Dvigunul potrivit se face vinovat de a dezvolta mai multă tensiune, de a lucra fără întreruperi la exterior și la ralanti, de a nu se supraîncălzi, de a nu diminua și de a nu lăsa uleiul să treacă prin orificiu.
Incomparabilitatea este posibilă datorită căii de diagnosticare-baie pentru semnele de recunoaștere fără a deplasa motorul.
Mecanismul bielei manivelă este de un astfel de semn de bună calitate: apariția loviturilor și a zgomotului terților, scăderea puterii motorului, creșterea vitratului de ulei, supravitratul palivei, aspectul de dim în gaze.
Loviturile și zgomotele din motor apar ca urmare a uzurii crescute a pieselor principale și apar pe măsură ce piesele rezultate au goluri crescute.
Atunci când pistonul și cilindrul sunt uzate, precum și atunci când jocul este crescut între ele, există un ciocănit metalic dinamic, care este binecunoscut atunci când se lucrează cu un motor rece. Re: loviturile metalice marcante în toate modurile de mișcare a robotului indică o creștere a jocului dintre bolțul pistonului și bucșa capului bielei superioare. Creșterea ratei de lovire la o frecvență înaltă și înfășurarea în jurul arborelui de frecvență indică uzura inserțiilor rădăcinilor sau a lagărelor de biele, în plus, sunetul este mai plictisitor, tonul caracteristicii atunci când inserțiile sunt uzate. O lovitură ascuțită, neîntreruptă a motorului, care supraveghează prinderea uleiului, mărturisește producția de rulmenți. Se aud zgomote și bătăi care se văd în spatele unui stetoscop.
Scăderea tensiunii motorului pentru a reduce compresia în rezultat: defecțiunea garniturii capului cilindrilor în cazul unei strângeri slab neregulate a piulițelor fixate-lene sau contracție a garniturilor; gumă arsă în șanțurile pistonului ca urmare a depunerii de creste rășinoase și funingine; uzura, ruperea sau pierderea elasticitatii; uzura peretilor cilindrilor.
Compresia în cilindrii dvigunului trebuie să fie inversată din mâini sau cu un compresometru. Pentru a inversa compresia de la mâini, răsuciți bujiile, întoarceți cilindrul peste clopot. Înfășurați arborele cu un mâner de pornire, în spatele suportului de manivelă judecați compresia. Deci este în sine să inverseze compresia și în restul cilindrilor.
Pentru a recalcula compresorul cu un compresor, urmați progresia motorului, rotiți dopurile, rotiți clapeta de accelerație și rotiți amortizoarele. Instalați vârful de gumă al compresorului și întoarceți dopul și întoarceți numărul de piese cu 8-10 rotații. Despre mărimea compresiei judecând după contorul de compresie afișat. Pislya Provora-Chuvannya arbore coliniarîn cilindrul de referință, valoarea compresiei este de 7,0-7,8 kgf / cm2. Într-un astfel de rang, este necesară inversarea compresiei în cilindrul pielii după aceea.
Despre moara tehnica Grupul cilindru-piston și supapele pot fi apreciate după valoarea aparentă a virii (controlată de un manometru special) furnizat cu o menghină în cilindrul motorului cu un atașament suplimentar K-69. Cu o strângere completă, introduceți-l în cilindrul de piele al dvigunului prin deschiderea bujiei.
Aporturi de ulei vitrat, paliva pervitrat și eliberarea de vară a gazelor de culoare verde (cu un nivel normal de ulei în carter) inele de piston pentru їх purtare. Zalyagannya k_ltsya poate fi pus în loc fără rozbyrannya dvigun, pentru care în cilindrul de piele al unui dvigun fierbinte se toarnă 20 g de părți însumate de alcool și gaz denaturat în partea de jos prin deschiderea pentru lumină. Vranty dvigun alunecat eliberați, dați proprantsyuvati 10-15 min, zupiniti și înlocuiți uleiul.
Adăugarea de funingine pe fundul pistoanelor și camerelor reduce conductivitatea termică, precum și supraîncălzirea motorului, scade puterea acestuia și crește temperatura arzătorului. Pentru a vedea funingine, este necesar să lași apă să iasă din sistemul de răcire, să o repari, să o fixezi pe capetele cilindrilor și, prin înșurubarea piulițelor, să eliberezi în siguranță capul cilindrilor, să nu faci garnitura. De îndată ce garnitura a fost lipită de bloc, sau capetele cilindrilor, apoi glisierele cilindrilor, apoi au fost zdrobite cu un cuțit fals sau cu un purpuriu metal subțire lat.
La motoarele de tip V, în fața nobilimii chiulaselor, în plus, este necesar să se ia toate atașamentele din conducta de admisie, să se ia (conducta și numai atunci când capetele sunt scoase.
Puteți vedea depozitele de carbon cu răzuitoare pentru lemn sau cu răzuitoare din metalul moale, astfel încât fundul pistoanelor să nu strălucească prin pereții camerei Zgor-Raniya. Funingine Vidalyayuchi, apoi închideți-o cu ganchirky susidni qi-Lindren pur. Nagar este mai ușor de știut, ca și cum ar fi un rozm'yakshiti, având poklavi pe o nouă ganchir'ya, sunt lovit de un gaz.
La instalarea garniturii chiulasei, este necesar să o freci cu grafit pulbere.
Triciclurile din cămășile capului răcit al cilindrilor pot apărea atunci când apa este înghețată sau dacă cămășile motorului fierbinte sunt răcite cu apă rece.
Mecanismul de generare a gazului este mai puțin caracteristic inechităților - nu doar aderența supapelor la cuiburi și nici mai mult la criticitatea supapelor.
Nu există prea multă aderență la valvele la cuiburile vi-pentru astfel de semne: modificarea compresiei; batai periodice la conducta de admisie sau de evacuare; căderea puterii lui dvigun. Motivele închiderii necorespunzătoare a supapelor pot fi: acumularea de depuneri de carbon pe supape și cuiburi; aşezarea carcaselor pe suprafeţele de lucru (teşituri) і setarea capului supapei; ruperea arcurilor supapelor; Adăugarea de supape la conexiunile directe; jocul dintre clipsarea supapei și vârful basculantului.
Supapele se caracterizează prin zgomote de bătaie în mișcare și în căderea efortului. Inegalitatea apare ca urmare a jocului mare dintre forfecarea supapei și vârful culbutorului. Înainte de defecțiunile mecanismului de ardere cu gaz, trebuie efectuată și uzura angrenajelor arborelui rotorului, corpurilor de accelerație, bucșe directe, uzura tardivă a arborelui rotorului și uzura bucșelor și axelor arborilor culbutorilor.
La motoarele ZIL-130, roboții pot fi deteriorați prin mecanismul de rotire a supapei de admisie ca urmare a darii unui sac și arcuri mecanismului de rotire.
Depunerile de carbon trebuie văzute cu ajutorul unei raclete; supapele, care pot provoca coji minore pe suprafața de lucru, trebuie frecate, arcul va fi deteriorat și va fi înlocuit. Înlăturarea daunelor este introdusă în regulament.
Pentru a șlefui supapele, marcați arcul supapei, puneți un arc slab pe cap, aplicați o minge de pastă pe suprafața de lucru, apoi depozitați-l cu o pulbere abrazivă și ulei și după o rotație suplimentară. La schimbarea direcției de ambalare, supapa trebuie schimbată. Când este frecat, este posibil ca pe suprafața prizei și a suprafeței de lucru a supapei să existe o aspirație de swah mat cu o lățime de 2-3 mm. Etanșeitatea scaunului supapei trebuie ajustată pentru un atașament suplimentar sau stinsă. De dragul supapei, instalați-l în scaun, strângeți arcul și închideți-l pe tunsoare, întoarceți capul cilindrilor și umpleți gazul în camera de foc. Apărând stins pe tunsoare și bucșe de ghidare pentru a indica frecarea frecării.
