სწორი ძრავა პასუხისმგებელია იმავე წნევის განვითარებაზე, მუშაობას შეუფერხებლად ახალ წნეხებზე და უმოქმედოდ, არ გადახურდეს, რათა არ დაბინდოს და არ დაუშვას ზეთი და გაგრილების ქვეყანა შევიწროვებაზე.
უზუსტობა შეიძლება გამოვლინდეს დიაგნოსტიკის გზაზე - აბაზანის აშკარა ნიშნები ძრავის მოწყობის გარეშე.
ამწე მექანიზმი ასევე შეიძლება იყოს სისწორის ნიშნები: მესამე მხარის ჭექა-ქუხილის და ხმების გამოჩენა, ძრავის სიმძლავრის ვარდნა, ზეთის ვიტრატის მატება, ცეცხლის გადახურება, აირებში დაბნელების გამოჩენა.
ძრავში დაკაკუნებასა და ხმაურს ძირითადი ნაწილების გაზრდილი ცვეთა და მიღებულ ნაწილებს შორის უფრო დიდი ხარვეზების გაჩენის ბრალია.
დგუშისა და ცილინდრის გაცვეთისას, აგრეთვე მათ შორის უფსკრულის გაზრდისას წარმოიქმნება ლითონის ჭექა-ქუხილის ხმა, რაც კარგია ცივი ძრავის მუშაობისთვის. გამოხმაურება: რობოტული ძრავის ყველა რეჟიმზე ლითონის სტიქია, რომელიც მიუთითებს კლირენსის ზრდაზე დგუშის ქინძისთავებსა და დამაკავშირებელი ღეროს ზედა თავის ბუჩქებს შორის. ამწე ლილვის შეფუთვის სიხშირის მკვეთრი მატებისას უფრო ძლიერი ხრაშუნა მიუთითებს მთავარი ან დამაკავშირებელი ღეროების საკისრების ლაინერების ცვეთაზე, უფრო მეტიც, დაკაკუნება უფრო მოსაწყენი ტონია, რომელიც ახასიათებს მაგისტრალური საფარების აცვიათ. საკისრები. ძრავში მკვეთრი, უწყვეტი დარტყმა, რომელსაც თან ახლავს ზეთის წნევის დაცემა, მიუთითებს საკისრების დნობაზე. სტეტოსკოპის დახმარებით vikonuetsya ხმებისა და ცემის მოსმენა.
ძრავის წნევის ვარდნა იწვევს შეკუმშვის დაქვეითებას: დაზიანებული ცილინდრის თავის შუასადებები სამაგრი თხილის სუსტი ან არათანაბარი გამკაცრებით ან შუასადებების გატეხვით; დამწვარი რგოლი დგუშის ღარებში ფისოვანი მეტყველებისა და ჭვარტლის შედეგად; ბეჭდის სიძლიერის აცვიათ, გატეხვა ან გაფუჭება; ცილინდრის კედლების აცვიათ.
ძრავის ცილინდრებში შეკუმშვა მოწმდება ხელით ან შეკუმშვის საზომით. ხელის შეკუმშვის ხელახლა შესამოწმებლად, სანთლებს ახვევენ, ცილინდრებს აბრუნებენ სანთლის ნაპერწკალისთვის. ამწე ლილვის შეფუთვა საწყისი სახელურით, საყრდენის გადაბრუნების შემდეგ განსაჯეთ შეკუმშვა. ასე რომ, შეკუმშვა თავისთავად საპირისპიროა დანარჩენ ცილინდრებში.
კომპრესიის შესამოწმებლად შეკუმშვის მრიცხველით, გაათბეთ ძრავა, გამორთეთ სანთლები, კვლავ გახსენით დროსელი და შეამოწმეთ დემპერები. დააინსტალირეთ შეკუმშვის ლიანდაგის რეზინის წვერი და სანთელი და მოატრიალეთ ამწე ლილვი 8-10 ბრუნით. შეკუმშვის მნიშვნელობის შესახებ შეკუმშვის ლიანდაგის ჩვენებით შეფასებული. Pіslya Provora-chuvannya crankshaftმარჯვენა ცილინდრში შეკუმშვა ხდება 7.0-7.8 კგფ/სმ2. ამ გზით აუცილებელია კანის ცილინდრში შეკუმშვის შემდგომი გადაფასება.
პრო ტექნიკური სადგურიცილინდრ-დგუშის ჯგუფი და სარქველები შეიძლება ვიმსჯელოთ შემობრუნების აშკარა მნიშვნელობით (კონტროლირებადი სპეციალური წნევის ლიანდაგით) ძრავის ცილინდრებში არსებული ვიცეზე K-69 დანართის დახმარებით. ხელახლა შეკუმშვის შემთხვევაში ძრავის ცილინდრი სანთლების ღიობიდან კანში იკვებება.
გაზრდილი ზეთის ვიტრატი, ზედმეტად ვიტრატირებული პალივა და აირების კვამლისფერი გამონადენი ნაცრისფერ ფერში (ზეთის ნორმალურ დონეზე კარაქში) ხმა ჩნდება, როდესაც დგუშის რგოლებიან їх გამო. Zalyagannya kіltsya შეიძლება გამოყენებულ იქნას დვიგუნის დაშლის გარეშე, რისთვისაც ცხელი დვიგუნის ტყავის ცილინდრში ჩაასხით 20 გრ დენატურირებული ალკოჰოლისა და გაზის თანაბარი ნაწილების ჯამი ცხელი ძრავის ტყავის ცილინდრში სანთლის ღიობის მეშვეობით. . გაუშვით ძრავი, მიეცით 10-15 წუთი, გაასწორეთ და შეცვალეთ ზეთი.
დგუშებისა და წვის კამერების ფსკერზე ნახშირბადის დეპოზიტების შედეგად მცირდება თბოგამტარობა, რაც იწვევს ძრავის გადახურებას, სიმძლავრის ვარდნას და ხანძრის ტემპერატურის მატებას. ჭვარტლის მოსაშორებლად, აუცილებელია წყლის გაყვანა გაგრილების სისტემიდან, ამოღება ფიტინგები, გამაგრება ცილინდრის თავებზე და, თხილში ჩახრახნის შემდეგ, ფრთხილად ამოისუნთქეთ ცილინდრის თავი შუასადებების დაზიანების გარეშე. თუ შუასადებები ბლოკზე ან ცილინდრის თავზეა წებოვანი, მაშინ ის მოჰყვება ბზარს, კორისტს ბლაგვი დანით ან ფართო თხელი ლითონის ქურთუკით.
V-ის მსგავს ძრავებში, ცილინდრის თავების ამოღებამდე, გარდა ამისა, აუცილებელია ყველა აქსესუარის ამოღება მილსადენიდან, ამოღება (მილსადენი და მხოლოდ თავის ამოღების შემდეგ.
ნაგარს ხსნიან ხის საფხეხებით ან რბილი ლითონისგან დამზადებული საფხეხებით, რათა არ დაზიანდეს დგუშების ქვედა ნაწილი და წვის კამერის კედლები. ჭვარტლის დანახვა, სუსიდნი ცი-ლინდრენის სუფთა განჩირკასთან ერთად დახვევა. ნაგარის აღება უფრო ადვილია, თითქოს იოგო როზმიაკშიტი, ახალ განჩირიაზე დადებული, გაზით არის გაჟღენთილი.
ცილინდრის თავის შუასადების დამონტაჟებისას აუცილებელია მისი დაფხვნილი გრაფიტით გახეხვა.
ცილინდრის თავის გამაგრილებელი ჟაკეტის კედლებში ბზარები შეიძლება გაჩნდეს, როდესაც წყალი იყინება, ან ცხელი ძრავის გამაგრილებელი პერანგი ცივი წყლით ივსება.
გაზის გამონადენის მექანიზმს შეიძლება ჰქონდეს ორი დამახასიათებელი ხარვეზი - სარქველების სუსტი მორგება ბუდეებთან და არათანაბრად ღია სარქველები.
სარქველების მცირე მორგება vi-є-ის ბუდეებთან ასეთი ნიშნებისთვის: შეკუმშვის ცვლილება; პერიოდულად ჩნდება შესასვლელი ან გამომავალი მილსადენი; ძრავის სიმძლავრის ვარდნა. სარქვლის არაშოკური დახურვის მიზეზები შეიძლება იყოს: ჭვარტლის დეპონირება სარქველებსა და ბუდეებზე; ნიჟარები სამუშაო ზედაპირებზე (ჩამფერები) და სარქვლის თავის გამრუდება; გატეხილი სარქვლის ზამბარები; სარქველების დახურვა პირდაპირი სარქველების დროს; უფსკრული სარქვლის ღეროსა და როკერ თითს შორის.
სარქვლის არათანმიმდევრული გახსნა ხასიათდება ძრავის ჭექა-ქუხილით და დეპრესიით. ეს შეუთავსებლობა ჩნდება სარქვლის ღეროსა და როკერ თითს შორის დიდი უფსკრულის შედეგად. გაზის გამავრცელებელი მექანიზმის გაუმართაობამდე ასევე უნდა ჩატარდეს გაყოფილი როლიკებით ლილვის გადაცემათა კოლოფის, ამწე, სწორი ბუჩქების ცვეთა, გაყოფილი ტიპის ლილვის დაგვიანებული ტარების გაზრდა და ბუჩქების და ღერძების ცვეთა. როკერის იარაღი.
ZIL-130 ძრავებში შემავალი სარქვლის ბრუნვის მექანიზმის მუშაობა შეიძლება დაზიანდეს ტომრისა და ზამბარების ბრუნვის მექანიზმში ჩაკეტვის შედეგად.
ნაგარი უნდა მოიხსნას საფხეკის დახმარებით; სარქველები, რომლებსაც სამუშაო ზედაპირზე შეიძლება ჰქონდეს უმნიშვნელო ჭურვები, გამოყენების შემდეგ არღვევენ ზამბარას, ანაცვლებენ მას. დარღვევები უფსკრული v_dnovlyuyuchi-etsya რეგულირება.
სარქველების დასაფქვავად გამოიყენება სარქვლის ზამბარა, თავზე სუსტი ზამბარა, სამუშაო ზედაპირზე დაიტანება პირის ბურთულა, რომელიც შედგება აბრაზიული ფხვნილისა და ზეთისგან და დამატებითი სამაგრისთვის, ან სახვევის სარქველი. მხარს უჭერს მბრუნავი-გადაფარული რუხი. სახვევის მიმართულების შეცვლისას სარქველი უნდა აწიოთ. გახეხვა დასრულებულია ისე, რომ სოკეტის ზედაპირზე და სარქვლის სამუშაო ზედაპირზე 2-3 მმ სიგანის წვნიანი მქრქალი ლაქები იყოს. სარქვლის სავარძლის შებოჭილობა გახეხვის შემდეგ შემოწმდება დამატებითი აქსესუარისთვის ან ჩაქრება. ამისთვის სარქველს აყენებენ სავარძელში, ზამბარს აჭიმებენ და ღეროზე ამაგრებენ, ბალონის თავს აბრუნებენ და გაზს ასხამენ წვის კამერაში. გაზის გამოჩენა საჭრელზე და სახელმძღვანელო ბუჩქებზე, რათა გითხრათ ჭუჭყის შესახებ.
