სტატისტიკა
კოჟენის ელემენტი, გადადით დვიგუნის საწყობში შიდა ცეცხლი, Є არ არის სისტემის ბევრი ნაწილი, რადგან ეს არის მთელი მექანიზმის რობოტიკის ხარისხის დადგენა. DVZ დიზაინის ერთ -ერთი ყველაზე მნიშვნელოვანი ელემენტია შახტის ნაწილების რაოდენობა. Vіn vіkonayut navazhіvіshu funktsіy, yak polagaє in spryаnnі reimplementation of the linear-rotary დინამიკა დგუშები ბრუნვის მომენტში. გარდა ამისა, დანიური მექანიზმი რეაგირებს გაზის ვიზის ძალაუფლების ცვლილებებზე, მაგრამ ამას სჭირდება ერთი საათიდან ერთ საათამდე, ხოლო ენერგეტიკული ძალების შესასვლელში, ის რუსეთშია.
საავტომობილო ლილვი არის განუყოფელი სისტემა, ასე რომ თქვენ შეგიძლიათ დაასახელოთ ნაწილი. მაღალი ხარისხის ფოლადისგან არის დეტალი შესრულებული. სპოსიბ ვირობნიცტვა - კუვანანია. ინოდი, ძირითადი მასალის მოცულობით, არის virobnitstva vistupaє chavun; დიზელზე, ასევე ტურბო ძრავაზე DVZ– ებზე გაკეთდა საუკეთესო და ყველაზე მცირე რაოდენობის ფოლადის მანკიერება.
ვიდეო მათ შესახებ, ვინც ცდილობს გააკონტროლოს კოლინვალი:
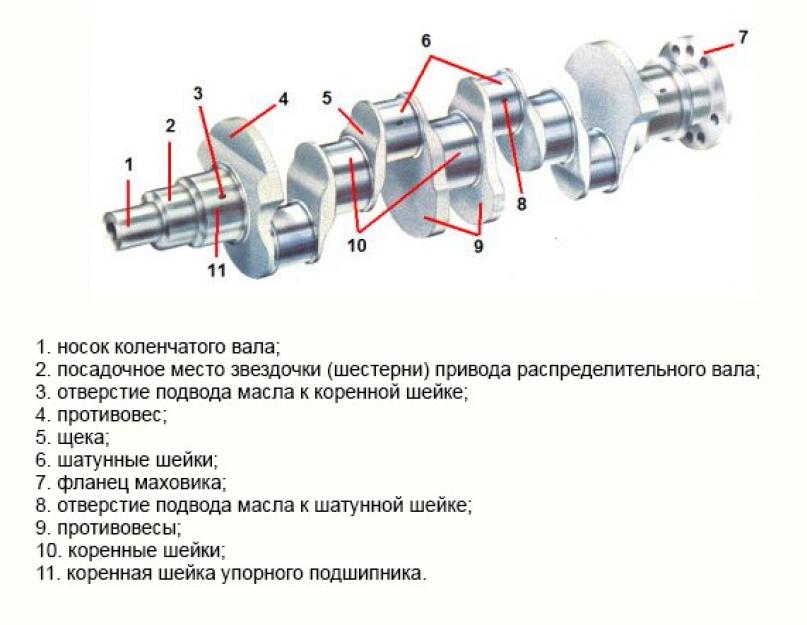
Pristіy kolіnchastogo shaft
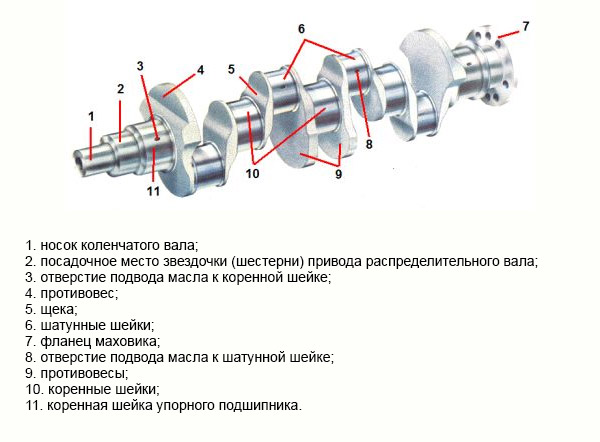
ფოტო გვიჩვენებს დიაგრამა crankshaft
სისტემის საწყობამდე და ძრავის ნაჩვენები დეტალები, არის ძირითადი და დამაკავშირებელი წნელები, რომლებიც მათ შორის ლოყებით არის გაერთიანებული. თუ ბევრი შიოკია, მაშინ ძირძველი ხალხის რაოდენობა, როგორც წესი, ცვლის დამაკავშირებელ ღეროებს ერთი ერთეულით. მე მოვუწოდებ ასეთ სრულ მხარდაჭერას. დამაკავშირებელი წნელები დამზადებულია უფრო მცირე დიამეტრის მქონე ძირეული პროპორციების პროპორციულად. პირდაპირ ხაზზე, პროტილეჟუვანას როზტაშუვანნიუს კროდ შიკისკენ, პროექცია წარმოიქმნება. Cei ელემენტი დგუშებისა და შემაერთებელი წნელებისათვის. Yogo funktsіonuvannya კიდევ უფრო მნიშვნელოვანია, რადგან ის გარანტიას აძლევს სიგლუვეს რობოტი ყველა მოძრაობისა.