Pentru a regla jocul dintre tăietorul de supapă și vârful basculant, este necesar: setați pistonul la presiunea cursei de strângere (supapa va închide supapa); Pentru a reconsidera jocul, dacă este necesar, pentru a regla șurubul de reglare, pentru care înșurubați piulița de blocare a șurubului de reglare pe jug; strângeți piulița de blocare și reglați din nou jocul.
Mic. 183. Reglarea golurilor termice
Este necesar ca arborele usunennya rozpodilnogo să ajungă cu un bor al inelului distanțier. Cu o uzură semnificativă a pieselor mecanismului pe gaz, motorul poate fi reparat. Sistemul de racire este unul dintre cele mai importante din motor. Dacă este greșit, atunci dvigunul este supraîncălzit sau suprarăcit. Diagnosticare-baie a sistemului de racire va cauta semne noi.
Înainte de a se depista cele mai frecvente defecțiuni ale mecanismelor macaralelor: nealinierea arborilor; echilibru inadecvat al shkivului galvanizat; selectarea incorectă și uzura roților dințate; slip і vidma galma; fluxul de ulei din cutia de viteze; slăbirea vuzl_v-ului reductorului; uzura roților de rulare; cuplaje manșon-deget rozetă.
Insuficiența arborilor de produs înainte de prima ieșire din fretul arborilor, rulmenților și cuplajelor din spate.
Lipsa, de regulă, este o problemă de lipsă de aliniere în universitățile rezultate. Pentru a asigura mecanismele adecvate de robot, toate universitățile sunt centrate în funcție de toleranțele acceptate. Pentru întreaga cutie de viteze de pe cadru trolii, de regulă, închideți-o ermetic și schimbați corpul motorului electric și suportul tamburului. La troliurile unificate, motoarele electrice ar trebui atașate la cutia de viteze pe flanșe, iar alinierea greșită poate fi găsită doar în ansamblul arborelui cutiei de viteze din tambur. În general, alinierea greșită a cutiei de viteze în formă de pană și a motorului electric conectat la aceasta nu este sigură pentru montarea cu flanșă a motorului.
Inadecvarea valorilor admisibile poate fi cauzată înainte de ruperea arborelui cutiei de viteze în sine. Un astfel de troliu trebuie reparat și re-centrat la plantă, deoarece nu este înțelept să corectezi dezalinierea pe un budmaidan. Mărimea numărului de motoare electrice este folosită ca semn de respingere pentru numărul de trolii. Când deplasați capătul de putere al motorului, de exemplu, troliul L-500, mai mult de 3 mm pe verticală, funcționarea troliului nu este permisă.
Echilibrarea roții zincate nu este suficientă pentru a produce o montare dinamică suplimentară pe arbore și lagărele cutiei de viteze și dvigun. La troliurile unificate cu montările cu flanșă ale motorului, echilibrul troliului nu este adecvat pentru vibrația motorului și a întregului mecanism. Pentru a asigura mecanismul normal al robotului, este necesar să inversați plantarea corectă a șuruburilor galvanizate pe arborele dvigun (nu în lateralul diblului și nu așezați șuruburile pe acestea). Yakshcho cheia templului, її zamіnyuut. Dacă cheia este normală, șuruburile galvanice sunt conectate de la arbore și o echilibrează static.
Dacă roțile dințate ale cutiei de viteze sunt pliate incorect și uzura în cutia de viteze, există lovituri periodice, zgomot continuu și constant, iar rulmenții sunt încălziți. O lovitură în cutia de viteze poate fi rău, capturi pe dinții uneia dintre roțile dințate, aterizarea neobservată și excentrică a roților pe arbori. Când este aprobată băutura mică de viboin їkh; cu mare - angrenajele roților înlocuiesc. Dacă roțile nu sunt fixate anormal sau excentric, se vor opri și ele.
Zgomotul din cutia de viteze a roții de viteză sună atunci când angrenajele sunt sâcâite, astfel încât nu va împiedica contactul necesar al dinților. Inegalitatea rodării pas cu pas a dinților este în creștere.
Rulmenții troliului sunt încălziți de la instalarea greșită atunci când sunt pliați, dar axa troliului este strânsă. Asigurați-vă că rulmenții sunt strânși de goluri, inelele de reglare vor fi înlocuite cu mânerele și clemele pentru rulmenți, împiedicând jocul total de 0,4 mm. În cazul montărilor cu flanșă, același spațiu este prevăzut pentru garniturile suplimentare de control între carcasa cutiei de viteze și flanșa suportului. Inelele de reglare sunt montate la montarea cutiei de viteze, garniturile sunt trimise la aplicarea presiunii. Schimbați decalajul la strigătele zapadnykh cu o sondă.
Mic. 181. Denumirea garniturii
Când garnitura este marcată (Fig. 181), alezajul etrierului se micșorează până la capetele cutiei de viteze și ale rulmentului. Apoi începeți vizual înălțimea h a papurei de mărgele. Dimensiunea garniturii A se datoreaza unei cresteri cu 0,4 mm a diferentei dintre inaltimea gulerului si montajul intre capete h - a. Imediat ce iese la iveală, apare între capete și mai mult de înălțimea mărgelei 1g, se cunoaște coroana și flanșa este canelată, astfel încât șiragul să fie îndepărtat.
Motivul zgomotului din cutia de viteze și încălzirea rulmenților poate fi cauzat și de lipsa de spațiu în cutia de viteze. Dacă dați jos inegalitatea, adăugați catargul la nivelul necesar, care poate fi inversat cu o sondă sau cu un dop de control.
În cazul arborilor cu trei roți, se poate produce supraîncălzirea rulmenților ca urmare a nealinierii arborelui. Instalarea corectă a arborelui unor astfel de trolii poate fi folosită pentru a schimba iac fără față pe macarale, precum și în rețea. Pentru a cunoaște tamburul, cutia de viteze este strâns cu șuruburi de rame, iar suportul arborelui de ieșire al cutiei de viteze este asigurat de suport. Dacă suportul pentru vin nu este strâns cu șuruburi, suprafețele de sprijin sunt rupte, apoi plăcuțele sunt instalate. Pe măsură ce suportul pentru vin se potrivește în cadru, plăcuțele așează cutia de viteze. Apoi voi întoarce axul cu mâna. Deoarece suportul pentru vin se deplasează în curelele orizontale și verticale, înseamnă că arborele de sertizare și cererea acestuia sunt reparate sau înlocuite.
Alunecarea galma polyagaє prin aceea că, atunci când dvigun galmo este pornit, avantajul nu poate fi îndepărtat. Pot exista motive vicioase pentru următoarele: reglarea incorectă a galmei, vibrațiile mari ale căptușelilor galvanice, înclinarea galmei de-a lungul uzurii către axa roții, ungerea suprafeței roții și a căptușelilor. Reglarea incorectă a galmo trebuie curățată înainte.
Vibrarea plăcuțelor galvanizate începe vizual urmărind urmele de nituri de pe suprafața mantalei galvanizate, sau în ceea ce privește grosimea plăcuțelor. Robotul galma este permis dacă grosimea suprapunerilor nu este mai mică de 4 mm în partea de mijloc și nu mai puțin de 2,5 mm de-a lungul marginilor. Dacă uzura căptușelilor este prea mare, va îngheța. Când galma este înclinată, plăcuțele nu vor dormi până la manta, ceea ce nu permite creșterea momentului galvanic. Motivele nealinierii pot fi instalarea incorectă a galmei pe cadru, sau un defect, admis în timpul pregătirii sale. În primul vipad, trecerea galmei este absorbită, garniturile sunt instalate cu șuruburile de fixare a galmei la bază, în celălalt - galmo este inhibat.