სარქვლის ღეროსა და როკერის თითს შორის უფსკრული დასარეგულირებლად, აუცილებელია: ამოიღეთ სარქვლის საფარი, რომ დაინახოთ ის ნაწილები, რომლებიც მას წინ მოჰყვა; დააინსტალირეთ დგუში ისე, როგორც შეკუმშვის ინსულტი (ისე, რომ სარქველები დაიხუროს); გადახედეთ უფსკრული და, საჭიროების შემთხვევაში, დაარეგულირეთ, რისთვისაც მოაბრუნეთ მარეგულირებელი ხრახნის საკეტი თხილი როკერზე i, შემოახვიეთ მარეგულირებელი ხრახნი, დააინსტალირეთ საჭირო კლირენსი (სურ. 183); გამკაცრეთ საკეტი და ხელახლა შეამოწმეთ უფსკრული.
მალ. 183. თერმული ხარვეზების რეგულირება
აუცილებელი usunennya rozpodіlnogo shaft მიაღწიოს pod-boron თანამებრძოლებს spacer ბეჭედი. გაზზე მომუშავე მექანიზმის ნაწილების მნიშვნელოვანი ცვეთით, ძრავა საჭიროებს შეკეთებას. გაგრილების სისტემა ერთ-ერთი ყველაზე მნიშვნელოვანია ძრავაში. თუ ის გაუმართავია, მაშინ ძრავა გადახურდება ან ზედმეტად გაცივდება. გაგრილების სისტემის დიაგნოსტიკა-აბაზანა ეფუძნება ნიშნებს.
ამწე მექანიზმების ყველაზე ხშირად დაფიქსირებული ჩავარდნებია: ლილვების არასწორი განლაგება; galmive pulley-ის არადამაკმაყოფილებელი დაბალანსება; რედუქტორის გადაცემათა ბორბლების არასწორი შერჩევა და ცვეთა; probuksovuvannya i vіdmova galma; ზეთის გაჟონვა გადაცემათა კოლოფიდან; დასუსტებული vuzl_v kr_plennya რედუქტორი; გაშვებული ბორბლების ტარება; როზრობკა სახელო-თითის შეერთება.
ლილვების, საკისრებისა და უკანა შეერთების ღობედან საათობრივი გასვლამდე გამოიწვიოს ლილვების უკმარისობა.
როგორც წესი, უკმარისობა გამოწვეულია მიღებული კვანძების არასაკმარისი ცენტრირებით. მექანიზმების სათანადო მუშაობის უზრუნველსაყოფად, ყველა კვანძი სათანადოდ არის ორიენტირებული მიღებულ ტოლერანტებზე. ამისთვის ჩარჩოს ჯალამბარებზე გადაცემათა კოლოფი, როგორც წესი, მჭიდროდ იკეტება, მოძრაობს ელექტროძრავის კორპუსი და ბარაბნის საყრდენი. ერთიან ჯალამბარებზე ელექტროძრავა მიმაგრებულია შემამცირებელზე ფლანგზე და, შესაბამისად, არასწორი განლაგება შეიძლება მოხდეს მხოლოდ რედუქტორის ლილვის შეკრებისას ბარაბანთან. ამ შემთხვევაში, არასწორი განლაგება იწვევს გადაცემათა კოლოფისა და მასთან დაკავშირებული ელექტროძრავის მნიშვნელოვან დატკეპნას, რაც სახიფათოა ძრავის ფლანგების დამაგრებისთვის.
დასაშვები ზღვრების შეუსრულებლობამ შეიძლება გამოიწვიოს თავად გადაცემათა კოლოფის გატეხვა. ასეთ ჯალამბარს ქარხანაში შეკეთება და ცენტრირება სჭირდება, ამიტომ ბუდმაიდანჩიკზე არასწორი განლაგების გამოსწორება შეუძლებელია. ელექტროძრავის კოლივაციის მნიშვნელობა ამ ჯალამბარების ქორწინების ნიშანია. ძრავის ბორბლის გადაადგილებისას, მაგალითად, ჯალამბარი L-500, 3 მმ-ზე მეტი ვერტიკალურად, ჯალამბარის მუშაობა დაუშვებელია.
არ არის აუცილებელი გალვანური საყრდენის დაბალანსება დამატებით დინამიურ დატვირთვებზე რედუქტორისა და ძრავის ლილვებზე და საკისრებზე. ფლანგიანი სამაგრებით უნიფიცირებულ ჯალამბარებში, ძრავა არ არის ადეკვატურად დაბალანსებული, რაც იწვევს ძრავის და მთელი მექანიზმის ვიბრაციას. მექანიზმის ნორმალური მუშაობის უზრუნველსაყოფად, საჭიროა შეამოწმოთ, არის თუ არა გალვანზირებული საბურავები სწორად მოთავსებული ძრავის ლილვზე (გასაღები არ არის მაღლა და მასზე საბურავები არ ზის). ტაძრის დუბლის მსგავსად, її შეცვალეთ. თუ გასაღები ნორმალურია, გალვანური საბურველი ამოღებულია ლილვიდან და სტატიკურად აბალანსებს მას.
რედუქტორის გადაცემათა ბორბლების არასათანადოდ დაკეცვის და რედუქტორში მათი ცვეთა, პერიოდული დარტყმის, მუდმივი გლუვი ხმაურის, საკისრების გათბობა ხდება. რედუქტორში დარტყმა შეიძლება იყოს ერთ-ერთი დაკბილული ბორბლის კბილებზე საკლავის ხრაშუნა, ლილვებზე ბორბლების დაშვების შეუსაბამობა და ექსცენტრიულობა. როდესაც პატარა ვიბოინები დამტკიცდება, ისინი წრუპავს მათ; დიდი - ბორბლის გადაცემათა კოლოფი გამოცვლილია. ოდნავ ან ექსცენტრიულად დარგული ბორბლების მსგავსად, ისინი ასევე იცვლება.
რედუქტორში ხმაურს იწვევს მექანიზმების ჭუჭყიანი ბადეები, რაც არ უზრუნველყოფს კბილების აუცილებელ კონტაქტს. უზუსტობა ფიქსირდება კბილებში გაშვებით.
დაკეცვისას ჯალამბარის საკისრები თბება არასწორი ინსტალაციის გამო, რაც იწვევს საკისრების დაჭიმვას. გარე თავსახურებიდან დაჭერილი საკისრების ჩასასვლელად, შეცვალეთ რეგულირებადი რგოლები თავსახურებსა და გარე საკისრებს შორის, რაც უზრუნველყოფს მთლიანი კლირენსს 0,4 მმ. ქუდების ფლანგებით დამაგრებით, იგივე კლირენსი გათვალისწინებულია გადაცემათა კოლოფის კორპუსსა და თავსახურის ფლანგს შორის დამატებითი ბორცვებისთვის. მარეგულირებელი რგოლები დამონტაჟებულია გადაცემათა კოლოფის არჩევისას, შუასადებები - ქუდების მოხსნის შემდეგ. წინა ქუდების უფსკრული მოწმდება საგრძნობი ლიანდაგით.
მალ. 181. ამხანაგის დანიშვნა შუასადებები
შუასადის მითითებისას (სურ. 181), ქუდები ეკიდებიან კალიბრით შიდა ლიანდაგს და გადაცემათა კოლოფის ბოლოებსა და საკისარს შორის. მოდით განვსაზღვროთ სახურავის მხრის სიმაღლე h. შუასადებების A სისქე განპირობებულია ბუტით 0,4 მმ-ით მეტი, ვიდრე სხვაობა მხრის სიმაღლესა და ბოლოებს შორის h - a მანძილს შორის. როგორ გამოჩნდეს, ისე რომ დაინახოთ მხრის ბოლოებს შორის და მეტი სიმაღლე 1გ, ამოიღეთ თავსახური და მოჭერით ფლანგა ისე, რომ მხარზე დიდი იყოს.
გადაცემათა კოლოფში ხმაურის და საკისრების გაცხელების მიზეზი ასევე შეიძლება იყოს იგივე ან გადაცემათა კოლოფში სივრცის ნაკლებობა. პრობლემის მოსაგვარებლად, დაამატეთ ზეთი საჭირო დონეზე, რომელიც მოწმდება ზონდით ან საკონტროლო შტეფსით.
სამ ველოსიპედის ლილვებით, საკისრების გადახურება შეიძლება იყოს საკისრების შეკუმშვის ბრალი ლილვის არასწორი განლაგების შედეგად. ასეთი ვინჩის ლილვის დაყენების სისწორე მოწმდება როგორც ამწეებზე შუას გარეშე, ასევე ქსელში. რისთვისაც ხდება ბარაბნის აწევა, რედუქტორი მჭიდროდ იჭიმება ჭანჭიკებით ჩარჩოებზე და დამაგრებულია რედუქტორის გამომავალი ლილვის საყრდენი. თუ საყრდენი გაუმართავია, რომელიც არ არის გამკაცრებული ჭანჭიკებით, ის ამოღებულია უფრო დიდი საყრდენი ზედაპირით, მის ქვეშ დამონტაჟებულია ბალიშები. როგორც ღვინის საყრდენი vpiraetsya ჩარჩოში, ბალიშები იდება გადაცემათა კოლოფის ქვეშ. ნება მომეცით ხელით მოვატრიალოთ ლილვი. თუ საყრდენი დამნაშავეა, როდესაც ის ჰორიზონტალური და ვერტიკალური მიმართულებით მოძრაობს, ეს ნიშნავს, რომ მოსახვევისა და იოგოს ლილვი შეკეთებას ან შეცვლას საჭიროებს.
გალმის ცურვა განპირობებულია იმით, რომ ძრავის გამორთვისას გალმა ვერ შეამცირებს უპირატესობას. ეს შეიძლება იყოს შეურაცხმყოფელი მიზეზების გამო: ღრძილების არასწორი მორგება, ღრძილების გარსების დიდი დახრილობა, ღერძის ღერძთან მიმართებაში ღერძის არასწორად განლაგება, საბურავის ზედაპირისა და უგულებელყოფის ზეთის გადაღება. გალმოს არასწორი რეგულირება აუცილებელია მანამდე გასაწმენდად.
გალვანური გადაფარვის ვიბრაცია ვიზუალურად მიუთითებს მოქლონების კვალზე გალვანური საბურავის ზედაპირზე ან გადაფარვის გარეგნობით. გალმას მუშაობა დასაშვებია გადაფარვის სისქით არანაკლებ 4მმ შუა ნაწილში და არანაკლებ 2,5მმ კიდეებზე. გადაფარვის უფრო დიდი ცვეთით, ისინი იცვლება. როდესაც გალმა დახრილია, ბალიშები მჭიდროდ არ ერგება საბურველს, რაც არ იძლევა გალმის მომენტის შებრუნების საშუალებას. დახრის მიზეზები შეიძლება იყოს ჩარჩოზე გალმის არასწორი დაყენება ან მომზადების დროს წარმოქმნილი დეფექტები. პირველ შემთხვევაში გამოიყენება გალმა პეროქსიდი, შუასადებები მონტაჟდება ჭანჭიკების ქვეშ, რამის გალმა ფიქსირდება ძირზე, მეორეში კი გალმა იცვლება.