შატუნნიშკი როზტაშოვუიცენტი ორ ლოყას შორის. Nх nimenuvannya - kolіno. დამწყებთა რიცხვი გამოდის ყუთიდან, რობოტიზმის გზა და ცილინდრების მოძრაობა, ასევე ძრავის დინამიკა. კოლონიის ხელმძღვანელი არის DVZ– ის პედაგოგი, თანაბარი ინტერესი, რაც მინიმუმამდე მიიყვანს ორიგინალური მომენტების რაოდენობას. გარდა ამისა, shyki დამაკავშირებელი როდის მნიშვნელოვანი ფუნქციაა დამაკავშირებელი როდის მხარდაჭერა.
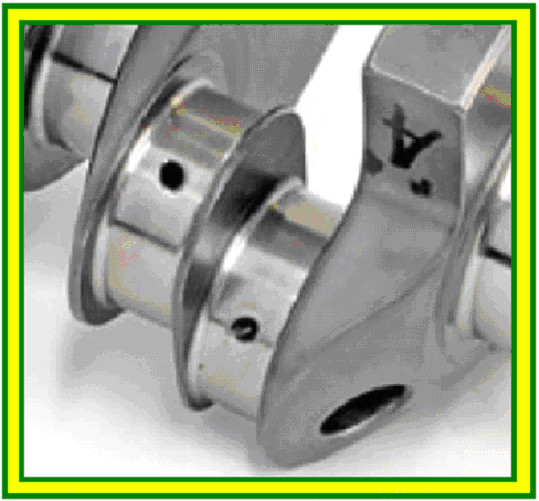
მიმაგრების სისტემებში უდიდესი ნაბიჯები იქნა გადადგმული ma dilyanka– ს ჩასახშობად, იაფი იყო ლილვის ყბაზე გადატანა. იმისათვის, რომ დაღვრის კონცენტრაციამ გაიაროს დაბალ დონეზე, დენი პერეჰიდი დგას ჟოლობნიკით (რადიუსი მომრგვალებულია). ფილეების სისტემა ამწევი ლილვის გაფრქვევისთვის.
საკისრები kovzannya, scho საწყობის ნაწილი shaft, sprinkle გლუვი sleeves of shaft in მხარს უჭერს და დამაკავშირებელი წნელები მაისურები. საკისრები є ჩანართები თხელი კედლებით. Vyroblyayut მაღალი ხარისხის ფოლადის ხაზიდან, რომლის ზედაპირზე არის დაყენებული ანტიფრიქციული სხივი.
თუ თქვენ ვერ ხედავთ ჩანართების შეფუთვას შიკთან ახლოს, თქვენ ადგებით ზევით, ისე რომ შეძლებთ საყრდენში მოთავსებას. და ამწევი ღერძის ღერძული დინამიკის გაერთიანების მიზნით, დაფიქსირდება ამწეის ტარების საყრდენი. Yogo vstanovlyuyut on root shytsi (უკიდურესი ან შიდა შუა).
ამწევი ლილვის დალევის Pristіy სისტემა
DVZ სისტემა მოიცავს როგორც დამაკავშირებელ ღეროებს, ასევე ბირთვებს. მასტილი zdіysnyuєatsya in ვიცე. ზაგალნას ზეთის ძირითადი ხაზი dvigun viroblyaє იოგოს ელემენტების კანის საყრდენისთვის. როდესაც ზეთი მიეწოდება დამაკავშირებელ როდს შიოკებს.
კოლინჩასტნის შახტიდან ამოღება yth shank– დან (საპირისპირო). ლილვის წინა ნაწილის დასასრულს დამონტაჟებულია მისია, რომელზედაც გადაცემათა კოლოფი გადადის ლილვის წამყვანზე, პულელებზე და ბრუნვის თავების ამორტიზატორზე. მომაბეზრებელ სიბნელეში, სუნი არის ორი დისკი, ერთი და იგივე მასალით მაღალი გამჭვირვალობის ხარისხით (გუმა, გაზაფხულის ნაწილი, ჭორფლიანი სილიკონი). შენობის სიტყვები ღრიალებს ლილვის ვიბრაციებზე, აქ ისინი ყველაფერს შუაში ხახუნებენ.

ფოტოზე, დიაგრამა crankshaft სისტემა
ვიდეო crankshaft robotics პრინციპზე:
რაოდენობის ლილვი
ნიშნების ლილვის ნაწილების რაოდენობა მბრუნავი მოძრავი დგუშის გადაბრუნებულ ლილვად გადაქცევისათვის.
ტარების კისრები, რომლებშიც ამწეები ლილვების ცილინდრებშია გახვეული, ეწოდება ძირძველი shyks ... ტარების ჟურნალებს, რომლებიც შეფუთულია ქვედა (დიდი) შემაერთებელი ჯოხის თავების შუაში, ე.წ დამაკავშირებელი ღეროებით .