Când ungeți suprafața scripetelui sau căptușelilor, clătiți-le cu gaz sau curățați-le cu benzină.
Când vedeți galma, aceasta poate fi scăpată, dacă plăcuțele nu se extind atunci când electromagnetul este pornit. Mecanism pentru a fi copleșit atunci când motorul electric este pornit, ceea ce poate cauza supraîncălzirea și ieșirea din cale a motorului. O astfel de vidma poate fi rău, dar arcurile sunt strânse superficial, căptușelile galvanizate sunt înghețate pe manta, lipsa unei linii în Elektrogidroshtovkhach este înghețată.
Strângerea arcurilor este schimbată pentru linii suplimentare. Când arcurile sunt slăbite de arcul fix, induse în instrucțiuni, strângerea este reglată, așa cum este indicat în cap. XI.
Prying pe suprapuneri viyavlyayut rangul ofensiv. În spatele ajutorului unei persoane importante, se află o coloană vertebrală a unei galme, care este spasmat cu un tsom pentru tampoane. Deoarece căptușelile nu ies din shkiv, dar tampoanele nu ar trebui să iasă din căptușeli, ceea ce înseamnă că căptușelile sunt înghețate. Trageți inegalitatea, loviți o bară de lemn la capătul căptușelii și atingeți una nouă cu un ciocan.
Ridina din Elektrogidroshtovhach poate îngheța, dacă nu va fi vizibilă pentru mințile roboților la temperaturi scăzute, sau mecanismul nu ar funcționa. Rozіgrіvayut elektrogіdroshtovchach până la 50-60 ° C cu un pistol. Mișcarea shtovhacha se inversează, este doar puțin. Pislya rosіgrіvu shtovchach selectat greșit rіdina înlocui știri. De îndată ce nu a fost făcută, ar trebui trimisă la reparație.
Cu lipsa liniei rіvnі în shtovkhachі, schimbările în lungimea stocului sunt scutite. Înainte de ajustarea nivelului liniei, era ceva mai important să urcăm pe deal pentru a vedea. Voi preda cursa tijei la împingerea jugului, voi preda cursa tijei la pornirea arborelui, nivelul liniei de deficiențe și este necesar să adăugați o linie la cazul de capul electric hidraulic.
Scurgerile de ulei se datorează defecțiunii uleiului, sau ca urmare a reducerii re-ulei reductorului sau ca urmare a defecțiunii din cauza unei performanțe necorespunzătoare.
Reducerea cutiei de viteze cu ulei se poate face cu ajutorul jojei masticatorului. În același timp, cantitatea de ulei va fi cunoscută a fi din partea superioară a capului. Uleiul în exces a alunecat spre furie, după ce a înșurubat dopul reductorului.
Când troliul se stinge sau când sunt instalate pene (manșete), înlocuiți-le cu altele noi când ridicați troliurile.

Mic. 182. Accesorii suplimentare pentru cutia de viteze pe mecanismele de rulare:
1,2 - garnituri de guler, 3 - guler, 4 - bolț
Dacă există o scurgere de ulei din cutia de viteze globulară, atunci nu creștem strângerea (Fig. 182), apăsați strângerea din pâslă pentru șuruburile suplimentare 4. Pe mecanismele unificate, întoarceți pentru a pune șaiba suplimentară de gumă 4 (Fig. . 183, Fig. 183, . 183, b).
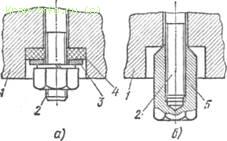
Mic. 183. Deformarea Dodatkovo a arborelui pane la mecanismul de rotire: a - cu o șaibă de gumă, b - cu o piuliță cu capăt conic; 1 - arbore pinion, 2 - ac de păr, 3 - șaibă, 4 - șaibă de gumă, 5 - piuliță cu capăt conic
Dacă există o scurgere prin dopul de scurgere sau crăpături, fisura va trage de fixare sau garniturile vor fi înlocuite.
Slăbirea universităților reductorului macaralei este epuizată de roboții mecanicilor: cutia de viteze în timpul robotului este redusă, poate fi redusă la defalcarea performanței arborelui; șuruburile și balamalele sunt sparte; labele dvigunului sunt scoase prin buzunare, transferate în dvigun din cutia de viteze. Vuzli fixare slab din cauza apariției unor motive: șuruburi insuficient strânse; NU sudați benzile de reținere și opriți; proiectare inadecvată a mecanismului; Lipsa de informatie.
Pe toate cutiile de viteze, atunci când sunt robotizate, există semne de forță orizontală, care apar ca un robot inversor al transmisiilor de viteze, ca urmare a alinierii greșite permise și pentru toate treptele critice. De regulă, zusillia este mic, ale, dyuchi permanent, duhoarea poate slăbi institutul de instalare. Deci, pentru un mecanism robotic superb, pentru a urma moara șuruburilor de fixare a cutiei de viteze și pentru fixarea suplimentară pe cadru, sudați benzi de fixare de blocare.
Uzura roților de rulare se vede pe suprafața de lucru a rolei, precum și pe flanșe. Imediat după o oră, rularea roților de conducere se modifică cu 3-4% din diametru (pentru macaraua KB-100.2, valoarea vibrației este de 20 mm cu un diametru al roții de 500 mm), grosimea flanșelor, din cauza uzurii, a devenit mai mică de 15 mm, roțile vor fi înlocuite pentru reparații. Motivele vibrației suprafețelor de lucru ale roților de rulare sunt: diferența de diametre ale roților macaralei, care sunt antrenate de la un motor, în urma cărora apar modificări de alunecare și uzură; zasosuvannya lityh kolіs înlocuiește ștanțarea; vizibilitatea sau afișarea incorectă a dopului de căldură. Pulverizarea flanșelor roților de rulare se explică prin inexactitatea așezării căii macaralei: urechea transversală aparentă și lățimi mari ale numărului de dimensiuni nominale, precum și axele neparalele ale roților.
Cu o capcană transversală către capcană, împingeți macaraua spre capcană. Cu un număr mare de flanșe, acestea sunt strânse în mod constant pe șipci, astfel încât să poată produce uzură intensă. Aceleași se văd atunci când se conduce de-a lungul lățimii numărului și neparalelismului axelor roților, deoarece atunci când macaraua funcționează, roțile sunt apăsate constant pe șine fie de una, fie de o flanșă.
Atunci când cuplajele bucșă-deget sunt rupte (uzura bucșelor arcului sau a degetelor, slăbirea prinderii), bucșele trebuie înghețate sau degetele și elementele de fixare sunt strânse. Când suprafața de lucru este uzată, gaura și deschiderile de pe partea din față a manșonului sunt trimise pentru reparație.
| |
§ 98. Defecțiunea sistemelor de blocuri de camer㧠100. Nereguli ale circuitelor electrice
SHO TAKE GRM
Mecanismul de generare a gazului (este rapid să-l apelezi nu la sincronizare) este un atașament care va împiedica furnizarea la timp a focului cilindrii motorului cu ardere internăși eliberarea de gaze comerciale. Aceste funcții ale mecanismului cu gaz sunt realizate în unitățile de putere chotritactice pentru deschiderea și închiderea supapelor de intrare și ieșire, care pot fi cauzate de arborele rotorului și mecanismul special cu came.
Într-un astfel de rang, elementele principale ale mecanismului cu gaz sunt supapa, arborele de antrenare și arborele de antrenare. La alte mașini, supapele sunt situate în blocul de cap al cilindrilor. Pentru asta, supapa este strânsă într-o tabără închisă, arcurile sunt vicioase. În ora daneză, cea mai răspândită foc interior cu mecanisme de generare a gazelor, care sunt utilizate pentru a funcționa pentru supape de choter (două supape de admisie și de evacuare sunt aduse la cilindrul de piele) și circuite cu două supape (o supapă de admisie și una de evacuare pe cilindru).