საბურავის ზედაპირის ან გარსაცმის ზეთის შეზეთვისას გარეცხეთ გაზით ან ბენზინით და გაასუფთავეთ.
როდესაც გალმა ამოძრავებს, შეიძლება იყოს რყევები, თუ ელექტრომაგნიტის ჩართვისას ბალიშები არ ღრიალებს. ელექტროძრავის ჩართვისას მექანიზმი რჩება გალვანზირებული, რამაც შეიძლება გამოიწვიოს გადახურება და ძრავის გაუმართაობა. ასეთ ამინდს შეიძლება ვუწოდოთ, რომ ზამბარები ზებუნებრივად არის გამკაცრებული, გალმივის გარსები გაყინულია ღობემდე, როდინის არასაკმარისი წვეტი ელექტროჰიდროშტოვხაჩში ან ჯოხი გაიყინა.
ზამბარების გამკაცრება იცვლება დამატებითი ხაზისთვის. როდესაც rozbіzhnostі z nastanovnoї dozhinoy გაზაფხულზე, გამოწვეული ინსტრუქციებში, დაარეგულირეთ გამკაცრება, როგორც მითითებულია ჩ. XI.
გადაფარვების გაყინვა ნაჩვენებია მომავალი წოდებით. დახმარებისთვის აწევენ გალმის უღელს, უყურებენ მარაგებს. თუ ბალიშები არ ჯდება საბურავში და ბალიშები არღვევს ბალიშებს, ეს ნიშნავს, რომ ბალიშები გაყინულია. უსამართლობის გამოსასწორებლად საფენის კონდახის ბოლოზე ხის ზოლი დაადეთ და ჩაქუჩით დააჭირეთ.
ელექტროჰიდროშტოვხაჩში სამშობლო შეიძლება გაიყინოს, რადგან ის არ მუშაობს გონებისთვის დაბალ ტემპერატურაზე, ან მექანიზმი დიდხანს არ მუშაობს. ელექტრო გათბობა ხორციელდება 50-60 ° C-მდე ჩირაღდნით. დია შტოვხაჩა დამახინჯდა, უღელი ასწია. თუ შტოვხაჩს არასწორად დავხატავ, სამშობლოს ახლით ვცვლი. ელექტროენერგიის დაყენებისთანავე, თითქოს აქამდე არ უმუშავია, უნდა გაიგზავნოს შესაკეთებლად.
მარაგში ღეროს არასაკმარისი გათანაბრების შემთხვევაში იწვევს მარაგის თავში ცვლილებები. მდინარის ხელახლა გადამოწმებამდე, მშობლიური უღლის დახმარებით, მნიშვნელოვანია მისი აწევა ზევით. როგორც წესი, უღლის პიდიომის შემთხვევაში ღეროს თავს ვცვლი ხელით შტოვჰაჩის ჩართვისას, ღეროს წვეტი არასაკმარისია და საჭიროა ღეროს სხეულზე დამატება. ელექტროჰიდროშტოვხაჩის.
ნავთობის ნაკადი s-pіd oshchіlnen vіdbuvaєtsya ან რედუქტორის ზეთით ხელახლა შეზეთვის შედეგად, ან ფრეტიდან გასვლის შემდეგ ან არამჟავა vikоnannya ushchіlnen.
რედუქტორის ზეთით გადახურება შეიძლება განისაზღვროს ზეთისხილის ზონდის თავით. ამ შემთხვევაში ზეთის რევანდი უფრო მაღლა აღმოჩნდება, ვიდრე კისრის ზედა ქედი. ჭარბი ზეთი უნდა დაასხათ გადაცემათა კოლოფის საცობის გახსნით.
თუ თქვენ უწესრიგოდ გამოხვედით, ან თუ გაქვთ მძიმედ დაჭრილი მანჟეტები (მანჟეტები), შეცვალეთ ისინი ახლით ჯალამბარების აკრეფისას.

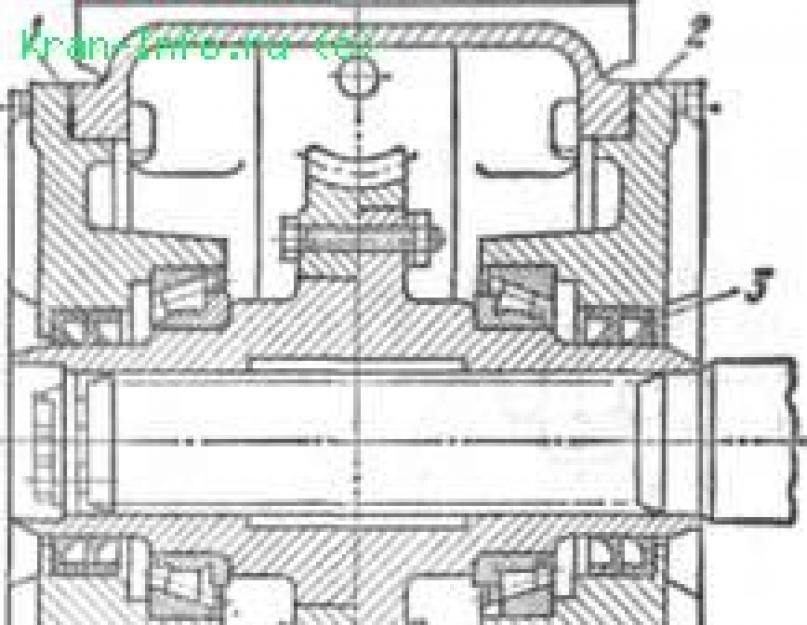
მალ. 182. რედუქტორის გაუმჯობესებული მიმაგრება გაშვებულ რელსებზე:
1,2 - დალუქვის შუასადებები, 3 - საყელოს ბეჭედი, 4 - ჭანჭიკი
გლობოიდური რედუქტორიდან ზეთის გაჟონვის შემთხვევაში, რომელიც შეიძლება კვლავ იყოს შევიწროებული (ნახ. 182), თექის შევიწროება დაჭერილია დამატებითი ჭანჭიკების უკან 4. ერთიან შემობრუნების მექანიზმებზე დააყენეთ დამატებითი რეზინის გამრეცხი 4 (ნახ. 183, a. ) ან კაკალი კონუსური ბოლოთი 5 (სურ. 183, ა) 183ბ).
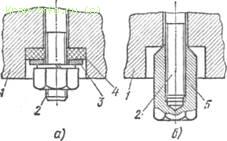
მალ. 183. გამომავალი ლილვის დამატებითი გაგრძელება შემობრუნების მექანიზმზე: ა - რეზინის გამრეცხი, ბ - კაკალი კონუსური ბოლოთი; 1 - გამომავალი ლილვის მექანიზმი, 2 - საყრდენი, 3 - გამრეცხი, 4 - რეზინის გამრეცხი, 5 - თხილი შეკუმშული ბოლოებით
სადრენაჟე საცობში გაჟონვის შემთხვევაში, ხუფების ხარვეზები ამაგრებს ლუქს ან ცვლის შუასადებებს.
ამწე რედუქტორის დამაგრების შესუსტება ამცირებს რობოტული მექანიზმების ეფექტურობას: რობოტული კოლაფსების დროს რედუქტორი, რაც იწვევს ლილვების ნგრევას; rozroblyayutsya boltovі і sharnіrnі z'єdnannya; ძრავის თათები ამოძრავებულია შტოვხივში, გადადის ძრავში რედუქტორიდან. სამაგრი კვანძები სუსტდება შეურაცხმყოფელი მიზეზების გამო: ჭანჭიკები საკმარისად არ არის გამკაცრებული; არ არის შედუღებული გაჩერების ზოლები და გაჩერებები; მექანიზმის არადამაკმაყოფილებელი დიზაინი; დღის უწესრიგობა.
რობოტებთან ყველა გადაცემათა კოლოფზე ვლინდება ჰორიზონტალური ძალების ნიშნები, რომლებიც უკუღმა გადაცემათა კოლოფის სახითაა, დასაშვები არასწორი განლაგება, შეჩერება ზედა გადაცემებში. როგორც წესი, tsі zusilla არის პატარა, ალე, სასიკვდილო სწრაფი, სუნი შეიძლება შეასუსტოს გამაგრების კვანძები. ამიტომ, უმაღლესი რობოტული მექანიზმისთვის, რედუქტორის ფიქსაციის ჭანჭიკების ჩარჩოს უკან დასაკერებლად და დამატებითი დამაგრებისთვის, საცობების შედუღება ზოლების დასამაგრებლად.
გაშვებული ბორბლების ტარება ხორციელდება როგორც ნაგლინი ფოლადის სამუშაო ზედაპირზე, ასევე ფლანგებზე. მაგალითად, მამოძრავებელი ბორბლების ერთსაათიანი ვიბრაცია ცვლის დიამეტრის 3-4%-ს (KB-100.2 ამწისთვის, ვიბრაციის მნიშვნელობა დასაშვებია იყოს 20 მმ ბორბლის დიამეტრით 500 მმ), ან ფლანგის სახსარი. ცვეთის გამო 15 მმ-ზე ნაკლები გახდა, ბორბლები უნდა ჩასვათ შესაკეთებლად ან გამოცვალოთ. მოძრავი ბორბლების მოძრავი ბორბლების სამუშაო ზედაპირების ვიბრაციის მიზეზებია: ამწე ბორბლების სხვადასხვა დიამეტრი, რომელსაც ამოძრავებს ერთი ძრავა, რის შედეგადაც ცურვა და მოძრაობის ცვეთა; zastosuvannya litih kolіs zamіst ჭედურობა; თერმული დამუშავების არასწორი ან არასწორი გზა. გაშვებული ბორბლების spratsyuvannya ფლანგა აიხსნება ამწე ბილიკის დაგების უზუსტობით: განივი ჩირქის არსებობით და ნომინალური დიამეტრის რაოდენობის დიდი სიგანეებით, აგრეთვე ბორბლების ღერძების არაპარალელიზმით.
განივი რხევის შემთხვევაში ვლასნოი ვაგა პრაგნის საქარე მინის ქვეშ მყოფი ამწე ღეროს მიმართულებით იშლება. ამ რებორდის საშუალებით ისინი მუდმივად იჭერენ სლატებს, რაც გამოიწვევს ინტენსიურ ცვეთას. იგივე ხდება მაშინაც კი, როდესაც გაფართოვებულია ბორბლების ღერძების სიგანით და არაპარალელიზმით, თუ რუსულ ამწეზე ბორბლები მუდმივად დაჭერილია რელსებზე, ან ამა თუ იმ ფლანგზე.