შახტის ნაწილების იგივე რაოდენობა გადააქცევს დგუშის მბრუნავ-მთარგმნელულ რულონს შეფუთვის წრეში. რიდლი ფესვის ღერძსა და შემაერთებელ ღეროს შუოკს შორის, ე.წ ამწეობის რადიუსი ( რ ) , The ამწე და სხვა ძრავის ერთ -ერთი მთავარი ტექნიკური მაჩვენებელი. დოვჟინი დგუშის დარტყმას ცილინდრში, ისე, რომ ამწეის რადიუსის ძირითადი მნიშვნელობა უნდა იყოს მხოლოდ მოცემული ინდიკატორისთვის. დგუშის დარტყმიდან, დადეთ დვიგუნის ცილინდრი. ამწეობის რადიუსის შეცვლა, ცილინდრის უცვლელი დიამეტრით, შესაძლებელია დვიგუნის ცილინდრების მოცულობის შეცვლა. ამასთან, იცვლება დვიგუნის ტექნიკური მახასიათებლები, რომელთა ცვლილება საჭიროებისამებრ შეიძლება იყოს გამარჯვებული. როდესაც ძრავა შექმნილია, უკეთესი ტექნიკური მახასიათებლების მისაღწევად, კიდევ უფრო უკეთესია სიჩქარის ადაპტირება დგუშის დარტყმასა და ცილინდრის დიამეტრს შორის. დვიგუნს, რომელშიც დგუშის მოძრაობები უფრო დიდია ვიდრე ცილინდრის დიამეტრი, ეწოდება ხანგრძლივი სიარული ... დვიგუნს, რომელიღაც დგუშისთვის მოძრაობს ცილინდრის დიამეტრზე ნაკლები, ეწოდება ხანმოკლე ინსულტი ... მოკლე ინსულტის ძრავები საშუალებას იძლევა გაზარდოს ძრავის სიჩქარე და ძრავის მაქსიმალური ძალა, ხოლო უფრო ხანგრძლივ ძრავებს შეიძლება ჰქონდეთ უფრო მაღალი ბრუნვის დიაპაზონი დაბალი ბრუნვადა სუნი უფრო ეკონომიურია. ერთ -ერთი ყველაზე გავრცელებული პროგრამა, რობოტის დიზაინი ყოველთვის არ არის კომპრომეტირებული ტექნოლოგიაში.
ცვლილებისგან შორს, ძრავის (და მანქანის) ერთი პარამეტრის ცვლილება შეიძლება მორგებული იყოს სხვა პარამეტრების ცვლილებაზე, უფრო მეტიც, ყველაზე ხშირად, არა გვერდზე, ხშირად შეუძლებელია სიჩქარის მიღწევა მორგება
ერთი საათის განმავლობაში, რობოტი დვიგუნი ლილვის ნაწილების რაოდენობაზე კიდევ უფრო დიდ ორიგინალს ათავსებს და ატრიალებს მას, ხოლო შახტი დამნაშავეა კიდევ უფრო ძლიერად. სარემონტო შახტის ხარისხი განისაზღვრება მასალის მიხედვით, ლილვი და სტრუქტურიდან, შახტის მომზადების იგივე სიხშირით, შეიძლება იყოს დიდი ღირებულებაკონკურენტულ ბრძოლაში.
მხოლოდ შემაერთებელი ჯოხის კანის მხარეს არის ფესვი შიკა, ასეთი ლილვი ეწოდება სრულფასოვანი ... ნათელია, რომ ის უფრო ლამაზი იქნება, ვიდრე მოხეტიალე ნავანტაჟენის პროტოტიპები. რაოდენობის შახტი დვიგუნივ 8 უფრო მოკლეა ვიდრე 8-ცილინდრიანი დვიგუნის ლილვი, ამიტომ ღირს ოპირის დაფიქსირება, ღირს. კონცენტრაციის სტრესის vyklyuchennya, zruynuvati shaft, შახტის კანის ზედაპირის გადასვლა shnshu (galtelі), გადადით დეიაკიმის რადიუსში.
მიღებული ზედაპირი
- ზედაპირის რადიალური ჩანართი
- ფილე
- ზედმეტი ჩანართი
მასალები, ლილვის ნაწილების რაოდენობის მოსამზადებლად
ეს არ არის მხოლოდ კონსტრუქციიდან, არამედ მასალებიდან, არამედ ლილვის ნაწილების რაოდენობის მომზადებიდან. წაიკითხეთ მეტი საჭირო მასალა უფრო მეტად აპლიკაციიდან კომპრომისამდე. ყველაზე ხშირად, არსებობს კომპრომისი ფასსა და შესრულებას შორის, მაგრამ ამავე დროს, იმისათვის, რომ თავიდან ავიცილოთ აუცილებელი იმედები, აუცილებელია იმის უზრუნველყოფა, რომ საჭიროა საავტომობილო მოძრაობის საფეხურები, ვაგონები და შახტის გეომეტრიული მახასიათებლები რა რაოდენობის შახტი დვიგუნივი ნაცრისფერი მანქანები, მე აღვნიშნავ დაცვას rosary უსაფრთხოების virobnity, მოემზადეთ მსახიობი chavun. დიდი სპორტული მანქანების გადაადგილება კანიბალიზაციას უწევს ლილვის ნაწილების რაოდენობას, რომელიც დამზადებულია კუვანნიას მეთოდით დაბალი შენადნობის ფოლადისგან. ყალბი კოლინჩატი მე აშკარად შემიძლია გადავაბიჯო ვაგონები, საერთო ჯამში და მიცნოსტი ლილვების წინ, დამზადებული პატარა მეთოდით, ანუ დარჩი ერთი საათი, იცოდე მეტი ფული. ზოგიერთ შემთხვევაში, თუ ფასი არ არის მცირე, ლილვის ნაწილების რაოდენობა შეიძლება გაკეთდეს ზუსტი და მექანიკური დამუშავების მეთოდით, მაღალი ხარისხის ფოლადის მთლიანი ნაჭერიდან. ამავდროულად, ძვირადღირებული მასალის დიდი ნაწილი გვხვდება შესასვლელში, მაგრამ ძვირადღირებული ძრავების გზები არც ისე ძვირია.