Diagnosticarea problemelor de sincronizare
Au condus pe arborele rozetă al ambalajului poate fi transferat pentru o trecere suplimentară, lancetă sau transmisie cu viteze. Lingerea sau bărbierirea lancei sau a curelei de distribuție poate face ca supapele să se deschidă înainte de a lovi pistoanele, blocând ieșirea motorului. Însuși studentul autoclass de piele este vinovat de respect pentru mecanica rozpodilului de sume de ardere, efectuând prompt diagnosticarea institutelor lor și a altor detalii.
Diagnosticarea problemelor de sincronizare este o procedură dificilă și chiar mai cuprinzătoare. Conform datelor statistice privind mecanismul sechestrului, este aproape de douăzeci de ori în toate tipurile de dvigun și, pe baza defecțiunilor emergente, este aproape de jumătate din intensitatea muncii a roboților de reparații și Serviciu tehnic... Este nevoie de o oră pentru a ignora diagnosticele observaționale înainte ca un număr mare de motoare să fie reparat, resursa poate fi depășită sau din cauza unei defecțiuni de urgență. Pentru a realiza extinderea unor astfel de cauze majore de defecțiuni la robotul de cronometrare, cum ar fi nerespectarea regulilor de funcționare a motorului cu ardere internă, inclusiv realimentarea cu rășină arsă, umplerea unor măsline obstrucționate, banalizarea motorului robotului pe tâmple .
Modificări și cauze ale principalelor probleme de sincronizare
Supape de sunet
De cele mai multe ori, este posibil să se mănânce prin mecanismul de eliberare a nebuniei combustibile, așa cum se numește supapa blocată, deoarece cel mai adesea este cauzată de două motive: atunci când benzina este deteriorată, arcurile supapei sunt slăbite prin forfecarea supapei. În restul căderii când se ajunge la piston. supapa pur și simplu nu se potrivește în scaun. Este corect să spunem că există o inechitate în vehiculele cu motor de zi cu zi pe care este și mai dificil de dezvoltat.
blocarea ridicătorilor hidraulici
Okremikh sl_v merit defectele compensatoarelor hidraulice. Vikoristannya zanado ridny sau obstrucționat oliyya să producă înainte ca compensatorul hidraulic să se „adapteze” la funcția sa principală, ca un stâlp pentru a compensa golurile în sincronizare. Pentru funcționarea motorului cu ardere internă, voi bloca în primul rând blocarea ridicătorilor hidraulici. Dovezi ale defecțiunilor universităților cikh є lovitură de metal, cum se trece de la cap la blocul de cilindri pe un motor imperfect.
ruina decalaj termic, Faza gazorozpodil
Deteriorarea jocului termic de pe unități din cauza posibilității de reglare a acestora este cauzată de uzura rulmenților și camelor arborelui cu came, scripete dințat, pentru care învelișul este transferat pe unul nou, precum și din cauza ajustării necorespunzătoare. Severitatea defecțiunilor la robotul de cronometrare este eșecul fazelor de benzină. Ca urmare, funcționarea stabilă a motorului se va deteriora, precum și o scădere a efortului, care va fi virală, ca răspuns la valoarea nominală.
Supape Pogane prlyagannya
Dacă supapa nu aderă la scaun, poate fi o mică minge de funingine pe scaune, precum și pe supape în sine, apariția unor cochilii pe suprafața de lucru a piesei, atunci când arcurile supapei sunt fretat, capetele supapelor sunt clătinate, iar tija este trasă înapoi. În plus, cauza acestui fenomen poate fi criticată la jocul total dintre jug și bordura supapei.
Semne de inegalitate a timpului
Semnul de mijloc este că mecanismul de generare a gazului de inadecvate poate fi atribuit loviturilor metalice, necaracteristice pentru roboții cu motor obișnuit, reducerii compresiei, loviturilor în conductele de admisie și admisie, precum și reducerii presiunii. centrală electrică... Cele trei opțiuni rămase nu sunt suficient de vechi atunci când aveți supape urâte lipite de scaunele lor.
Despre deteriorarea decalajului termic, uzura camelor și lagărelor arborelui cu came, diagnosticianul major „vorbește” despre scăderea presiunii și loviturile metalice, cum să lună în blocul de cap al cilindrilor când motorul funcționează la turații mici și medii. Motivele apariției zgomotului din partea de antrenare a arborelui rozetei și construcția periodică în toba de eșapament, poate exista uzura curelei (sau lăncii), service de antrenare a arborelui cu came, precum și uzură. a scripetei dinţate. Scăderea nivelului de ulei din carter din cauza modificărilor tensiunii motorului și apariției presiunii albastre în gazele asociate nu este neobișnuită din cauza „inadecvărilor” datorate mecanismului bielei manivelă, care reduce tensiune în scurgerea uleiului
Dzvinki metalic (care se numește detonație) bătăi, caracteristice perioadei de accelerare a mașinii, iar robotul cu motor cu întreruperi - semne de apel de murdărire a funinginei pe supape, viciozitatea benzinei neplăcute, defecțiuni ale KShM. Supapele, scăderea nivelului de elasticitate, eliberarea arcurilor supapelor pot duce la defecțiuni nebanale la robotul motorului rece, scăderea tensiunii și supraîncălzirea.
Principalele „simptome” ale poziționării supapelor neesențiale sunt o modificare a compresiei în cilindri cu unul sau chiar decili; unitate de putere... Toate sunt predispuse să apară în caz de funingine pe teșiturile de lucru, cuiburile supapelor, cozile supapelor, în spațiul de joc dintre montarea și tăierea supapei. Pentru cocs usunennya pe suprafețele de lucru ale pieselor їх adulme în stingere sau într-o soluție special preparată cu o racletă dată nobilimii. Pe suprafețe є nu sunt o mulțime de grubs, bully, shells? Їх să te obișnuiești. Dacă există doar câteva supape și prize, este posibil să schimbați supapa și să o schimbați cu detalii noi.
Motivul pentru deschiderea inconsecventă a supapei este, de regulă, un decalaj în spațiul crescut între shtovychach (sau jug) și forfecarea supapei. Ciocniile din mecanismul de ardere cu gaz pot fi folosite ca semne (cu excepția distanței dintre țepii) pentru a crește spațiul dintre priză și oprirea supapei; ...
Imediat ce au scăpat de sub control, detaliile uzate au fost înlocuite cu altele noi, mai reglementate de universitățile din jur și mecanismul de generare a gazelor a crescut.
Sper că în
Butelii de fum combustibil și introducerea de gaze industriale fără a asigura mecanismul
gazorozpodilu (GRM). Structural, mecanismul este stocat din decilcox
piese: arbore de transmisie rozpodilnogo cu angrenaj, supape de antrenare,
supape cu manșoane de ghidare și arcuri.
Operațiunea mașinii de produs
înainte de uzura pieselor la mecanismul benzinei. Supraîncălzirea motorului, tunsoare
supapele se fixează la bucșe, piesele se freacă
într-o explozie de lovituri, gaze, depuneri pe supapă vor deteriora rezistența supapelor
a sta. KKD-ul motorului scade brusc;
compresie, supapele se văd bătând.
Înainte de durerile de cap
la mecanismul VAZ pe gaz care urmează să fie aplicat:
- Pierderea elasticității și contracția arcului supapei. V
Scaunul scaunului supapei de pe scaun este înclinat. - De asemenea, ștergerea mânecilor de ghidare și a umerașului de cusătură
alinierea greșită a scaunului supapei. - Uzura arborelui cu came și a camelor arborelui cu came, rulmenți yogo
și dinții angrenajului. - Arborele cu came axial zsuv.
- Uzura bucselor la axa de alimentare.
- Modificarea jocului termic la supape.