ყდის თითების შეერთების გაფართოების შემთხვევაში (ზამბარის ბუჩქების ან თითების ცვეთა, დასუსტებული სამაგრი) შეცვალეთ ბუჩქები ან თითები და გამკაცრეთ სამაგრი. სამუშაო ზედაპირის ცვეთის, სადესანტო ღიობის გახსნის და შეერთების ქვედა ყდის გახსნის შემთხვევაში აუცილებელია მისი შესწორება სარემონტოდ.
| |
§ 98§ 100. ელექტრული სქემების გაუმართაობა
რა არის დრო
გაზის გამავრცელებელი მექანიზმი (მოკლედ მას სხვაგვარად არ ეძახიან, როგორც დროის ქამარი) არის დანამატი, რომელიც უზრუნველყოფს ცხელი სუნის ჯამის სათანადო მიწოდებას. ICE ცილინდრებიდა სამრეწველო აირების გამოშვება. გაზის ზამბარის მექანიზმის ეს ფუნქციები განხორციელებულია ჩოტი-ტაქტურ ელექტროსადგურებში შესასვლელი და გამონაბოლქვი სარქველების გახსნისა და დახურვისთვის, რომელსაც შეუძლია ამოქმედოს აფეთქების ლილვი და სპეციალური კამერის მექანიზმი.
ამ რანგში, გაზის გამავრცელებელი მექანიზმის ძირითადი ელემენტებია სარქველები, მათი დისკები და გაყოფილი ლილვი ამძრავით. თანამედროვე მანქანებზე სარქველები განთავსებულია ცილინდრის ბლოკის თავში. იმისათვის, რომ სარქველი ჩაკეტილი იყოს დახურულ მდგომარეობაში, წყდება ზამბარები. დანიაში, ყველაზე ფართოდ ოკუპირებული ვიცი dviguny შიდა ცეცხლიგაზზე მომუშავე მექანიზმებით, რომლებიც გამოიყენება ორსარქველიანი (ორი შემავალი და გასასვლელი სარქველი მოყვანილია კანის ცილინდრში) და ორსარქველიანი (ერთი შემავალი და ერთი გამომავალი სარქველი თითო ცილინდრზე) სქემებისთვის.
დროის გაუმართაობის დიაგნოზი
მათ მოახდინეს შეფუთვის კლონირება ცალკე ლილვზე, რომელიც შეიძლება გადაიტანოს დამატებითი უღელტეხილის, ლანცეტის ან გადაცემათა კოლოფისთვის. ლანცეტის ან დროის ქამრის გაპარსვამ ან გაპარსვამ შეიძლება გამოიწვიოს დგუშების შეჯახება სარქველებს, რაც საფრთხეს უქმნის ძრავის ღობედან გამოსვლას. ამავე დროს, კანის ავტოვლასნიკი დამნაშავეა rozpodіl polivnoї sumіshi მექანიზმისადმი პატივისცემით, ამავე დროს ატარებს yogo vuzlіv და okremih დეტალების დიაგნოსტიკას.
დროის წარუმატებლობის დიაგნოსტიკა რთული და რთული პროცედურაა. სტატისტიკური მონაცემებით, ეს მექანიზმი შეადგენს დაახლოებით ოცდაასი ათას ყველა ტიპის ძრავას, ხოლო სარემონტო სამუშაოების შრომისმოყვარეობის დაახლოებით ნახევარი მოდის გაუმართაობის აღმოფხვრაზე. ტექნიკური მომსახურება. ერთი საათის განმავლობაში obov'yazkovoї დიაგნოსტიკის უგულებელყოფა იწვევს იმ ფაქტს, რომ ძრავების დიდი რაოდენობა წინასწარ შეკეთებას საჭიროებს, მოკლე რესურსის მოსალოდნელია ან გადაუდებელი ხასიათის გაუმართაობით. დროის რობოტებში გაუმართაობის ისეთი სერიოზული მიზეზების გაფართოება, როგორიცაა შიდა წვის ძრავის მუშაობის წესების ნაკლებობა, მათ შორის ფისების ნარევით ცეცხლით შევსება, არამჟავე, ფერმენტირებული ზეთისხილის სტოზუვანია და ფუნქციონირება. ძრავის რობოტი მაღალი სიჩქარით.
პერელიკი და დროის ძირითადი გაუმართაობის მიზეზები
Zvіsno valvіv
ყველაზე ცუდი ისაა, რომ როზპოდილუს საწვავის სუმიშის მექანიზმით ჭამა შეიძლება, ასე რომ, სარქველების ჩამოკიდების სახელწოდება, რადგან ეს ყველაზე ხშირად ორი მიზეზით არის განპირობებული: არამჟავე ბენზინის გამოყენებისას, რომელიც სარქველზე გადააქვს ფისებს. ღეროები და ასევე დასუსტებული ზამბარების მეშვეობით სარქველი იშლება. დანარჩენ შემოდგომაზე, როდესაც დგუში მიაღწევს v.m.t. სარქველი უბრალოდ არ ჩანს სავარძელში. სამართლიანობისთვის, ვარტოს გულისთვის, ცხადია, რომ ამჟამინდელ ავტოტრანსპორტზე უსამართლობა იშვიათად ჩანს.
ჰიდრავლიკური კომპენსატორების შეფერხება
Okremikh slіv ჰიდრავლიკური კომპენსატორების გაუმართაობის დამსახურებაა. ძალზე იშვიათია სულელური ზეთის გამოწვევა იმ დონემდე, რომ ჰიდრავლიკური კომპენსატორი "ამოძრავებს" თავისი მთავარი ფუნქციის მოსაპოვებლად, თითქოს ის გამოიყენება დროში არსებული ხარვეზების კომპენსაციისთვის. შიდა წვის ძრავის შემდგომი მუშაობა გარკვეულწილად ემუქრება ჰიდრავლიკური ამწეების შეფერხებას. ამ კვანძების ხარვეზები არის ლითონის დარტყმა, რომელიც გამოდის ცილინდრის თავიდან გაუცხელებელ ძრავზე.
დანგრეული თერმული უფსკრული, ფაზა გაზის განაწილება
იოგოს რეგულირების შესაძლებლობის მქონე აგრეგატებზე თერმული უფსკრულის დაზიანება გამოწვეულია საკისრებისა და ამწე ლილვის კამერების ცვეთა, დაკბილული საბურავის, რომლის დახმარებითაც შეფუთვა ახალზე გადადის, ასევე არასწორი რეგულირების გამო. დროის რობოტებში სერიოზული გაუმართაობის შედეგები არის გაზის ქვეშ მყოფი გაზის ფაზების განადგურება. შედეგად, განადგურებულია ძრავის სტაბილური ფუნქციონირება, ასევე მცირდება დაძაბულობა, რომელიც ვიბრირებს ნომინალური მნიშვნელობის შესაბამისად.
სარქველების ცუდი მორგება
სარქვლის არასწორად მორგება სავარძელზე შეიძლება გამოწვეული იყოს ნახშირბადის დეპოზიტებით სავარძლებზე, ისევე როგორც თავად სარქველებზე, სამუშაო ზედაპირზე ხრახნიანი ჭურვები, სარქვლის ზამბარებიდან გამოსული, სარქვლის გრეხილი თავები, სარქვლის ღერო ჩაჭედილი. სახელმძღვანელო ბუჩქი. თუმცა, ამ ფენომენის მიზეზი შეიძლება იყოს კრიტიკული როკერსა და სარქვლის ღეროს შორის უფსკრულის არარსებობის შემთხვევაში.
დროის წარუმატებლობის აღმაშფოთებელი ნიშნები
გაზის ნაკადის მექანიზმის გაუმართაობის ყველაზე აშკარა ნიშნებს შორის შეიძლება გამოვლინდეს ლითონის დარტყმები, რომლებიც არ არის დამახასიათებელი ნორმალური რობოტული ძრავისთვის, შეკუმშვის დაქვეითება, დარტყმების გამოჩენა მიმღებ და შესასვლელ მილსადენებში, აგრეთვე ცვლილება. შებოჭილობა ელექტროსადგური. დარჩენილი სამი ვარიანტი ხშირად აბინძურებს ადგილს ბინძური მიმაგრებული სარქველებით სავარძლებზე.
თერმული უფსკრულის დაზიანების, კამერების და საკისრების ცვეთა, მაესტრო-დიაგნოსტიკური „ლაპარაკი“ შებოჭილობის დაქვეითებაზე და ლითონის დარტყმის შესახებ, რომელიც ისმის ცილინდრის ბლოკის თავში, როდესაც ძრავა მუშაობს. დაბალი და საშუალო სიჩქარით. ამძრავის ლილვის მხრიდან ხმაურის გამოჩენის და მაყუჩში პერიოდული სროლის მიზეზები შეიძლება იყოს ქამრის ცვეთა (abo lantsyuga), რომელიც ემსახურება ამძრავის ამძრავს, ასევე დაკბილული ღვეულის ცვეთას. ზეთის დონის ვარდნა ძრავის წნევის ცვლილების გამო და აირებში ცისფერი ნისლის გამოჩენის გამო, ზოგჯერ არის მინიშნებები ამწე მექანიზმთან დაკავშირებით "უზუსტობებზე", ზეთის დეფლექტორების ამოღებაზე, პირდაპირი შესასვლელი სარქვლის შეცვლა
ლითონის ხანძარი (მათ ასევე უწოდებენ დეტონაციას) დარტყმები, რომლებიც დამახასიათებელია მანქანის აჩქარების პერიოდისთვის და ძრავის წყვეტილი მუშაობისთვის - არის სარქველებზე ნახშირბადის დეპოზიტების აშკარა ნიშნები, არამჟავე ბენზინის დამწვრობა, გაუმართაობა. ამწე ლილვი. სარქველების ზამბარები, ზამბარის დაბალი სიჩქარე, სარქვლის ზამბარების გაუმართაობამ შეიძლება გამოიწვიოს ცივი ძრავის მუშაობის არა ტრივიალური უკმარისობა, შებოჭილობის შეცვლა და გადახურება.
არმოცურების სარქვლის დაჯდომის ძირითადი „სიმპტომები“ არის შეკუმშვის ცვლილება ერთ ან მეტ ცილინდრში, „დარტყმა“ მიმღებ და მილსადენებში, ეკონომიურობის ცვლილება, სამუშაოს შებოჭილობა. ელექტრო ერთეული. ეს ყველაფერი გასათვალისწინებელია იმ შემთხვევაში, როდესაც არის ნახშირბადის დეპოზიტები სამუშაო ჭრილებზე, სარქვლის ბუდეებზე, სარქვლის მრუდე დისკებზე, სარქვლის ღეროსა და ღეროს შორის არსებული უფსკრული. ნაწილების სამუშაო ზედაპირებზე ნახშირბადის დეპოზიტების მოსაშორებლად, ისინი გაჟღენთილია გაზში ან სპეციალურად მომზადებულ ჭრილში შორეული საფხეკით. არის თუ არა ზედაპირებზე მცირე ნაკაწრები, ნაკაწრები, ჭურვები? უნდა შეეგუო. მცირე დეფექტების შემთხვევაში სარქველებსა და ბუდეებს ქვიშავენ ან ცვლიან ახალი, სწორი დეტალებით.
