - vulcanizare. Anvelopa este acoperită cu un abur fierbinte sub o aderență de 15 bari la temperaturi apropiate de 200 de grade pe Celsius. Ca rezultat, cauciucul, funinginea și toți aditivii se unesc, iar pe suprafața acoperirii, în spatele formelor de presare suplimentare, se aplică un model de benzi de rulare și scriere. Anvelopele sunt gata pentru a fi transformate pentru a se potrivi tuturor caracteristicilor necesare.
Notă istorică:Prima a fost spartă de Robert William Thomson în 1846, dar nu i s-a dat vina pe cel gri. Ideea unei anvelope pneumatice a fost reintrodusă abia în 1887, de când scoțianului John Dunlop i-a venit ideea de a pune pe roata unei biciclete triciclete cercuri largi albastre de 10 rânduri, sparte de furtunul pentru udare. grădina și umflați copiii. Și chiar în 1890 p. tânărul inginer Chad Kingston Weltch, după ce a propulsat prin cameră de la pokrishka, a introdus pokrishka în marginile pokrishka și buzunarele laterale, care mai târziu au dus totușia în centru. Todi f englezul Bartlett și francezul Didu vinaysli au acceptat foarte bine metodele de asamblare și demontare a anvelopelor. Toate acestea au însemnat capacitatea de a conduce o anvelopă pneumatică pe o mașină.
1. Principalele materiale pentru fabricarea anvelopelor sunt guma, care este fabricata din cauciuc natural si sintetic, acel cordon. Tesatura de cordon poate fi realizata din fire metalice (snur metalic), fire polimerice si textile. Anvelopa este depozitată din cadru, bilele ruptorului, banda de rulare, lateralul anvelopei.
2. Pe fotografie, puteți folosi cablul maybutniy. 
3. Huma nevulcanizată este și mai lipicioasă, așa că rătăciți într-o bobină cu o garnitură din material special, care vă permite să o îndepărtați cu ușurință. 
4. Achizitionate intr-o astfel de axa bobinele sunt trimise la depozit. Plăci cu numere - dimensiunea lățimii cordonului. 
5. Aici modelul benzii de rulare ar trebui să fie fixat. O linie de gumi este alimentată pe mașină, prin metoda extrudarii, este transformată pe protectorul maybutny. 
6. Pentru o evaluare vizuală clară a dimensiunii anvelopei, culoarea mărcii este aplicată pe banda de rulare. 
7. Placa este lăsată să stea strâns pe janta roții. Pentru scopul general al inelelor de bord, bila interioară este vâscoasă și etanșă la fluide (pentru anvelope fără cameră) Gumi. 
8. Drit iz tsikh cat to veni la verstat, de curl up with huma. 
9. La un număr de verste, guma la fel se răsucește la diametrul necesar și se transformă în cercuri. 
10. Vyhodyat astfel de inele la bord, care sunt baza pentru funcționarea întregii plăci. 
11. Urcarea la bord aici. Ledve mai jos știi videoclipul procesului. 
12. Pas frumos - pokrishki pliabil. La sfârșitul verstatului, trebuie luate piesele necesare. 
13. Verstat pentru clasa „Slavă roboților!” Depozit doar pentru plăcuțele de la bord. 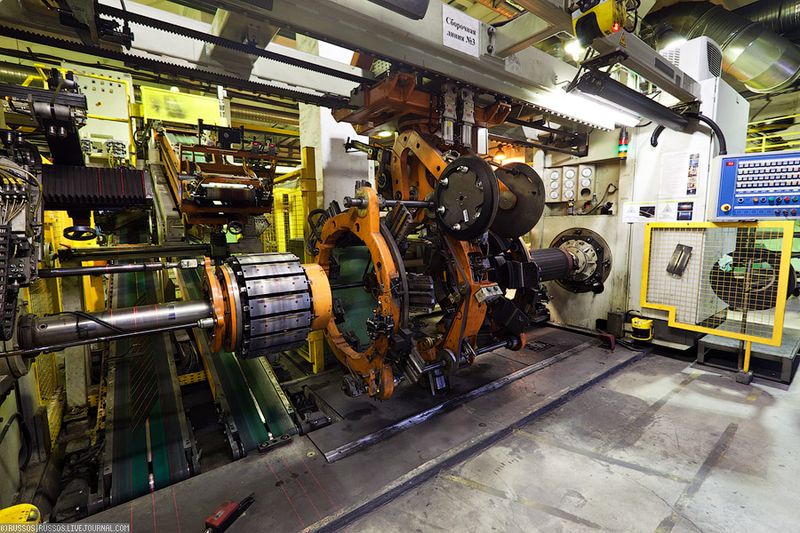
14. Și lăsați dispozitivul să jefuiască totul de la sine: ridicarea tuturor componentelor pokrishka și pregătirea piesei de prelucrat de banda de rulare a protectorului cu un întrerupător.