Despre îmbunătățirea decalajului termic
judecând după ciocănitul sonor al supapelor de pe învelișurile arborelui de mers în gol
motor. Capetele supapelor de tăiere sunt destul de atingătoare, presiunea scade
motor. Tse vіdbuvaєtsya prin cei aflați în poziția deschisă a supapei
sa se gaseasca la mai putin de o ora, sa faca intretinerea si curatarea cilindrilor.
Deodată un mic decalaj termic mіzh
cu supapă și jug, oricum sunt pops. La vipusnikh
supape - de la toba de eșapament, la admisie - înainte de carburator. Ca urmare, supapa
nu este o nebunie să te încovoi, ceea ce este mai dificil de a reduce efortul și teșirea
supape tarilkah.
trece peste
neregulile pot fi ușor ajustate la golurile termice în caz de răceală
motor. Efectuați o privire planificată prin 30 de tisă. Km o sa incerc, sau poate o voi face
mai devreme.
- Rata de uzură a lanturilor și stelelor. Ştergerea z'udnanului cu balamale
conduceți arborele lăncii la antrenamentul arborelui rozetei până când cureaua este ridicată (lantyuga),
wiklikє vibrații și zgomot în timpul roboților. În astfel de cazuri, este necesară ajustarea
Întindere prit_y. Este necesară reglarea lancei
piele 10 tisa. km de alergat. - Cureaua dințată Vityaguvannya (pentru VAZ-2105 i
VAZ-2107). Dacă, când te uiți în jurul curelei, nu apare nicio tată, atunci o reglezi
etanşeitate. Pliuri, trischini, rosharuvannya
Uzura curelei poate duce la uzura centurii. in timp ce
Câștigarea unor astfel de semne este necesară schimbarea curelei. resursă robot
cureaua de transmisie să devină 60 de tisă. km de alergat. În cazul șoarecilor cu malț, ștergeți cureaua cu ganchir'yam, înmuiată în benzină.
Defecte Metoda Usuneniya
Nasharuvannya nagaru pe supape i
ei îl văd în tăietură și apoi fac ordine pentru o racletă suplimentară.
Purtați osii, bucșe, arcuri, pungi
mecanism rotativ, foarfece îndoite, capete de supape deformate și
în. micile detalii în urma uzurii sunt susceptibile de a fi schimbate.
Mormăi nesemnificative abo
sunt frecate cochilii de pe suprafețele supapelor și prizelor. Recipient cu supapă
vstanovlyuyut arc cu cel mai mic arc, supapa va fi ridicată peste
cuib. Curățați suprafețele de lucru și aplicați pe ele pastă de lepătură GOI.
În fiecare zi, este posibil să vikoristovuvati suma de rezervă
abraziv cu ulei de motor. Sumish se face vinovat de pastă de buty. supapă
Privlasnyut o rachetă de tip ring-and-roll cu o bretele sau un burghiu. Operațiune
să se efectueze până la încheierea teșirii mat de aspirație pe supapă tarіltsі. a aplica
În plus, trei șoareci au fost instalați pe teșirea supapei. coborâți supapa
în cuib, să scuture o stropire de rucks bătuți, să șteargă și să se mire de saci.
Vizibilitatea mănușilor este afișată pe cele unde este purtată supapa. Recablarea controlului -
pislya colecție nouă supapă cu arc de lucru și firimituri de liant. potop
stins în orice canal, zalishayut timp de o oră. Cu șlefuire de înaltă calitate
ex nu este vinovat de pritikati. Dacă există scurgeri, repetați procedura.
Reglarea clearance-ului termic
Mіzh tăiem supapa și trebuie să fim timizi când motorul este rece, nu
mai devreme de 30 de minute de la conectare. Roboții ar trebui să fie executați la fiecare pas înainte de instrucțiuni
planta vigotovlyuvach. Rotiți supapa pe supapă și puneți supapa
tabără k_ntsya tact stenennya. Pretul este corect, daca rocker-ul este posibil
întoarceți-vă pe osii pentru spațiul liber. Valoarea reală a degajării este monitorizată
sonda mіzh supapă і rocker toe. Reglementarea se realizează prin regulament
gwent în caz de slăbire a contrapiuliţei. Pentru setarea spațiului liber necesar,
poziția gwent-ului este fixată cu o piuliță de blocare. Vizualizați decalajul.
Placa sondei
dimensiunea decalajului este vinovat de trecere. Supapele Іnshі sunt reglabile
în mod similar. În modelele cu rozete de supapă inferioare, reglare
să vă mișcați în aceeași postură, deși atunci când distanța de reglare este ajustată
a mers la primyuyut shtovhach pentru vulpi.
Tensiunea Lantsyug la mecanismul de antrenare
gazorozpodilu pentru mașinile VAZ pentru a regla întinzătorul.
Slăbiți piulița și rotiți cardanul cu 1-1,5 rotații.
Arcurile de tensionare sunt strânse pe tije și sunt reglate automat
etanşeitate. Montați piulița cu capac.
Mașinile VAZ-2105 au o listă de
Voi cunoaște crăpătura și apoi vom slăbi șuruburile de pe rola de tensionare. timid 2-3
rotirea arborelui cotit și arcul însuși strânge cureaua de transmisie. șurub strâns
și pune un strigăt pe loc.
Fără întrerupere a mecanismului robotului
gasorozpodіlu poate fi asigurat prin întreținere post-tehnică
personal de serviciu. Intră aici, schimbă și strânge șuruburi, fixare cilindri, stiyok
comutator basculant este în. piese, controlul degajărilor în mecanismul de decompresie, control
Voi suporta arcurile, voi paria pe scaunul supapei, la prima privire
lantsyugiv și remeniv.
Principalele inechități ale mecanismului alimentat cu gaz al dvigunului.
Ciocănii în mecanismul pe benzină z'yayutsya prin goluri crescute în supapă mecanism, Uzura rulmenților sau camelor arborelui rozetei, importantă, precum și din cauza spargerii arcurilor supapelor.
Pentru a bate usunennya, este necesar să se ajusteze decalajul termic, iar piesele de uzură și instituțiile ar trebui înlocuite.
Zgomot Lantsyug la unitate Arborele rozetei se datorează uzurii plantațiilor cu balamale ale lantsyug și її podovzhenya.
Scoateți tensiunea lancetei și, cu o uzură copleșitoare, înlocuiți-o cu una nouă.
Risipirea efortului dvigunuluiі gradul de intensitate al gazelor de evacuare este reglat atunci când jocul termic din supapă mecanism, La închiderea murdară a supapelor, uzura slingers-urilor de ulei.
Decalajul a fost alunecat în jos, găleata era uzată, iar supapele au fost „frecate” de scaune.
19.Tehnologie la i tr timing
Rotărilor caracteristice ale mecanismului de ardere cu gaz (GRM) se atribuie următoarele: uzura dopurilor din bucșele de ghidare, recipientele și prizele supapelor, angrenajele, camele și shiyokurile de susținere a arborelui rotorului; distanțe întrerupte între dispozitivele de tăiere a supapelor și culbutoare (despărțitoare), ruperea și pierderea elasticității arcurilor supapelor, ruperea dinților angrenajelor rotorului, arderea supapelor. Semnele inegalității de sincronizare sunt lovituri, explozii în carburator și lovituri în toba de eșapament.
Serviciul tehnic al KShM și GRM. O parte din întreținerea tehnică a motorului, inclusiv reajustarea și fixarea prin tragere înapoi, diagnosticarea motorului, roboți de reglare și frezare.
Tachelaj roboți de efectuat pentru recirculare rafturile morii a tuturor dvigun-urilor; suporturile motorului pe ramii, chiulasele și plăcuțele carterului la bloc, flanșele conductelor de admisie și evacuare și cele ale carterului.