იაკ კორნი, ამრიგად, ამწევი შახტის დამაკავშირებელი წნელები, გახვეულია კოვზანიას საკისრებში. Є არსებობს თუნდაც მცირე რაოდენობის ლილვები, რომლებიც გახვეულია მოძრავი საკისრებით, თუმცა ასეთი დიზაინი ფართოდ არ არის გავრცელებული. ლილვის ნაწილების რაოდენობა, მოძრავი საკისრების დამონტაჟების დანიშნულება, დამნაშავეა განბლოკვაში და იმაში, რომ მას შეუძლია მიაღწიოს დასაკეც და არა არსებით დიზაინს. ტარების საკისრებში გახვეული, ამწევი შახი დამნაშავეა ზედაპირზე, რაც კიდევ უფრო მეტად მხარს უჭერს აცვიათ. ეს ზედაპირი, ზედაპირის მსგავსად, რომელიც კონტაქტშია ზეთის ლუქებთან, შესაფერისია ზედაპირის მოდიფიკაციის სხვადასხვა მეთოდისთვის, ყველაზე ხშირად დამხმარე სტრიქონების მიღმა არსებული ყველა საფარისთვის. მაღალი სიხშირე, აზოტვანის და მექანიკური დამუშავება.
Crankshaft დიზაინი
ამწე ამობრუნების დიზაინი ძირეულად უნდა იყოს ასახული მრავალი ძრავის ცილინდრიდან და მათი კონფიგურაცია. გამოვყოთ ფესვებისა და შემაერთებელი ღეროების რიცხვი და ზრდა და, მაგალითად, დვიგუნებშივ 6, ზოგიერთ დგუში, ცილინდრების ორი მწკრივი მიყვანილია შახტის უკანა ნაწილში, სტაგნაციაში ჭრილიდან ცილინდრების ბლოკის დაშლამდე; შემაერთებელი ჯოხის შიოკთა როზტაშვუანია ასევე შეიძლება დაიყოს დვიგუნის ცილინდრების რობოტების თანმიმდევრობით. ამერიკულ დვიგუნებშივ 8 სტაგნაცია ლილვის ნაწილების რაოდენობა, scho nagaduє chrest, იმ საათში იაკი ევროპულ დვიგუნებზევ 8 სპორტულ მანქანას ექნება ბრტყელი შახტი.
Ale დიზაინის ყველა რაოდენობის ლილვები არის ბევრი spilny. მოძრავი ღეროების და შესაერთებელი ღეროების საკისრები დამზადებულია ჩანართებისგან, რომლებიც დამზადებულია ფოლადის ხაზებიდან შიდა ზედაპირიდან, აცვიათ მდგრადი მასალის გამო, დაბალი ნაკაწრების ეფექტურობით. თუ აუცილებელი მასტიკა აშკარაა, ჩასმა გაადვილებს ტალღოვანი საათის განმავლობაში შახტის გადატანა საკისრებში. საკისრების ბრუნვის თავიდან ასაცილებლად საკისრებში, ჩანართებში, შეიძლება იყოს სპეციალური ჩანართები, რომლებიც დამონტაჟდება საკისრების ჩარჩოში, მაგრამ ზოგიერთ სხვა ძრავაზე, ჩანართები იქნება სტაგნაცია, ასე რომ მხოლოდ მოხდება რემონტის დაწყებამდე ერთი საათის განმავლობაში, საჭიროების შემთხვევაში, ბევრი ცვეთის შეცვლა შეიძლება. გარდა ამისა, სპეციალური სარემონტო ჩანართები გაიცემა ძველი ბიზნესის სარემონტო სამუშაოებისთვის, რადგან ისინი იძლევა დიდი ლილვის გადაცემას, რაც მნიშვნელოვნად ამცირებს რემონტის ღირებულებას, ახლის დამატებით ხარჯებს.
ძირითად საკისრებში არის ნავთობის ღარები, რომლის მეშვეობითაც ზეთი ძირითადი საკისრებიდან, ამწევი ლილვის არხებით, მიდის დამაკავშირებელი ღეროს საკისრებამდე. ერთი საათის განმავლობაში, ღარი რობოტიზებული გახდა მხოლოდ ერთ ქვედა ჩანართში. მნიშვნელოვანია წნევის შემცირება ჩანართების ქვედა, უფრო დიდ ჩანართებზე, ნავთობის ღარში არსებული ნამსხვრევები ზრდის ჩანართის ზედაპირის არეალს, ისე რომ ის შეაერთოს ლილვის ზედაპირს. ჩანართების დაყენებისას, ზეთები ზეთის ღარის გარეშე ჯდება მთავარი ტარების გვირგვინში.
სპეციალური napoleglivi pivkiltsya (ჩანართები) დაიცავს ღერძის გადაადგილების ღერძს. ამის გაკეთება ასე ადვილია, ასე რომ რემონტზე ასეა დამოკიდებული.
ლილვის ძირითადი საკისრები დამონტაჟებულია ბუდეში, მზად არის ცილინდრების ბლოკში შუა ნაწილის გარეშე. ლილვის ფესვის ზემოთ დამაგრებულია ტარების ფესვით. Virobnitvі baseovі– ით, გახსენით ყველა ძირეული საკისრები ერთ საათში, ინსტრუმენტის ერთ უღელტეხილზე. ამასთან, დაუშვებელია ძირეული საკისრების ბზარების შეცვლა, მათი გადაწყობა ერთ ნაკრებში და მათი დაყენება მეორე მხარეს. კოლინჩასტნის ლილვის ჩახშობამდე გადატრიალდი, მაგრამ ტირილზე არის როდესაც ასეთი ხელთათმანები გადის, გამოიყენეთ რაიმე სახის თვითგამოხატული, მანკიერი მეთოდი, რომელიც აღწერილია სპეციალურ ლიტერატურაში. მნიშვნელოვანია, რომ არ ვიქორისტოვავოთ მეთოდი kernen_ya- სთვის, რათა გამოიყენოთ ბურთები ბზარების ბირთვში abo shatunnyh საკისრები. უფრო ლამაზად, სპეციალური ფლომასტერები, ფარბა ან ალმასის ფაილები, მაგრამ თუ დაგჭირდებათ, ძრავის ყველა დეტალი დასაკეცად ირეცხება ყუთებში, რის შედეგადაც შესაძლებელია ფლომასტრის დამზადება.