სარქვლის არათანაბარი გახსნის მიზეზი, როგორც წესი, მდგომარეობს უფრო დიდ უფსკრული შტოვხაჩემს (ანუ ქანქარს) და სარქვლის ღეროს შორის. Stookey in gazorozpodіlnomu mehanіzmі mozhut Buti მოძებნა ჩვენი (krіm rozglyanutih vische yavisch) zbіlshennya უფსკრული mіzh shtovhachem i Strizhnev სარქველი znoshuvannya rozpodіlnih GEAR SCHO napravlyayut i shtovhachіv, ცულები i bushings koromisel, strizhnіv klapanіv და takozh expansible kіltsya SCHO საერთოდ აწარმოებს up zbіlshennya osovogo zsuvu camshaft.
როგორც გაუმართავი აღმოჩნდა, გაცვეთილი დეტალები ახლით უნდა შეიცვალოს ოთხი კვანძის შემდგომი რეგულირებით და ისევ გაზის გამავრცელებელი მექანიზმით.
თავის დროზე
აალებადი ცილინდრები სუმიში და აირების ინექციური შეყვანა უსაფრთხოების მექანიზმში
gazorozpodil (GRM). სტრუქტურულად, მექანიზმი შედგება დეკილკოისგან
ნაწილები: წამყვანი, rozpod_lny ლილვი მექანიზმით, სარქვლის ამძრავი,
სარქველები სახელმძღვანელო ბუჩქებით და ზამბარებით.
მანქანის ექსპლუატაცია
ნაწილების აცვიათ გაზის შემფრქვევის მექანიზმზე. ძრავი გადახურებულია, მაკრატელი
სოლი სარქველები ბუჩქებთან, ისე, რომ ნაწილები შეეჯახა
დარტყმა, გაზები, ცხელი ნალექები ანადგურებს სარქველების უფსკრული
დაჯდომა. ძრავის KKD მკვეთრად ეცემა, კვლავ გადადის დაბნეულობაში, მცირდება
შეკუმშვა, სარქველების დარტყმა ჩანს.
პრობლემების სათავეში
ვაზის ქვეშ გაზის გაფართოების მექანიზმი ჩანს:
- სარქვლის ზამბარის დაჭიმვის დაკარგვა და შეკუმშვა. IN
ჩანთის ქვეშ, სარქვლის დაშვება სავარძელზე დახრილია. - გიდის ბუჩქების რეცხვა და შოვაჩაც
გამოიწვიოს სარქვლის სავარძლის არასწორად მორგება. - შიიოკის და ამწე ლილვის კამერების, იოგას საკისრების ტარება
და სიჩქარის კბილები. - ღერძული zsuv camshaft.
- ბუჩქების და მიმწოდებლების ღერძების ტარება.
- სარქველებში თერმული უფსკრულის შეცვლა.
თერმული უფსკრულის გაფართოების შესახებ
ვიმსჯელებთ სარქველების დარტყმით დაბალ უსაქმურ ლილვებზე
ძრავა. სარქვლის ღეროების ბოლოები გაცვეთილია, შებოჭილობა მცირდება
ძრავა. Tse vіdbuvaєtsya მეშვეობით იმ scho ღია პოზიცია სარქველი
საათზე ნაკლებ დროში აუცილებელია ცილინდრების შევსება და გაწმენდა.
შორის მცირე თერმული უფსკრულის დროს
სარქველით და უღლით, ანუ იოგოთი, არის ტაში. გამოსაშვები
სარქველები - მაყუჩიდან, ჩასასვლელთან - მანამდე, კარბუტერის ქვეშ. შედეგად, სარქველი
ოდნავ მოხრილი, რაც ამცირებს დაძაბულობას და წვავს კანტებს
სარქვლის დისკები.
გაუსწრო მსგავსს
გაუმართაობა შეიძლება სწრაფად დარეგულირდეს სიცივის დროს თერმული ხარვეზებით
ძრავა. გეგმიური შემოწმება ტარდება 30 წლის შემდეგ. Km probіgu, და შესაძლოა booti
ადრე.
- ზნოს ლანსიუგივი და ზიროჩოკი. ჩამოკიდებული სახსრების რეცხვა
იმოძრავეთ ლანგრის ლილვის ამძრავი მანამ, სანამ ქამარი არ დაიწევა (ლანცეტი),
რა იწვევს ვიბრაციას და ხმაურს მუშაობისას. ასეთ სიტუაციებში აუცილებელია რეგულირება
დაძაბულობის მიმაგრება. ლანცეტის დისკის რეგულირება უნდა მოხდეს მეშვეობით
კანი 10 ათასი. კმ სავალზე. - Vityaguvannya დაკბილული ქამარი (ვაზ-2105 და
ვაზ-2107). თუ ძველს რომ უყურებ, ქამარი არ იშლება, მაშინ იოგა რეგულირდება
შებოჭილობა ნაკეცები, ბზარები, ბზარები
ქამარი ბოლო აცვიათ და შეიძლება გამოიწვიოს ქამრის გახსნა. რომ ზე
viniknennі ასეთი ნიშანი აუცილებელია ქამრის ტარება. რობოტული რესურსი
ამძრავი ღვედი გახდეს 60 ცალი. კმ სავალზე. ცხიმის ზემოქმედებისას ქამარი იწმინდება ბენზინში დასველებული განჩირებით.
დეფექტების გამოსწორების მეთოდები
Nasharuvannya ჭვარტლს სარქველებზე ი
ბუდეებს ათავსებენ გაზში, შემდეგ კი ასუფთავებენ საფხეკის დახმარებით.
ნახმარი ღერძები, ბუჩქები, ზამბარები, ჩანთები
მბრუნავი მექანიზმი, მოხრილი ღეროები, დეფორმირებული სარქველების თავები და
in. ყურადღების მისაქცევად გამოიყენება მცირე დეტალები ცვეთის კვალით.
უმნიშვნელო გადახვევები ან
სარქველებისა და სოკეტების ზედაპირებზე ჭურვები გახეხილია. სარქვლის დისკის ქვეშ
დააინსტალირეთ ზამბარა მინიმალური ზამბარით, ისე, რომ სარქველი აწიოს ზემოთ
ბუდე. გაასუფთავეთ სამუშაო ზედაპირები და წაისვით მათზე GOI მოსახვევი პასტა.
її vіdsutnostі-ით შესაძლებელია ყალბი შენახვის საწყობის ჯამის გაძლიერება ან
კიდევ ერთი აბრაზიული ძრავის ზეთით. სუმიში დამნაშავეა ბუტი პასტიში. სარქველი
შექცევადი მოძრაობის მოზიდვა ბრეკეტით ან ბურღით. ოპერაცია
გაატარეთ სარქვლის ღეროზე მყარი მქრქალი ჩამკეტის ბოლომდე. ან მიმართეთ
სამი ნიშანი ზეითუნის ზეთით სარქველის ღერძზე. ქვედა სარქველი
ბუდეში, გახეხეთ ruhіv-ის ნამწვი, გაწურეთ და გაოცდით ჩანთებით.
ნიშნის ხილვადობა მიუთითებს იმაზე, რომ სარქველი ნახმარია. კონტროლის მიმოხილვა -
შემდეგ ისევსარქველი სამუშაო ზამბარით და კრეკერით. დაასხით
ჩაქრა რომელიმე არხში, დატბორილია ერთი საათის განმავლობაში. მაღალი მჟავიანობის ლაპინგით
გაზი არ არის დამნაშავე მოსვლაში. გაჟონვის შემთხვევაში გაიმეორეთ პროცედურა.
თერმული უფსკრულის რეგულირება
სარქვლის ღეროსა და შტოვხაჩემს შორის ბრძოლა ცივი ძრავით, მაგრამ არა
ჩართვის შემდეგ 30 ჰვ-ზე ადრე. რობოტები უნდა განხორციელდეს ინსტრუქციის მიხედვით
vigotovlyuvach ქარხანა. სამი სარქველი ხსნის თავსახურს და მასში დამონტაჟებულია ამწე ლილვი
შეკუმშვის ტაქტის დასრულების ბანაკი. ცე პოზიცია, თუ უღელი შეიძლება იყოს თავისუფალი
ჩართეთ ღერძები უფსკრულის უკან. უფსკრულის რეალური ზომა კონტროლდება
ზონდი სარქველსა და თითს შორის. რეგულირებას ახორციელებს მარეგულირებელი
ხრახნით, როცა კონტრგაიტი დასუსტებულია. საჭირო უფსკრულის დამონტაჟების შემდეგ,
ხრახნის პოზიცია ფიქსირდება საკეტით. აჩვენე ხარვეზი.
ზონდის საფარი, რომელიც ძვირია
უფსკრულის ზომა განპირობებულია გავლის გამო. სხვა სარქველები რეგულირდება
ანალოგიურად. ქვედა სარქვლის ღიობების მქონე კონსტრუქციებისთვის, კორექტირება
viroblyaetsya იმავე თანმიმდევრობით, მაგრამ როდესაც მორგება უფსკრული მორგება
ხრახნით მელიებისთვის შტოვხაჩის მორთვა.
ლანსის დაჭიმულობა მექანიზმის ამოძრავებამდე
gazorozpodіlu მანქანებისთვის VAZ vroblyayut მორგება დაძაბულობა.
გახსენით თავსახური და მოაბრუნეთ კარდანის ლილვი 1-1,5 ბრუნით.
დაჭიმვის ზამბარები უნდა იყოს დაჭერილი ჭანჭიკებზე და ავტომატურად დარეგულირდეს
შებოჭილობა ჩაკეტეთ თავსახურის კაკალი.
ვაზ-2105 მანქანებზე
ამოიღეთ საფარი და შემდეგ გახსენით ჭანჭიკები დაჭიმვის როლიკზე. ძარცვა 2-3
ამწე ლილვის შემობრუნება და თავად ზამბარა ჭიმავს ამძრავ ქამარს. ჭანჭიკი მჭიდროდ
და დაახურეთ თავსახური თასზე.
უწყვეტი მუშაობის მექანიზმი
gazozpodіlu შესაძლებელია უზრუნველყოს პოსტინდუსტრიული ტექნიკის ჩატარება
სერვისი. ცილინდრების დამაგრების ჭანჭიკები, სადგამები
როკერი და შიგნით. ნაწილები, დეკომპრესიის მექანიზმის ხარვეზების კონტროლი, კონტროლი
ზამბარები გავხდები
lanzyugiv i remenіv.
ძრავის გაზზე მომუშავე მექანიზმის ძირითადი ხარვეზები.
აკაკუნებს გაზის ძირის მექანიზმში z'yavlyayutsya მეშვეობით უფრო დიდი ხარვეზები სარქველი მექანიზმი, როზპოდილური ლილვის საკისრების ან კამერების ცვეთა, მნიშვნელოვანია, ასევე სარქვლის ზამბარების გატეხვის გამო.
usunennya stukotіv-სთვის აუცილებელია თერმული უფსკრულის მორგება და ნაწილებისა და კვანძების ცვეთა უნდა შეიცვალოს.
მოძრაობის ხმაური lansyug წამყვანი rozpodіlnogo shaft z'yavlyaєtsya znіlіd znіrіnіh z'єdnаn lanok lantsyuga i її podovzhennya.
შემდეგი, დაარეგულირეთ ლანცეტის დაძაბულობა და ზედმეტად ცვეთის შემთხვევაში, შეცვალეთ იგი ახლით.