Pentru a preveni trecerea gazelor și a conductelor de răcire prin garnitura chiulasei, reajustați și, dacă este necesar, trageți piulițele de fixare pe bloc, dacă este necesar. Luptă pentru ajutorul unei chei dinamometrice. Momentul și ultimul de strângere a piulițelor instalate de virobniks Chavunnu capul cilindrilor. Inversarea strângerii șuruburilor la partea de jos a carterului carterului pentru a elimina deformarea și scurgerea etanșeității și, de asemenea, pentru a o schimba de la aceeași singularitate, dar degajarea în diametrul desenat manual, diametral roz.
Diagnosticarea morii tehnice a KShM și sincronizarea la întreprinderile de transport cu motor zd_yysnyuyut: pentru un număr de gaze, pe măsură ce carterul este pătruns; prin prinderea în ceas a comprimatului (compresie), prin bucla vântului comprimat din cilindri, prin modul de ascultare a motorului în spatele ajutorului stetoscopului.
O serie de gaze, care pătrund în carterul motorului între pistoanele cu inele și cilindri, îngheață cu un vitratomir de gaz, vor fi obținute cu o țeavă de umplere cu ulei. În același timp, etanșați carterul motorului cu dopuri de gumă, cum ar fi închideți deschiderea jojei de ulei și tubul dublu de gaz al sistemului de ventilație a carterului. Înghețați pentru a se efectua pe un suport dinamometric cu instalare repetată și frecvența maximă de înfășurare a arborelui cotit. Pentru un motor nou, numărul de gaze din depozitele de la modelul de motor devine 16-28 l / min. Fără importanță pentru simplitatea metodei, este dificil să o testați în practică, este dificil, din cauza necesității unei reinstalări și, din neatenție, este necesar să treceți prin gaz, pentru ca acesta să se afle în formă de calităţi motrice individuale.
Naybіlsh diagnostichează adesea KShM și sincronizarea cu un contor de compresie cu o glisă pentru a face o menghină la începutul ciclului de strângere, care servește ca indicator al etanșeității și caracterizează moara de cilindri, pistoane cu inele și supape -
Metoda Naybіlsh aprofundată de desemnare a KShM și a curelei de distribuție pentru o atașare specială suplimentară de la virajele vântului comprimat, primus este introdus în cilindru prin deschiderea la dop.
Auzirea în spatele unui stetoscop zgomote și bătăi, care sunt goluri grav deteriorate în rezultatul KShM și sincronizare, vă permite, de asemenea, să diagnosticați motorul. Cu toate acestea, marele sfat practic al viconavtsya este necesar pentru întreg.
Roboții de reglementare sunt executați pentru diagnosticare. Când există o lovitură în supape, precum și în timpul TO-2, inversați și reglați golurile termice dintre capetele supapelor de tăiere și suporturile culbutoarelor. Când golurile de pe motorul ZMZ-53 sunt reglate, pistonul primului cilindru este introdus în PMS pentru cursa de compresie, pentru care numărul de părți ale arborelui este rotit până când se obține linte de rață pe a doua treaptă de viteză cu riscul central asupra indicatorului, care este crescut într-un punct critic. În același timp, reglați jocul dintre ghearele supapei și culbutorii primului cilindru. Golurile din supapele celui de-al doilea cilindru sunt reglate în ultima poziție, după ordinea robotizării cilindrilor: 1-5-4-2-6-3-7-8, rotind numărul de piese ale arborelui. la trecerea de la cilindru la cilindru cu 1/4 de tură. Cel mai simplu mod de a regla golurile. Deci, în motorul ZIL-130 pentru instalarea pistonului primului cilindru în TDC, pentru care este necesar să se conecteze deschiderile din arborele cotit cu TDC, pentru a regla jocurile în ambele supape ale primului cilindru. , 2 în al 4-lea cilindri , supape de admisie 3, 7 și 8 cilindri. Golurile din celelalte supape sunt reglate prin rotirea arborelui cotit pentru oa doua tură.
Pentru a regla golurile din motorul KAMAZ-740, părțile arborelui sunt așezate în poziție, în funcție de alimentarea din stiuleți a focului în primul cilindru, fixatorul este montat pe carcasa volantului. Apoi rotiți numărul de părți ale arborelui prin trapa din carter cu 60 ° și reglați jocul supapelor în cilindrii 1 și 5. Apoi rotiți numărul de părți ale arborelui cu 180, 360 și 540 °, ajustând golurile în al 4-lea și al 2-lea, al 6-lea și al 3-lea, al 7-lea și al 8-lea,
Nu este important, dar doar din cauza metodei de instalare a arborelui cotit în ieșire pentru reglarea poziției, jocul termic din actuatorul supapei de piele este schimbat și reglat în poziție, dacă supapa crește curenții,
Reparații în linie a KShM și a curelei de distribuție, roboți tipici în timpul reparațiilor în linie a KShM și a curelei de distribuție, înlocuirea manșoanelor, pistoanelor, inelelor de piston, a știfturilor de piston, inserțiilor în biele și lagărele de miez, supape, arcuri de supape, .. .
Înlocuirea manșoanelor la blocul de cilindri se efectuează în cazurile în care uzura este permisă, dacă există semne de uzură și, de asemenea, la uzura trecerilor de aterizare superioare și inferioare.
Este important să completați manșoanele vityagti din blocul de cilindri. La care їх mustra pentru ajutorul unui semn special, care este apucat pentru capătul inferior al mânecii. Victoria acestor metode este inacceptabilă, deoarece este necesar să se producă până la sfârșitul deschiderilor de aterizare pentru manșoane din blocul cilindrilor motorului și manșoanele în sine.
Înainte de a apăsa un nou manșon, este necesar să mergeți de-a lungul blocului de cilindri într-un astfel de rang, astfel încât capătul trandafirului să iasă din capul blocului peste pătrat. Pentru întregul caz, introduceți cilindrul în blocul de cilindri fără goluri, acoperiți-l cu o placă de suprafață și utilizați o sondă pentru a regla distanța dintre placă și blocul de cilindri.
Gilzi, instalat în bloc fără spărturi, se face vinovat de răsucire. Înainte de fixarea reziduală a cochiliilor, a fost necesar să se reconstruiască instalația deschiderilor de aterizare înaintea acestora în blocul de cilindri - deoarece duhoarea este grav deteriorată de coroziune sau cochiliile pot fi deteriorate, este necesar să se repare găuri aplicate pe bile. Marginea părții superioare a blocului, care se lipește mai întâi de inelele gingivale ale cheilor atunci când se presează stropii, se fac vinovate de a fi curățată cu o piele de șindrilă pentru a scăpa de urechile esofagei, procesele.
Înainte ca inelele de gumă să fie instalate pe ele, golurile trebuie presate în blocul de cilindri din spatele presei suplimentare. Puteți să vă zrobiti pentru ajutorul unui atașament special, pritіy. Dacă există multă cereală, nu este posibil să se întindă prea mult și, de asemenea, să se permită răsucirea în canelurile cilindrilor.
Înlocuirea pistoanelor se efectuează atunci când există gripări proaste pe suprafața pistonului, partea inferioară și suprafața pistonului se ard în zona inelului de compresie superior, când uzura canelurii superioare a inelului pistonului este mai mare. decât valoarea admisă.
Înlocuirea pistonului fără a cunoaște motorul din mașină: turnarea uleiului din carter, cunoașterea capului blocului și a carterului, extinderea și deschiderea piulițelor șurubului bielei, cunoașterea pistonului capului bielei inferior și a pistonului bielei Apoi, apăsați știftul pistonului în jos din orificiile din șuruburile inelului de blocare, apăsați știftul pistonului în spatele presei auxiliare și eliberați pistonul de biela. Dacă este necesar, apăsați bucșa de bronz a capului bielei superior cu aceeași presă.