ნუ აიღებთ ნაგადატს, არამედ გამკაცრეთ კრშოკის ჭანჭიკები მკაცრად დაარეგულირეთ ბრუნვის მომენტში ბრუნვის გასაღების დახმარების უკან. ნათქვამია, რომ ყველაფერი ასევე გამოიყენება შემაერთებელი ღეროების ამგვარ ყვირილზე.
ადრე ითქვა, რომ საკისრების მიერ შეტანილი წვლილი უნდა გაკეთდეს მხოლოდ იმ შემთხვევაში, თუ საჭირო თანხა არ არის გათვალისწინებული. ამიტომაა, რომ ყველა პანდუსი გამოდის შიდა ზეთის არხებიდან, რისთვისაც ზეთი იჭრება მთავარი ტარების ლილვიდან დამაკავშირებელი ღეროს მხარზე და, ერთ შემთხვევაში, დამაკავშირებელი ღეროს შიდა არხებით დგუში იკვებება ზედა ნაწილში ძირითადი საკისრების წინ, ზეთი მიეწოდება ნავთობის არხებით ცილინდრების ბლოკს.
ერთი საათის განმავლობაში, რობოტმა დგუნა დგუში, დამხმარე დეტალებით, მბრუნავი-მთარგმნელობითი მოძრაობა ადგილზეა. ნაწილების ენერგიის ძალების დროებით გაზრდისთვის ვერტიკალურ სწორ ხაზზე, ლილვის ნაწილების რაოდენობა მზადდება სპეციალური მიზიდულობით. მართალია, ამავე დროს, არის ჰორიზონტალური ხაზები, მაგრამ ამაზე მეტს არაფერს ვიტყვით. მფრინავი ბორბალი მიმაგრებულია ამწეკერის უკანა ბოლომდე, ან ჰიდრავლიკური ტრანსფორმატორის სამონტაჟო ფირფიტაზე, თუ ავტომატური ყუთებიგადაცემები, რომლებიც ცნობილია დვიგუნის გამკაცრებად. იაკშჩოს მანქანის დასრულება ხელით ყუთითგადაცემათა კოლოფი, ბორბლიანი ბორბლის შედეგად, ამწევი ლილვის უკანა ბოლოში, გადატანილია გადაცემათა კოლოფის შესასვლელი ლილვის წინა საყრდენი. ამწევი წინა და უკანა მხარეს არის ცილინდრული ზედაპირი, რომელიც ზეთის ლუქის ჯირკვლოვან კიდეებს ეხება და ძრავის კრახიდან ზეთის ნაკადს ჩართავს. ორივე ზედაპირი დამნაშავეა გაპრიალებაში და არ არსებობს მიზეზი, რომ აღმოვაჩინოთ რაიმე უზუსტობა, მაგრამ პოდრიაპინი. გარდა ამისა, დანაშაულის სუნი მკაცრად პარალელურია შახტის ცენტრალური ღერძისა. ზედაპირზე რადიალური ნაკბენის არსებობით, ზეთის ლუქები სწრაფად იშლება, რის შედეგადაც ხდება ზეთის გაჟონვა
დიდი ცილინდრიანი ძრავის რობოტის ყოველ საათში, მცირე ცილინდრებში სამუშაო ციკლი ტარდება ცილინდრების რობოტების თანმიმდევრობით. ამავდროულად, ცვლილებებია შახტში, ლილვის ნაწილების რაოდენობის ბრუნვის შედეგად, შახტში წნევის რაოდენობის შედეგად. უვლიან თაროს .
ბრუნვის თავის დასაპირისპირებლად, ბორბლის თავის დამშლელი დამონტაჟებულია ლილვის წინა ბოლოში, რომელიც ორი მასიური ნაწილია, ზამბარის (რეზინის) ელემენტით. ტორსიული ყდის ყველაზე ხშირი ამორტიზატორი ჩასმულია თაროებში დამხმარე ერთეულების დისკზე. ერთი საათის განმავლობაში პულე ემსახურება ამწევი ღერძის პოზიციის სენსორის როტორს.
ერთი საათის შემდეგ, დვიგუნი გამოჩნდა ბრუნვის ბორბლების დამამცირებელ ადგილას, დვიგუნის შიდა კარადაში. ზოგადად, საგაზაფხულო ელემენტის ხედი დგას არა რეზინის ჩანართზე და ცილინდრულ ზამბარებზე, არამედ დამონტაჟებულია ამორტიზატორის შიდა და ბოლო ნაწილს შორის. ბრუნვის თავების ჩაქრობა, დიდი რაოდენობით ენერგია მოჭიქულია, ცხელდება, ამიტომ ცილინდრების ბლოკის შუაგულში დანადგარების ჩაქრობა ხშირად გაცივდება ზეთის ჭავლით.
1 - ამწევი ღერძის პოზიციის სენსორის როტორის კბილები
2 - Zovn_shn_y ტორსიული თავების დამშლელის ბორბალი
3 - ბუჩქი
4 - რეზინის გაზაფხულის ელემენტი
5 - Shk_v ქამრის ამძრავი დამხმარე მექანიზმები
6 - ამორტიზატორის ამოღება ბრუნვის ბარისთვის
ამწეების წინა ბოლოში გამტარი ელემენტი დამონტაჟებულია გაზის ძრავის მექანიზმის (გადაცემათა კოლოფის ან ვარსკვლავების გადაცემათა კოლოფი) და წამყვანი სისტემის ტუმბოზე, ასევე ამწევი ძრავის დამატებითი დისკია დამონტაჟებული crankshaft წინა ბოლოში.