დვიგუნის დაძაბულობის დაკარგვადა გამონაბოლქვი აირების კვამლი იზრდება სარქველში თერმული უფსკრულის დროს მექანიზმები, სარქველების ბინძურ დახურვამდე, ზეთის დეფლექტორების ცვეთა.
უფსკრული უნდა გამოსწორდეს, ქუდების ცვეთა დაიმახსოვროთ და სარქველები სავარძლებამდე „დაფქვათ“.
19. ტექნოლოგია, რომელიც მე ვამოწმებ
გაზის გამავრცელებელი მექანიზმის (GRM) ტიპიური მახასიათებლებია: მათი სახელმძღვანელო ბუჩქების ღეროების, სარქვლის დისკების და მათი ბუდეების, გადაცემათა კოლოფის, კამერების და როზეტის ლილვის საყრდენი ქინძისთავების ტარება; სარქვლის ღეროებსა და საქანელებს შორის არსებული უფსკრულის დაზიანება (შტოვხაჩები), სარქვლის ზამბარის ზამბარების გატეხვა და დაკარგვა, ცალკეული მექანიზმების კბილების მსხვრევა, სარქველების დამწვრობა. დროის უკმარისობის ნიშნებია დარტყმა, კარბუტერის გაჩენა და დარტყმა მაყუჩში.
KShM-ის ტექნიკური მომსახურება და დრო. ძრავის ტექნიკური მოვლის ნაწილი და მოიცავს ფიქსაციის ხელახლა შემოწმებას და გამკაცრებას, ძრავის დიაგნოზს, რეგულირებას და ზეთის შეღებვას.
ტირილის სამუშაოები ხელახლა გადამოწმებისთვის გავამაგრებ ძრავის ყველა ნაწილს; ძრავის საყრდენები ჩარჩოს, ცილინდრის თავსა და ამწე კარკასის ბლოკს, მილსადენის შემშვები და გამონაბოლქვი მილტუჩებს და სხვა ნაწილებს.
გაზისა და გამაგრილებელი ჰაერის გავლის თავიდან ასაცილებლად ცილინდრის თავის შუასადებებით, ისინი ხელახლა შემოწმდება და, საჭიროების შემთხვევაში, მოქნილი მომენტით ამაგრებენ ბლოკზე დამაგრებულ კაკალს. იბრძოლეთ ბრუნვის გასაღების დახმარებისთვის. საწარმოო ქარხნების მიერ დამონტაჟებული ჩავუნის ცილინდრის თავი. კარკასის შესაკრავის ჭანჭიკების ხელახალი შეკვრა ყოველგვარი დეფორმაციისა და მჭიდის დაზიანების თავიდან აცილების მიზნით, ასევე ხორციელდება წინასწარი თანმიმდევრობით, რომელიც არის დიამეტრულად გაფხვიერებული ჭანჭიკები.
ტარდება KShM-ის ტექნიკური მდგომარეობის დიაგნოსტიკა და ვადები ავტოტრანსპორტის საწარმოებზე: გაზის რაოდენობებზე, რადგან ამწე იშლება; შეკუმშვის (შეკუმშვის) კინწის ტაქტის ვიცე მიხედვით, ცილინდრებიდან დაწნეხილი ქარის ხვეულის მიხედვით, სტეტოსკოპის დახმარებით ძრავის მოსმენის გზით.
ბევრი აირი, რადგან ისინი ჭრიან ძრავის კარკასს რგოლებითა და ცილინდრებით დგუშებს შორის, იყინება ნავთობის შემავსებლის მილიდან მიღებული გაზის ვიტრატომირით. ამ შემთხვევაში, ძრავის კარადა ილუქება რეზინის საცობებით, რათა დახუროს ზეთის ღვეზელი და ამწე სავენტილაციო სისტემის გაზის მილი. გაზომვები ტარდება დინამომეტრის სადგამზე სრული დაჭიმვით და ამწე ლილვის შეფუთვის მაქსიმალური სიხშირით. ახალი ძრავისთვის, ძრავის მოდელში გაზის რაოდენობა იშლება და ხდება 16-28 ლ/ჰვ. მიუხედავად მეთოდის სიმარტივისა, პრაქტიკაში იოგას პრაქტიკა ართულებს მას ახალი საწარმოს შექმნის აუცილებლობისა და აირების არათანმიმდევრული რაოდენობის გარღვევის გამო, რაც მდგომარეობს ინდივიდუალურ დვიგუნის მგრძნობელობაში.
ყველაზე ხშირად, KShM-ის დიაგნოსტიკა და ქრონომეტრაჟი ტარდება კომპრესომეტრით, ვიწროების შესამცირებლად, შეკუმშვის ტაქტის დასასრულს, როგორც შებოჭილობის მაჩვენებელი და ახასიათებს ცილინდრებს, დგუშებს რგოლებით და სარქველებით -
ყველაზე საფუძვლიან მეთოდს გამოიყენებს KShM და დამატებითი სპეციალური მიმაგრების დრო დაგრეხილი ქარით, პრიმუსი იკვებება ცილინდრში სანთლის გახსნის გზით.
სტეტოსკოპის დახმარებით მოსმენა, ხმაური და ღრიალი, ამწე ლილვის მიმღებში არსებული ხარვეზების დაზიანების შედეგად და ქრონომეტრაჟით, ასევე საშუალებას გაძლევთ დიაგნოსტიკა dvigun. თუმცა ვისთვისაც დიდი პრაქტიკული ცოდნაა საჭირო.
მარეგულირებელი სამუშაოები ტარდება დიაგნოზის შემდეგ. სარქველებში ჭექა-ქუხილის გამოვლენისას, ისევე როგორც TO-2-ის დროს, ხელახლა შემოწმდება და რეგულირდება თერმული ხარვეზები სარქვლის ღეროების ბოლოებსა და როკერის ზოლებს შორის. ZMZ-53 ძრავზე ხარვეზების რეგულირებისას, 1-ლი ცილინდრის დგუში დაყენებულია TDC-ზე შეკუმშვის ციკლისთვის, რისთვისაც ამწე ლილვი ბრუნავს მანამ, სანამ იხვის ჭუჭყი მიიღება იოგოს ბორბალზე ცენტრალური რისკით ინდიკატორზე. სფერული გადაცემის კრისტზე აბურდული. ამ პოზიციაზე რეგულირდება ხარვეზები სარქვლის საფარებსა და 1-ლი ცილინდრის როკერებს შორის. სხვა ცილინდრების სარქველების უფსკრული რეგულირდება თანმიმდევრობით, რაც შეესაბამება ცილინდრების მუშაობის რიგს: 1-5-4-2-6-3-7-8, ამწე ლილვის გადაქცევა ცილინდრიდან ცილინდრში გადაადგილებისას. 1/4 შემობრუნებით. Іsnuє ე іnshiy sposіb regulivannya ხარვეზები. ასე რომ, ZIL-130 ძრავში, TDC-ში 1-ლი ცილინდრის დგუშის დამონტაჟების შემდეგ, რისთვისაც გახსნილია ამწე ლილვის ღვეზელები TDC ნიშნით, ხარვეზები 1-ლი ცილინდრის ორივე სარქველში, მორგებულია მე-2, მე-4 და მე-5 ცილინდრის გამოსაბოლქვი სარქველები, 3, 7 და მე-8 ცილინდრის შესასვლელი სარქველები. სხვა სარქველების ხარვეზები რეგულირდება ამწე ლილვის შემდეგ შემობრუნების შემდეგ.
KamAZ-740 ძრავის ხარვეზების დასარეგულირებლად, ამწე ლილვი დამონტაჟებულია პოზიციაზე, 1 ცილინდრში, საწვავის მიწოდების ღვეზელი 1 ცილინდრში, ვიკორისტის დამჭერი და მონტაჟდება მფრინავის კორპუსზე. შემდეგ გადაატრიალეთ ამწე ლილვი ლუქის მეშვეობით კარკასში 60 °-ით და დაარეგულირეთ 1-ლი და მე-5 ცილინდრის სარქვლის ღიობები. შემდეგ გადაატრიალეთ ამწე ლილვი 180, 360 და 540 °, დაარეგულირეთ ხარვეზები მე -4 და მე -2, მე -6 და მე -3, მე -7 და მე -8 ცილინდრებში,
არ აქვს მნიშვნელობა, მიუხედავად იმისა, თუ როგორ არის ამწე ლილვის დაყენება გახსნის მდგომარეობაში პოზიციის რეგულირებისთვის, თერმული უფსკრული კანის სარქვლის ამძრავში გადატრიალდება და რეგულირდება სარქვლის დახურვისას;
KShM-ის და დროის შეკეთება, ტიპიური რობოტები KShM-ის შიდა რემონტისთვის და ქრონომეტრაჟი - სამაჯების, დგუშების, დგუშის რგოლების, დგუშის ქინძისთავების, შემაერთებელი ღეროების და ძირითადი საკისრების ჩასართები, სარქველები, მათი სავარძლები და ზამბარების შეცვლა, შტოვხაჩოვი, ასევე დაფქვა და გახეხვა .
ცილინდრის ბლოკის ბალონების ჩანაცვლება ხდება სრიალის დროს, თუ მათი ცვეთა აღემატება დასაშვებს, აშკარა ნაპრალები, ბზარები, რაიმე სახის გაფართოება და დაფქვა, აგრეთვე ზედა და ქვედა ნაწილების ცვეთა. სადესანტო პასკები.
მნიშვნელოვანია მკლავების ამოღება ცილინდრის ბლოკიდან. ამისათვის მათ უნდა გაკიცხონ სპეციალური ნიშნის დახმარებით, რომელიც ჩაფლულია ვაზნების ქვედა ბოლოში. მიუღებელია სხვა მეთოდების გამოყენება ისე, რომ ძრავის ცილინდრის ბლოკებში და თავად სამაჯურებში ყდის სადესანტო ღიობები მინიმუმამდე იყოს მიყვანილი.
ახალ ყდის დაჭერამდე აუცილებელია ცილინდრის ბლოკი ისე აიღოთ, რომ კონდახი ვარდის ზემოთ გამოვიდეს ბლოკის თავიდან. ამისთვის, ყდის დამონტაჟებულია ცილინდრის ბლოკში გაფართოების რგოლის გარეშე, მოხრილი ზედაპირის ფირფიტით და საგრძნობი ლიანდაგით, გაზომეთ უფსკრული ფირფიტასა და ცილინდრის ბლოკს შორის.
შვრიის რგოლის გარეშე ბლოკში დაყენებული სამაჯურები თავისუფლად უნდა შემოტრიალდეს. ყდის ნარჩენების დაყენებამდე აუცილებელია მათ ქვეშ სადესანტო ღიობების გადაფორმება ცილინდრების ბლოკებში - თუ სუნი ძლიერ გავლენას ახდენს კოროზიით, ან დაიბანეთ ჭურვები, აუცილებელია ეპოქსიდური ფისოვანი ბურთის შეკეთება. ნაწილებს თირსუსით გაასუფთავებს, რაც ნაწილებს თირსოთი გაასუფთავებს. ბლოკის ზედა ნაწილის კიდეები, ისევე როგორც პირველები, ყდის დაჭერისას ეწებება ღარების ჰუმუსურ ქედებს, ისინი უნდა გაიწმინდოს სასახსრე ქსოვილით, რათა დაიცვას ღარების ყურები. დაჭერის პროცესი,
სამაჯურები, მათზე რეზინის რგოლებით დამონტაჟებამდე, დაჭერით ცილინდრის ბლოკში დამატებითი პრესისთვის. თქვენ ასევე შეგიძლიათ იმუშაოთ სპეციალური დანართის, დანართების დახმარებით. დაჭიმვისას, ღეროების მკლავები არ შეიძლება ძლიერად დაჭიმული იყოს და ასევე იძლევა ცილინდრის ლაინერების ღარებში გადახვევის საშუალებას.