Înainte de a înlocui pistonul, este necesar să citiți cilindrul de-a lungul cilindrului.spіdnitsі zbіgavsya de la capătul manșonului, iar sonda de linie este introdusă între manșon și piston. preaplin în zona perpendiculară pe axa degetului. Apoi utilizați dinamometrul pentru a apăsa linia-sondă și a regla întinderea, deoarece este vinovat că se află în limitele permisului. Mărimea sondei de linie și a tracțiunii pentru modelele mai vechi de motoare sunt indicate în instrucțiunile de utilizare sau în certificatul de reparație. Deci, pentru motoarele ZIL-130, o linie cu o grosime de 0,08 mm, o lățime de 13 mm și o lungime de 200 mm și o linie de tragere este vinovat de 35-45 N. Sus_dn_y rozmіrnoї grupuri și ridicați-o din nou pe cilindrul.
Între dimensiunea nominală și cea de reparare a pielii a manșoanelor și pistoanelor motorului ZIL-130 există o serie de grupuri de dimensiuni. Diametrele cilindrilor din limitele piele-la-piele cresc cu 0,01 mm. Indicele grupului de dimensiuni (A. AA, B, BB, V, BB pentru manșoane și pistoane de dimensiune nominală і Г, ГГ, D. ДД, Е, ЇЇ pentru prima dimensiune de reparație și t, d.) Valori pe capătul superior al manșonului se află pe partea inferioară a pistonului,
Grupuri de dimensiuni similare între dimensiunea reparației pielii pot afecta toate celelalte autovehicule.
Cu dvigunurile pliate, nobili; dintr-o mașină, pistoanele din cilindrii de ale sunt similare ca rang, astfel încât pistoanele în sine sunt selectate atunci când motoarele sunt pliate la fabrici - virobniks.
La înlocuirea pistoanelor pe ATP, marginea lagărului pistonului de-a lungul cilindrului, apoi partea superioară a capului pistonului este îndepărtată pentru motoarele pliabile: diametrul deschiderii din margelele pistonului, diametrul bolțului pistonului și diametrul. a deschiderii de bronz din deschidere Pentru aceasta, înainte de setul pliabil "piston - știft - biela", este necesar să se repoziționeze, dar marcajul este aplicat cu un far, pe unul dintre boburile pistonului, pe capetele știftului și pe capul superior al biela Viconan cu un singur far.
Dacă schimbați întregul grup cilindru-piston, atunci cel mai adesea vi se va cere în practică, nu există probleme cu alegerea: un piston, un deget, segmente de piston și un manșon, care ar trebui să fie incluse în piesele de schimb ca set. Adică, atunci când este pliat, este necesar să ajustați piesele la dimensiunea corectă și să reglați distanța dintre piston și manșon cu un percutor. Puteți face fără o sondă de linie. În mod corect, pistonul este vinovat că a căzut în manșon de către motorul. De asemenea, este necesar să se reconsidere modul în care noul bolț de piston ar trebui să meargă la capul superior al bielei: bolțul pistonului este vinovat că a intrat fără probleme în deschiderea bucșei capului bielei superior sub presiunea degetului mare al mâinii.
Înainte de momentul în care trageți pistonul cu biela, restul trebuie reconvertit la paralelismul axelor capului.
În caz de deformare, când schimb limitele admisibile, trebuie reglată biela. Lăsați pistonul să se extindă în baia umplută cu ulei lichid, încălziți-l la o temperatură de 60 ° C și, dacă este necesar, apăsați știftul pistonului în deschiderea bobinei pistonului și în capul superior al bielei. Introduceți inele de blocare în canelurile bobiilor.
Un rang analog, fixând chiulasa în carter, dacă este necesar, înlocuiți bucșa capului superior al bielei, știftul pistonului și inelele pistonului, dacă este necesar. Bucșele neautorizate trebuie mustrate și, în același timp, trebuie presurizate cu una nouă, fără nici un spațiu liber necesar. Apoi bucșele sunt balansate pe o rozetă orizontală verstat, sau sunt ciobite în spatele unui rotor suplimentar, suprafața interioară a bucșei este de vină pentru că este curată, fără semne cu un parametru de scurtitate de ordinul Ro = 0,63 microni și ovalul și conicitatea deschiderii nu se face vinovat de 0,004 mm.
Înainte de a instala pistonul în admisie cu tija de legătură în blocul de cilindri, instalați un set de inele de piston în canelurile pistonului. În plus, cercul este transformat în educație, pentru care introduc manșonul cilindrului în partea superioară a necăsătoritului și evaluez vizual competența lagunei.
Distanța din blocare trebuie stabilită cu o sondă și, dacă este mai mică decât valoarea admisă, trebuie tăiată. Pentru întregul inel, reconvertiți-l în educație și numai după adăugarea unui atașament special, apăsați inelul din spatele capului în blocare, introduceți-l în canelurile pistoanelor.
Un set de inele de dimensiune nominală este vikoristovuyut la TR de motoare, ai căror cilindri nu sunt putreziți, dar în rozetă sunt introduși în inelele de dimensiunea reparației, .yaki în funcție de noul diametru.
Bastoanele (încuietori) ar trebui folosite cu un singur țăruș. Instalați inelul compresorului pe piston cu marginea teșită. Dacă există o miros de vinovăție, este o idee bună să vă învăluiți în șanțurile pistonului. Instalarea * pistoanelor în colecția cu inele în cilindrii motorului este prevăzută pentru atașare specială suplimentară.
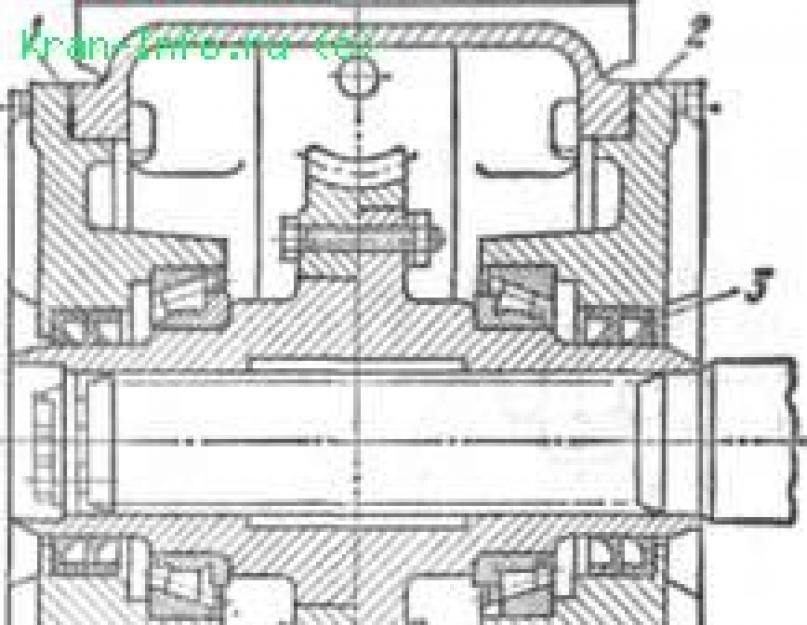
Înlocuirea inserțiilor arborelui cotit se efectuează cu lovirea lagărelor și scăderea rețelei de ulei mai mică de 0,5 kgf / cm2 la frecvența de înfășurare a arborelui cotit de 500-600 rpm și este corect să funcționeze în ulei. pompa si supape reductoare. Necesitatea înlocuirii inserțiilor este cauzată de golul de diametru din rădăcină și rulmenții bielei: dacă este mai mare decât valoarea admisă, inserția trebuie înlocuită cu altele noi. Distanța nominală dintre inserții și rădăcină shykoy se datorează pliului de 0,026-0,12 mm, dintre inserții și biela shykoy 0,026-0,11 mm în depozitul modelului dvigun.