სრული ტარების წამყვანი ლილვი R 4
- Flywheel იარაღი flange
- უკანა ზეთის ბეჭედი მოციმციმე ზედაპირზე
- kornnі shiyki
- შატუნინი შიკი
- ზეთის არხის ფესვის გახსნა შიკი
- შემაერთებელი ჯოხის საყელოს ზეთის არხის გახსნა
- უბიძგებს
- ცოცხალი მეტალი დაბალანსებისას
- ზეთის წინა ბეჭედი ანათებს ზედაპირს
ნაწილობრივი ტარების ლილვი
დვიგუნა რ 4
Tsiy kolіnchastogo shaft vіdsutnya korіnna shyka mіzh სხვა და მესამე დამაკავშირებელი როდ shyki.
მბრუნავი ჩანართები ამწეკერის ძირითად საკისრებში
- ზედა ჩასმა (ღარებით)
- ზეთის ღარები (მწვანე)
- ზედა შევსებული ჩანართები
- რაოდენობის ლილვი
- შიდა ზეთის არხები
- ქვედა ჩანართები (ღარების გარეშე)
- ქვედა ბალიშიანი ჩანართები
ღერძის ჩანართის დაყენება
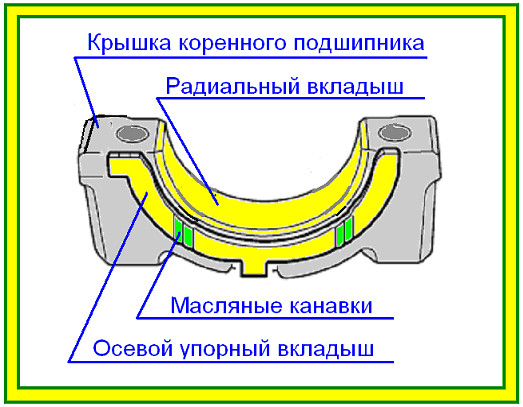
- ტოპ რადიო ჩანართები
- ზედა ღერძი დაფარულ ჩანართებზე
- რაოდენობის ლილვი
- ქვედა რადიოს ჩანართები
- ქვედა ღერძი დაფარულ ჩანართებზე
- კრიშკი კორნიხი პიდშპნიკივი
- ჭანჭიკი კრიშკა, scho pratsyuє საზღვრის მიღმა.
რაოდენობის შახტი დვიგუნი V8
დვიგუნის წყნარ შახტზევ ორი spilna დამაკავშირებელი როდ shyka ორი პროტოტიპი ცილინდრიანი აქვს ფორმის ცილინდრიანი.
რაოდენობის შახტი დვიგუნი V 6

დვიგუნის ამწევი ლილვის ორი პროტოტიპის ცილინდრის დამაკავშირებელი ჯოხივ 6 დაყოფილია ორ ნაწილად, ერთი თითოეული რაოდენობის გრადუსზე ამწეკზე არის ერთი ერთზე.
წინა საყრდენი პირველადი ლილვისთვის მექანიკური ყუთებიგადაცემათა კოლოფი, სამონტაჟო ამწე ამწევი
- მანძილის გამყოფი
- რაოდენობის ლილვი
- ზახისნა კრიშკა
- ჩანთის ტარება
- მფრინავების შესაკრავი ჭანჭიკი
- ბორბალი
Vimіryuvannya ღერძი თამაში crankshaft
დააინსტალირეთ ინდიკატორის სტენდი. თუ ცილინდრების ბლოკი ჭაღარაა, დადეთ სამფეხა მაგნიტურ ბაზაზე, რადგან ცილინდრების ბლოკი ალუმინის შენადნობიდან, დააინსტალირეთ ფრჩხილი, რომელიც ჰგავს ხრახნის ხვრელს ცილინდრების ბლოკამდე.
Vikoristovuchi splin wedge yak მნიშვნელოვანია, დააყენებს shaft მიმართ წინა dvigun სანამ ის შეწყვეტს. დააყენეთ მაჩვენებელი "0". ღერძული უკუცემის შესაცვლელად, გადააადგილეთ ლილვი უკან დამატებითი ტალღის უკან. მაჩვენებელი ნაჩვენებია აქ.
როგორც ხელი, ინდიკატორი შეიძლება განთავსდეს ცილინდრის ბლოკის წინა კედელზე.
Crankshaft დამონტაჟება და მონტაჟი
ლილვის კეთილშობილებამდე გაყინეთ და ჩაწერეთ ლილვის ღერძი, შემდეგ კი ადვილად დააფიქსირეთ ღერძის ჩანართებში არსებული სივრცის რაოდენობა. პირველ რიგში, დაიწყეთ ბეჭდების ნიშანი ძირითადი საკისრების რგოლებზე და ცილინდრების ბლოკებზე, ასე რომ თქვენ დაიწყებთ ძირითადი საკისრების რგოლების დამონტაჟების დაწყებისთანავე. დროს ასეთი mitts (scho ბუმი ზღვარზე), ვრცელდება mitts, ცალსახად დაიწყოს rostaushuvannya krishok.
იყავით უსაფრთხოდ, ნუ გადაუხვევთ კრისკას დაფესვიანების ხრიკებს ბლოკზე ჩასმული ჩანართების მზარდი ჯგუფის წარწერებით, რადგან ისინი შეიძლება იყოს ციფრული მნიშვნელობით. თუ საჭიროა მანქანის სარემონტო სამსახურში დაბრუნება.