დგუშების გამოცვლა ხორციელდება ბორბლის ზედაპირზე ღრმა ღრღნის, დგუშის ფსკერის და ზედაპირის დამწვრობის შემთხვევაში ზედა შეკუმშვის რგოლის მიდამოში, როდესაც დგუშის რგოლის ზედა ღარი გაცვეთილია. დაშვებულზე მეტი.
დგუშის გამოცვლა ძრავის მანქანიდან ამოღების გარეშე: დაამატეთ ზეთი კარკასის ღუმელიდან, ამოიღეთ ბლოკის თავი და კარკასის ღუმელი, ამოიღეთ შემაერთებელი ღეროს ჭანჭიკების კაკალი, ამოიღეთ შემაერთებელი ქვედა თავის თავსახური. ჯოხი და გადაატრიალეთ დგუში ამწე ლილვში. შემდეგ ბობინებში გავხსნით ჩამკეტ რგოლს, პრესის დახმარებით დავაჭერთ დგუშის ქინძისთავს და ვაჭერთ დგუშს შემაერთებელ ღეროში. საჭიროების შემთხვევაში, იმავე პრესით დააჭერთ შემაერთებელი ღეროს ზედა თავის ბრინჯაოს ბუჩქს.
სანამ დგუშის მოადგილე დასჭირდება დგუშის დგუშის, ვიბრატის ცენტრალური საჭიროებისთვის, rosemіran-ის სახის ვიბრაცია, rosemіranіy ჯგუფი gіlzi (ცილინდრა), І Perevіriti Strachkoy-diper gap mіzh დგუში і ільзой, Cylochy Pistoncy-ისთვის. ზურგები ყდის ბოლოთი ზიგავსია, ხოლო ნაკერ-ზონდი ჩასმულია ყდისა და დგუშის შორის. პერებუვალი თითის ღერძის პერპენდიკულარულ სიბრტყეში. შემდეგ, დინამომეტრით, გაჭიმეთ ხაზი-ზონდი და ვიმირიუმით გაჭიმეთ, თითქოს დამნაშავე ხართ დასაშვების საზღვრებში. ხაზების დიაგნოსტიკა-ზონდები და გაჭიმვა სხვადასხვა მოდელის ძრავებისთვის მოცემულია ექსპლუატაციის ინსტრუქციებში ან სარემონტო სახელმძღვანელოში. ასე რომ, ZIL-130 ძრავებისთვის, ვიკორისტის ხაზი 0,08 მმ სისქით, 13 მმ სიგანე და 200 მმ სიგრძით, და 35-45 ნ. ცილინდრზე.
ZIL-130 ძრავის ყდისა და დგუშების ნომინალურ და კანის შეკეთების ფარგლებს შორის არის ექვსი განსხვავებული ჯგუფი. ცილინდრების დიამეტრი კანის საზღვრებში გაბურღულია 0,01 მმ-ით. ზომის ჯგუფის ინდექსი (A. AA, B, BB, V, BB ნომინალური ზომის ყდისა და დგუშებისთვის და G, YY, D. DD, E, ЇЇ პირველი სარემონტო ზომისთვის და t, e.) აღნიშვნები ზედა ყდის ბოლო და დგუშის ბოლოში,
ანალოგური rozmіrnі ჯგუფები საზღვრებში კანის სარემონტო rozmіru შეუძლია ყველა სხვა საავტომობილო მანქანა.
როდესაც იკეცება dvigunіv, znyati; მანქანიდან, დგუშების აყვანა ალების ცილინდრებში ხდება მსგავსი თანმიმდევრობით, ასე რომ, დგუშების აყვანა ქარხნებში ძრავების დასაკეცი დროს - სატვირთო მანქანები.
ATP-ზე დგუშების გამოცვლისას დგუში ცილინდრის გასწვრივ არის 6 ოპის ქვეშ, ძრავების დასაკეცი კიდევ ერთი მნიშვნელოვანი პირობის შენარჩუნების უზრუნველსაყოფად: დგუშის ბოსტებში გახსნის დიამეტრი, დგუშის დიამეტრი. ქინძისთავები და ღიობის დიამეტრი შემაერთებელი ღეროს თავის ზედა სპილენძის ბრინჯაოს ბუჩქში კომპლექტის „დგუში - ქინძისთავი - შემაერთებელი ღეროს“ დაკეცვამდე საჭიროა გადაიხედოს, რომ მარკირება დატანილია ფარბოით, დგუშის ერთ-ერთ ბუზზე, ქინძისთავის ბოლოებზე და შემაერთებელი ღეროს ზედა თავსა. ფარბოი ნახმარია.
დროდადრო, თუ შეიცვლება ცილინდრ-დგუშის მთელი ჯგუფი, რომელიც ყველაზე ხშირად გამოიყენება პრაქტიკაში, არ არის პრობლემები შერჩევისას: დგუში, ქინძისთავები, დგუშის რგოლები და ყდის, რომლებიც სათადარიგო ნაწილებშია, როგორც ნაკრები, აირჩიე უკანა ფეხი. ამიტომ დასაკეცისას აუცილებელია ნაწილების მარკირების შეცვლა შერჩევის სისწორეში და დგუშისა და ყდის შორის არსებული უფსკრული ხაზის ზონდით ხელახლა შემოწმება. შეგიძლიათ გააკეთოთ ნაკერ-ზონდის გარეშე. დგუშის სწორად აყვანა დამნაშავეა ვლასნოი ვაგის ქვეშ, რომ სწორად ჩაიძიროს ყდის. ასევე აუცილებელია დგუშის ახალი პინჩის გადახედვა შემაერთებელი ღეროს ზედა თავთან მისასვლელად: დგუშის ქინძისთავი შეუფერხებლად უნდა შევიდეს შემაერთებელი ღეროს ზედა თავის ბუჩქის ღიობაში ცერა თითის ზეწოლის ქვეშ.
მანამდე დადეთ დგუში შემაერთებელი ღეროთი, დანარჩენი უნდა შემოწმდეს ღერძ-თავების პარალელურობაზე, საკონტროლო შეერთებაზე ფასს შეებრძოლეთ ინდიკატორის თავებით.
დეფორმაციის შემთხვევაში, რომელიც აღემატება დასაშვებ საზღვრებს, შემაერთებელი ღერო უნდა გამოსწორდეს. შემდეგ დგუში მოთავსებულია იშვიათი ზეთით აბაზანაში, თბება 60 ° C ტემპერატურამდე და, დამატებითი მანდრილისთვის, დააჭირეთ დგუშის ქინძისთავებს დგუშის ბობინების გახსნას და დამაკავშირებელი ღეროს ზედა თავში. ბობინების ღარებში დაჭერის შემდეგ ჩასვით გაჩერების რგოლები.
ანალოგიურად, ცილინდრის თავის ამოღებიდან დაწყებული კარკასის ტაფამდე, აუცილებელია შემაერთებელი ღეროს ზედა თავის ბუჩქის, დგუშის ქინძისა და დგუშის რგოლების შეცვლა საჭიროებისამებრ. დაჭერით დაუწებებელი ბუჩქები და დააწექით ახლებს მათ ადგილებზე, რათა უზრუნველყოთ საჭირო კლირენსი. შემდეგ ბუჩქებს ამახვილებენ ჰორიზონტალურ ღარულ ვერსტზე, ან მუშავდებიან დამატებითი ღარებით, ბუჩქის შიდა ზედაპირი უნდა იყოს სუფთა, ნაკაწრების გარეშე, სიმოკლე პარამეტრით Ro = 0,63 მკმ და ოვალური და კონუსის ფორმა არ უნდა შეიცვალოს 0,004 მმ-ით.
ცილინდრის ბლოკში შემაერთებელი ღეროთი დგუშის დამონტაჟებამდე დააინსტალირეთ დგუშის რგოლების ნაკრები დგუშის ღარებში. გარდა ამისა, რგოლები მოწმდება სინათლეზე, რისთვისაც ისინი ჩასმულია ცილინდრის ლაინერის არამუხრუჭებელი ნაწილის თავზე და ვიზუალურად აფასებენ მორგების უფსკრული.
საკეტში არსებული უფსკრული იზომება ზონდით და დროდადრო, თუ ღვინო დასაშვებ ღირებულებაზე ნაკლებია, რგოლის ბოლოები იჭრება. ამის შემდეგ რგოლი ხელახლა შემოწმებულია განმანათლებლობისთვის და მხოლოდ მოგვიანებით სპეციალური დანამატის დახმარებით, რგოლის ბოლოში გათხრა საკეტში, ჩასმა დგუშების ღარებში.
ძრავების TR-ზე იშლება რგოლის ნომინალური ზომის რგოლების კომპლექტები, რომელთა ცილინდრები არ არის მოწყენილი, მაგრამ ნახვრეტებში დამონტაჟებულია სარემონტო რგოლის რგოლები, როგორც ორიგინალური დიამეტრის მიხედვით. ემთხვევა ცილინდრების ახალ დიამეტრს.
sus_dnіh კილეტების ჯოხები (ჩამკეტები) თანაბრად იყოფა ფსონის მიხედვით. დგუშზე შეკუმშვის რგოლები დამონტაჟებულია აწევით. ნებისმიერი სუნის შემთხვევაში დგუშის ღარებში მოხვევის ბრალია. დგუშების * მონტაჟი რგოლებით აწყობილი ძრავის ცილინდრებში ხორციელდება სპეციალური დანამატის დახმარებით.
ამწე ლილვის ლაინერების გამოცვლა ხორციელდება მაშინ, როდესაც საკისრები ღრიალებენ და ეცემა ნავთობის ხაზში 0,5 კგფ/სმ2-ზე ქვემოთ ამწე ლილვის შეფუთვის სიხშირით 500-600 ბრ/წთ და სათანადოდ მუშავდება ზეთის ტუმბოსა და შემცირების სარქველებში. ბუჩქების გამოცვლის აუცილებლობას განაპირობებს დიამეტრული უფსკრული მთავარ და შემაერთებელი ღეროების საკისრებში: თუ საკისრები დაშვებულზე დიდია, ბუჩქები უნდა შეიცვალოს ახლით. საკისრებსა და მთავარ ყელს შორის ნომინალური უფსკრული არის 0,026-0,12 მმ, საკისრებსა და შემაერთებელ ღეროს შორის არის 0,026-0,11 მმ ვარდნისას ძრავის მოდელის მიხედვით.