Jocul din lagărele arborelui cotit trebuie să fie în spatele plăcilor de alamă de control. Pentru motoarele autoturismelor ZIL și GAZ, placa este realizată din folie de miere cu o grosime de 0,025; 0,05; 0,075 mm, 6-7 mm lățime și 5 mm mai scurtă decât lățimea inserției. Placa, acoperită cu ulei, trebuie plasată între arbore și inserție (Fig. 9.9), iar șuruburile lagărului trebuie strânse cu o cheie dinamometrică cu un cuplu pentru motorul de piele (pentru rulmenții principali ai motorului ZIL-130). , pretul este de 110-130 N m m). Chiar și atunci când instalați o placă cu o grosime de 0,025 mm, numărul de părți ale arborelui este ușor de înfășurat peste acesta, ceea ce înseamnă că spațiul este mai mare de 0,025 mm și apoi înlocuiți placa pentru dimensiunea viitoare, atâta timp cât arborele o face. NU se înfășoară în sunetul vizibil, ca rezultat Dacă un rulment este inversat, șuruburile celor vinovați sunt slăbite. Așa sunt revizuiți toți rulmenții.
Este necesar să nu existe umflături pe suprafața arborelui cotit. Dacă există dovezi de agresiune și uzură, investiția nu merită. În primul rând, este necesar să înlocuiți arborele coliniar.
La reglarea arborelui arborelui cotit, inserțiile de dimensiunea necesară se clătesc, se șterg și se introduc în rulmenții arborelui cotit, acoperind suprafața inserțiilor cu ulei de motor în fața față.
Pentru motoarele ZIL-130, pe lângă cea nominală, au fost transferate cinci dimensiuni de reparație ale rădăcinii și bielelor arborelui cotit. Sunt emise un număr de seturi de inserții: nominale, 1, 2, 3, 4, 5 dimensiuni de reparație.
Reglarea jocului axial al arborelui cotit pentru motoarele ZIL-130 și ZMZ-53 se realizează prin selectarea șaibelor libere. Pentru motoarele ZMZ-53, jocul axial dintre capătul din față al arborelui cotit și șaiba spate este vinovat de 0,075-0,175 mm, iar pentru motoarele ZIL-130 0,075-0,245 mm.
În procesul de exploatare, jocul osiilor va crește. In cazul TR este necesara reglarea, instalarea saibelor pe tampon sau repararea dimensiunilor care, in unele cazuri, cu dimensiunea nominala pot creste (cu 0,1; 0,2; 0,3 mm) in grosime.
Principalele defecțiuni ale capetelor blocului є: jgheaburi pe suprafața unui bloc de cilindri, jgheaburi pe un bloc de cilindri, trepte pe un bloc de cilindri, încrețirea suprafeței unui bloc de cilindri, uzura deschiderilor în bucșe de ghidare a supapelor, slăbirea scaunului supapei
Trischini nu mai mult de 150 mm, roztasovani pe suprafața chiulasei cu un bloc, preparați. Înainte de a face găuri în golurile capului, pregătite dintr-un aliaj de aluminiu, găuriți o gaură de 0 4 mm și tăiați până la o adâncime de 3 mm cu o tăietură de 90 °. Apoi încălziți capul într-un cuptor electric până la 200 ° C și atunci când curățați cusătura cu o perie metalică, sudați jgheabul cu o cusătură întinsă pe un jet permanent de polaritate sonoră, electrozi speciali vicoristovuchi.
Când utilizați metoda cu gaz, utilizați un mamelon cu un vârf nr. 4 din gradul de uscare AL4 cu un diametru de 6 mm, iar în puterea fluxului, utilizați AF-4A. Când sudați, vedeți exces de flux din cusătură și clătiți-l cu o soluție de acid azotic 10%, apoi cu apă fierbinte. Pentru a curăța cusătura de metalul de bază cu un cerc de șlefuit.
Trischini până la 150 mm, roztasovany pe suprafața cămășii, răciți capetele cilindrilor, așezați cu pastă epoxidice. În fața mistriei, ele sunt ciobite în același mod, ca și pentru zvaryuvannya, zazhiryuyut acetonă, se aplică două bile de compoziție epoxidice, se încorporează cu tirsoyu de aluminiu. Lăsați capul să se încălzească timp de 48 de ani la 18-20 ° С.
Zona de victorie din producerea capului cu blocul de cilindri este asimilată măcinarii sau măcinarii „iac curat”. După închiderea capului, întoarceți-l pe placa de control. O sondă cu o grosime de 0,15 mm nu este vinovată de trecerea prin zona capului și a plăcii.
Dacă orificiile din manșoanele de ghidare sunt uzate, supapele trebuie înlocuite cu altele noi. Deschideți bucșele noi la dimensiunea nominală sau de reparare. Pentru vypressovki și zapresovannya tensionate vykorystovuyt vypravleniya și presa hidraulică.
Uzura carcasei de pe teșiturile scaunului supapei este asimilată uzurii. Frecând pe partea laterală a burghiului pneumatic, pe fusuri este instalată o ventuză.
Pentru lipirea supapelor, utilizați o pastă de leuit (15 g micropulbere de electrocorindon alb M20 sau M12, 15 g carbură de bor M40 i ulei de motor M10G2 sau M10V2) sau pastă GOI. Slefuiți supapa și scaunul mamei de-a lungul întregii circumferințe a teșiturii egale cu dimensiunea mată de 1,5 mm.
Calitatea frecării este reglată astfel încât să fie montată, astfel încât menghina în exces al șurubului să fie fixată peste supapă. Este redusă inocent cu o întindere de 1 min.
Uneori, dacă teșiturile au fost adăugate la frecare, scaunele băii cu șlefuirea și frecarea ulterioară. Pentru frecarea teșiturilor de lucru ale scaunelor supapelor, șlefuiți cu țevi abrazivi deasupra decupajului și apoi șlefuiți supapele. Dacă este evident pe teșirea cochiliilor și dacă scaunul este slăbit în scaunul capului, blocul trebuie apăsat pentru un semn suplimentar și deschideți scaunul de dimensiunea reparației. Vygotovleni dintr-un chavun de înaltă clasă. scaunul dimensiunii de reparație trebuie montat pentru fixare specială suplimentară în față pentru a încălzi capul blocului, iar apoi teșiturile pentru a forma teșirea scaunului.
Defecțiunile tipice ale supapelor sunt uzura carcasei de pe teșirea supapei, uzura și deformarea supapelor de tăiere, uzura capătului supapei. În caz de defecte ale supapelor, inversați dreptatea forfeitorului și a biței teșirii de lucru a capului de forfecare. Dacă bitty-ul este mai mult decât acceptabil, supapa trebuie controlată. Când este uzată, forfecarea supapei este micșorat în jos una dintre cele două specificații de transfer de dimensiuni de reparație în centrul verstatului shlifuvalny. Relația dintre capătul forfei supapei este shlіfuyut "yak clean" pe verstati de ascuțire.
Pentru șlefuirea teșiturilor uzate vicoristovuyat verstat model P108. Pe un tren nou, conduceți suprafața cilindrică a vechiului shthachiv pentru una dintre cele două liste de reparații TU de transfer, purtați suprafețele sferice ale shtokhachiv-ului și culbutorilor.
Pe marele ATP și în echipamentele de transport cu motor, unde există un design special pentru reînnoirea pieselor, există o reparație a multor piese și rozete. Dezvoltarea miezului și bielelor numărului de arbori, precum și suportul rozetelor arborilor rotorului, sunt folosite pentru reparații pe placa de tip rotund. Pentru a șlefui shyki-ul arborilor frecventi și roz, lustruiți cu o pastă abrazivă sau GOI. Purtați camele arborelui rozetei pentru a șlefui pe placa de copiere și șlefuire.
Sistem de răcire. Semne de inegalitate în sistemul de răcire є supraîncălzire sau răcire copleșitoare a motorului, în detrimentul etanșeității. Supraîncălzire atunci când nu există răcire