იცოდეთ ყველა დეტალი, თუ როგორ უნდა მიიღოთ ცოდნა დიდი ლილვის შესახებ: გადაცემათა კოლოფი დამხმარე ერთეულების ამორტიზატორთან ერთად, კბილებიანი გადაცემათა კოლოფი გაზის მექანიზმზე, წინა და უკანა ღერძის ლილვზე. თუ თქვენ გჭირდებათ ზეთის მიმღების ამოღება ზეთის ტუმბო, Okremiy– მ დააყენა ამწე ამობრუნების პოზიციის სენსორის როტორი და ის ნაწილები, რომლებიც მითითებულია სარემონტო მოწმობაში.
მათთვის, ვინც ეძებს რემონტს (სახელმძღვანელოებს), აუცილებელია გამოიყენოს ფუნქცია და მეთოდი ლილვის ძირითადი საკისრების ჭანჭიკების ჩახშობის მიზნით, მაგრამ უმეტეს შემთხვევაში ეს არასწორი არ არის. მაგრამ, თუ თქვენ შეგიძლიათ იპოვოთ გზა, რომ ნახოთ ჭანჭიკები სასწავლო გეგმაში, ეს არ არის მითითებული და ეს არ ნიშნავს იმას, რომ თქვენ შეგიძლიათ გახსნათ ჭანჭიკები ნებისმიერ შემთხვევაში. უბრალოდ, პოზიიბნიკების წესრიგი სამართლიანად ვვაჟაიუტ, მაგრამ პროფესიონალმა ავტო მექანიკოსმა იცის როგორ იმუშაოს სწორად. მაგრამ ჩვენ ხშირად გვყავს პროფესიონალი მექანიკოსები, რომლებიც ატრიალებენ ჭანჭიკებს, ერთ უღელტეხილზე ერთი კიდიდან მეორე ზღვარზე აფიქსირებენ. ხშირად საკმარისია სიის ბოლომდე მისასვლელად, მე ძალიან მორცხვი ვარ 20 როკისგან და ჩემი ყველა არჩევანი ნორმალურად გაკეთდა. ეს ასე არ არის, შესაძლოა დვიგუნის მომსახურების ვადის სწორი განსაზღვრებით, შესაძლებელი იყოს ყველა მიზეზის დადგენა, შესაძლოა მეტ -ნაკლებად.
როგორც კი კონკრეტული ძრავის შეკეთების სერტიფიკატში მითითებულია ჭანჭიკების შეკეთების გრაფიკი, შეამოწმეთ სერთიფიკატის ინსტრუქცია. მიუხედავად იმისა, რომ სხვა მოთხოვნები არ არის, გადაახვიეთ ჭანჭიკები სპირალის გასწვრივ, შეაკეთეთ კიდეებიდან და ეტაპობრივად გადაიტანეთ ცენტრში. არ გადაახვიოთ ჭანჭიკები ერთ უღელტეხილზე, ჭანჭიკები უნდა შემოხვევდეს რამდენიმე უღელტეხილზე. პირველ გადასასვლელში, სპირალის მკაცრად გადაადგილებით, გახსენით ტყავის ჭანჭიკი არა უმეტეს 1/4 მოსახვევისა. კიდევ ერთი პასით, გამკაცრეთ ჭანჭიკები და მხოლოდ მაშინ, როდესაც მესამე, ან კიდევ უფრო ლამაზად მეოთხე, ისევ და ისევ გადააჭარბებთ ჭანჭიკებს.
სპირალური მეთოდი ასევე შეიძლება შემოწმდეს მცირე ბზარებისა და სხეულის ნაწილების ცოდნით და მონტაჟით. თუ თქვენ იცით ამის შესახებ, შეაკეთეთ ხრახნები, ჭანჭიკები ან თხილი კიდეებიდან, გადაადგილდით ორი მხრიდან ცენტრში, ხოლო ინსტალაციისას შეაკეთეთ ხრახნების გამკაცრება, შეაკეთეთ ცენტრში და ამოძრავეთ კიდეები.
იცოდეთ მშობლიური საკისრების კრიშკი, არ დაუშვათ ინვესტიციების ვარდნა და მკაცრად შეანჯღრიეთ ისინი ბოლო დღეს, რადგან ძუნძული იდგა ძრავზე. იცოდეთ ლილვის ნაწილების რაოდენობა. ადვილია ძველი ადამიანების დახმარებით გადავიტანოთ ცნობილი კოლონის შახტის დაყენება, გამოვიყენოთ ჩანართები ყდისგან ცილინდრების ბლოკში და გამოვაძვრინოთ ისინი ისე, რომ თქვენ შეძლოთ კანის ჩასმა თავად იმ დღეებში, ყველა დრო. Navi როგორც წვლილი შეიცვლება, ერთი და იგივე, შეარყევს ცოდნის წვლილს, რათა ჩამოყალიბდეს მოძრაობაში. ანალიზი გახდება წვლილის დამცავი გარდა დვიგუნის უთანასწორობის საქმეების მნიშვნელობისა.