ამწე ლილვის საკისრებში კლირენსი განისაზღვრება საკონტროლო სპილენძის ფირფიტების დახმარებით. ავტომობილების ZIL და GAZ ძრავებისთვის, ვიკორისტის ფირფიტები სპილენძის კილიტათი 0,025 ტოვშჩინით; 0,05; 0,075 მმ, 6-7 მმ სიგანით და 5 მმ-ით უფრო მოკლე, ვიდრე ჩასმის სიგანე. საფენი, ზეთოვანი, მოთავსებულია ლილვის ყელსა და ჩანართს შორის (ნახ. 9.9), ხოლო ტარების თავსახურის ჭანჭიკები მჭიდროდ იკვრება ბრუნვის გასაღებით, რომელსაც აქვს მომენტი კანის ძრავისთვის (ZIL-130-ის ძირითადი საკისრებისთვის. ძრავა, 110-130 ნმ, შემაერთებელი ღერო 70-80 ნმ). ასევე, 0,025 მმ სისქის ფირფიტის დაყენებისას, ლილვი ადვილად იხვევა გარშემო, რაც ნიშნავს 0,025 მმ-ზე მეტი უფსკრული და შემდეგ შეცვალეთ ფირფიტა წინასწარ გაფართოებით, ხოლო ლილვი არ იქნება შემოხვეული. წინა კიდე, რომელიც აჩვენებს რეალურ უფსკრული კისერსა და როდესაც ერთი საკისარი გადატრიალებულია, სხვა საკისრების ჭანჭიკები იხსნება. ასე ხდება ყველა საკისრის ხელახალი გაყვანილობა.
აუცილებელია, რომ ამწე ლილვის ჟურნალების ზედაპირზე არ იყოს ბურუსი. ბულინგის და აცვიათ მტკიცებულების შემთხვევაში, ჩაანაცვლეთ ჩანართები არასაკმარისად. ამ შემთხვევაში აუცილებელია ამწე ლილვის გამოცვლა.
ამწე ლილვის საყელოს ხელახალი შემოწმების შემდეგ, საჭირო დიამეტრის ბუჩქები უნდა გაირეცხოს, გაიწმინდოს და დამონტაჟდეს ძირითადი და დამაკავშირებელი ღეროების საკისრების საწოლში, წინ წაუსვით ბუჩქის ზედაპირი და კისრები ძრავის ზეთით.
ZIL-130 ძრავებისთვის, ნომინალური ბორბალი, ჩატარდა ხუთი შეკეთება ამწე ლილვის მთავარ და დამაკავშირებელ ღეროზე. გაიცემა ლაინერების ექვსი კომპლექტი: ნომინალური, 1-ლი, მე-2, მე-3, მე-4, მე-5 სარემონტო ლაინერები.
ZIL-130 და ZMZ-53 ძრავებისთვის ამწე ლილვის ღერძული თამაშის რეგულირება ხორციელდება სარეცხი მანქანების არჩევით. ZMZ-53 ძრავებისთვის, ღერძული დისტანცია ამწე ლილვის წინა ბოლოსა და უკანა მჭიდრო სარეცხს შორის არის 0,075-0,175 მმ, ხოლო ZIL-130 ძრავებისთვის ეს არის 0,075-0,245 მმ.
ექსპლუატაციის პროცესში, ცვეთის შემდეგ, იზრდება ღერძული კლირენსი. როდესაც TR yogo, ისინი არეგულირებენ, აყენებენ ბრტყელ საყელურებს ან სარემონტო გაფართოების პივკილციას, თუ წყვილებში ნომინალური გაფართოებით, მათ შეუძლიათ გაზარდონ (0,1; 0,2; 0,3 მმ) tovshchina.
ბლოკის თავების ძირითადი ჩავარდნები: ბზარები ცილინდრის ბლოკის ზედაპირზე, ბზარები გამაგრილებელ პერანგზე, ცილინდრის ბლოკის დახრილი ზედაპირი, სარქვლის გიდების ღიობების ცვეთა, ჭურვების ცვეთა. სარქვლის სავარძლების ჩახრები, სარქვლის სავარძლების შესუსტებული მორგება სარქვლის საჯდომებზე.
ბზარები სიგრძით არაუმეტეს 150 მმ, დაბზარული ცილინდრის თავის ზედაპირზე ბლოკით, შედუღებული. ალუმინის შენადნობისგან მომზადებული თავის ნაპრალებში შედუღებამდე გაბურღეთ 0 4 მმ ღობე და გახეხეთ მთელ სიგრძეზე 3 მმ სიღრმეზე 90° ჭრილში. შემდეგ თავი თბება ელექტრო ღუმელში 200 ° C-მდე და ნაკერის ლითონის ფარით გაწმენდის შემდეგ, ნაპრალი შედუღეთ თანაბარი ნაკერით უკუ პოლარობის, ვიკორისტის და სპეციალური ელექტროდების მუდმივ ნაკადზე.
როდესაც zvaryuvannі გაზის გზა vikorivuyu palnik z წვერი ნომერი 4 და drіt ბრენდის AL4 დიამეტრი 6 მმ, და ნაკადად zastosovuyut AF-4A. შედუღების შემდეგ ნაკერს მოაცილეთ ზედმეტი ნაკადი და გარეცხეთ 10% აზოტის მჟავით, შემდეგ კი ცხელი წყლით. ამის შემდეგ ნაკერი გაწმენდილია საბაზისო ლითონთან ერთად სახეხი ბორბალით.
150 მმ-მდე სიგრძის ბზარები, ამოღებული ცილინდრის თავის გამაგრილებელი პერანგის ზედაპირზე, ივსება ეპოქსიდური პასტით. ნაპრალის წინ ისე ჭრიან, როგორც ზვარიუვანიას, აცეტონით ასუფთავებენ, სვამენ ეპოქსიდური შემადგენლობის ორ ბურთულას, შერეულ ალუმინის თირსოში. 48 წლის განმავლობაში თავს ვისვამთ 18-20 ° C ტემპერატურაზე.
თავის ზედაპირის გამრუდება ცილინდრების ბლოკით გამოიყენება დასაფქვავად ან დაფქვისთვის „როგორც სუფთად“. მას შემდეგ, რაც თავსატეხები შემოწმდება საკონტროლო ფირფიტაზე. 0,15მმ სისქის ზონდი არ არის დამნაშავე ბრტყელ თავსა და ფირფიტას შორის გავლისას.
ნახმარი სარქველების სახელმძღვანელო ბუჩქების ღიობები უნდა შეიცვალოს ახლით. გახსენით ახალი ბუჩქები ნომინალურ ან სარემონტო გაფართოებამდე. იყიდება vipressovka და zapresovuvannya პირდაპირი vikoristovuyut mandrel და ჰიდრავლიკური პრესა.
სარქვლის სავარძლების ჭიპის ცვეთა და ჭურვები გამოიყენება გახეხვისთვის ან დასაფქვავად. დაფქვა კეთდება პნევმატური ბურღის დახმარებით, შტრიხზე დამონტაჟებულია შემწოვი ჭიქა.
დასახვევი სარქველებისთვის წაისვით მოსახვევი პასტა (15 გრ თეთრი ელექტროკორუნდის M20 ან M12 მიკროფხვნილი, 15 გრ ბორის კარბიდი M40 და ძრავის ზეთი M10G2 ან M10V2) ან GOI პასტა. შეიზილეს სარქველი და დამნაშავე დედის სავარძელი ჭიპის მთელ გარშემოწერილობაზე, თუნდაც მქრქალი ყდის და 1,5 მმ.
Yak_st rubbing ისე იცვლება თავად ხელსაწყოს მიერ, რომ ისინი კვლავ ქმნიან ზეწოლას სარქველზე. 0.07 მპა წნევის მიღწევის შემდეგ, მისი დაწევა 1 წთ.
იმ დროს, თუ ჭიპები გაკეთდა, ხახუნი თავის ადგილზე არ მიდიოდა, აბაზანები იჯდა შემდგომი დაფქვათა და გახეხვით. ჩაძირვის შემდეგ, სარქვლის საჯდომის სამუშაო ჭრილები იფქვება აბრაზიული ფსონებით, შემდეგ კი სარქველებს პრიალებენ. ჭურვების ჭიშკარზე ყოფნის შემთხვევაში და სავარძლის დასუსტებული მორგებით თავის ბუდეში, დააჭირეთ ბლოკს დამატებითი საყრდენისთვის და გახსენით სავარძელი შესაკეთებლად. მომზადებულია მაღალი ხარისხის ჭავუნით. სარემონტო სავარძელი დაჭერილია დამატებითი სპეციალური დასამონტაჟებლად ბლოკის წინა გახურებულ თავში, შემდეგ კი კონტრნიჟორები ქმნიან სავარძლის ჭრილს.
სარქვლის დამახასიათებელი უკმარისობაა სარქვლის ღეროს ცვეთა და ცვეთა, სარქვლის ღეროების ცვეთა და დეფორმაცია, სარქვლის ბოლოების ცვეთა. დეფექტური სარქველების შემთხვევაში ხელახლა ფასდება თხრილის სისწორე და თხრილის თავის მუშა შუბლის ღერძი. თუ დარტყმა დასაშვებზე მეტია, შეცვალეთ სარქველი. როდესაც სარქვლის ღერო გაცვეთილია, იგი დაფქვა სარემონტო სამუშაოებისთვის ტექნიკური მახასიათებლების ორიდან ერთ-ერთი გადასატანად სახეხი სამუშაო მაგიდის ცენტრში. სარქვლის ღეროს საკონტაქტო ბოლო გაპრიალებულია "ისევე სუფთად" სიმკვეთრის სკამზე.
ნახმარი ფრჩხილის დასაფქვავად გამოიყენეთ ვიკორისტი ვერსტატი მოდელი P108. ახალზე იფქვავენ გაცვეთილი შტოვხაჩივის ცილინდრულ ზედაპირს და სარემონტო ხელახალი ზედაპირის ტუმ-ს ორი გადატანიდან ერთს, შტოვხაჩივის სფერული ზედაპირის ცვეთას და იოგებს.
დიდ ATP-ებში და საავტომობილო ტრანსპორტის გაერთიანებებში, რომლებსაც შეუძლიათ დილერების სპეციალიზირება ნაწილების განახლებაში, ისინი არემონტებენ kolіnchastih i rozpodіlnyh ლილვებს. გაცვეთილი ბირთვები და ამწეების კისრის დამაკავშირებელი ღეროები, აგრეთვე საყრდენი ლილვების საკისრები, დაფქვა სარემონტო რგოლის ქვეშ წრიულ სახეხი სკამზე. ზარის ფორმის და ვარდის ფორმის ლილვების კისრის გახეხვის შემდეგ გააპრიალეთ აბრაზიული ნაკერით ან GOI პასტით. როზპოდილნის ლილვის კამერების ცვეთა დაფქვა კოპირება-დაფქვა სკამზე.
Გაგრილების სისტემა. გაგრილების სისტემაში გაუმართაობის ყველაზე აშკარა ნიშნებია ძრავის გადახურება ან ზედაპირული გაგრილება, შებოჭილობის დაკარგვა. გადახურება არ გაგრილების შემთხვევაში