ვინაიდან ლილვის ნაწილების რაოდენობა მცირეა, ძირითადი საკისრების გარსაცმები, რომელიც მდებარეობს ზეთის ნაგავსაყრელის შუაგულში და ძრავის სტრუქტურა, გადააქციეთ სუვოროს ჭანჭიკები დიაგრამაში, რაც მითითებულია სერთიფიკატი რემონტისთვის. ნებადართულია ჭანჭიკების ხელახლა დაყენება სარემონტო ნაკრებით, მუყაოსგან შაბლონი გაჭერით ხვრელებით, რომლებიც განლაგებულია ბლოკის ფორმის უკან და ჩადეთ ჭანჭიკი საჭირო ხვრელში. ბლოკზე მიმაგრებული ჭანჭიკები ჩანს არა მხოლოდ დიამეტრში, არამედ განვითარების კრუჭაში, გალაქტიკურ ჭანჭიკში, ან თუნდაც ნაწილის განვითარებაში. როდესაც ტყავის ჭანჭიკი იკეცება, აუცილებელია მისი მკაცრად დაყენება ერთსა და იმავე ადგილას, როდესაც ვარსკვლავები იყენებენ აყვანის საათამდე.
პირიქით შეცვალეთ ყველა ელემენტის წისქვილი - ლილვი, ძირითადი საკისრები, რადიალური და ღერძული ჩანართები, ძირითადი საკისრების ჭანჭიკები.
იყავით განსაკუთრებით ფრთხილად ამწე ამწევით, არ დაუშვათ შიოკის საკისრების ზედაპირების გაპრიალება ან წინა კონტაქტური ზედაპირები უკანა ზეთის ბეჭდები.
ჭანჭიკების რაოდენობა
ჭანჭიკის გამკაცრების მახასიათებლები

შახტის გარდაქმნა
ვიზუალურად გადააბრუნეთ ბანაკი მუხლის ზედაპირზე და შემაერთებელი როდ შიოკები რისკებისა და კრუნჩხვების გაჩენისთვის. უკანა ბანაკი ამუხრუჭების ბრტყელ ზედაპირებზე, ასე რომ დაუკავშირდით ღერძულ ბრტყელ ჩანართებს. ერთწლიანი ინდიკატორის დამხმარე საზომის უკან, გაზომეთ სივრცე შახტის ტარების ზედაპირებს შორის, ისე რომ მას შეეძლოს შეხება ღერძულ ბალიშებთან.
გადაატრიალეთ ზედაპირები ისე, რომ ისინი შეეხოთ ამწევი ლილვის წინა და უკანა ზეთის ლუქების ჯირკვლოვან კიდეებს. შეაბრუნეთ მფრინავის ბორბლის დასაჯდომი ზედაპირი, დაკბილული მარყუჟი ან ბორბლები და ამორტიზატორი. მნიშვნელოვანი რემონტის შემთხვევაში, შახტი უნდა შეკეთდეს ან მოიხსნას.
დამატებითი მიკრომეტრის მიღმა, განახორციელეთ ყველა ბირთვისა და შემაერთებელი ღეროს შიოკის აუცილებელი გაყინვა შიოკის მიუღებელი ცვეთის, სიმკვეთრისა და ოვალურობის ღირებულებისათვის. კანზე აუცილებელია განახორციელოს არანაკლებ chotiroh vimiriv. შიკის დიამეტრი იზომება შიკის კანის მხრიდან ორი პერპენდიკულარული შტამის მიხედვით. Pislya zamіrіvіt დიდი ზომისგან, უფრო და უფრო მეტი კონუსი და კანის ოვალური. აცვიათ ღირებულებისთვის, დააზღვიეთ ვიმირიელებისგან ყველაზე პატარა დიამეტრი. შეასწორეთ ცვეთის, შევიწროებისა და ოვალურობის ღირებულებები სარემონტო სერთიფიკატის მონაცემებიდან. თუ მსურს ერთი და იგივე ღირებულების შეცვლა, ნორმა დადგენილია, შახტი უნდა შეიცვალოს ან შეკეთდეს.
ვ -ფორმის პრიზმები. მოათავსეთ მაჩვენებელი ზუსტად ცენტრალური ფესვის ფირფიტის შუაგულში და გაყინეთ ლილვის ბიტის რადიალური. ლილვის მიმართულება არის ერთ -ერთი სტატისტიკური მნიშვნელობა, რომელიც იზომება ინდიკატორებით. როგორც კი ლილვის რადიალური დარტყმა ცვლის ნორმას, იგი მითითებულია სტანდარტში, ლილვი უნდა შეიცვალოს ან ამოღებულ იქნეს.
არა მხოლოდ რემონტი, არამედ გადაკეთების მნიშვნელობა უფრო მშვენიერია სპეციალური საწარმოების გონებაში, რაც შეიძლება იყოს ზუსტი და ზუსტი ინსტრუმენტი, სპეციალური გზა და კვალიფიკაცია რობოტების, პერსონალის დაბადებისთვის.
Vimіryuvannya აცვიათ დამხმარე ზედაპირები
დააინსტალირეთ ლილვის ნაწილების რაოდენობა ცენტრში ან მასზევ -ფორმის პრიზმები. განათავსეთ ინდიკატორის სადგამი ცენტრალური ბაზის ფირფიტის წინააღმდეგ. დააჭირეთ ინდიკატორის ზონდს ზედაპირზე. ლილვის ნაწილების რაოდენობის შემობრუნებით, დამატებითი ინდიკატორის უკან, განათავსეთ იგი შახტის ცენტრში ყველაზე დაბალ პოზიციაზე. დააყენეთ ინდიკატორის მასშტაბი "0". ლილვის ნაწილების რაოდენობის შემობრუნებით, დარწმუნდით, რომ იპოვნეთ ლილვი. იცოდეთ ინდიკატორის ჩვენება. ლილვის ნამდვილი ნახევარი ნაჩვენებია ინდიკატორზე. შეადარეთ ლილვის ბიტის რაოდენობა ტექნიკურ ვიმოგებს.
რემონტი
Bagato creeks-virobniks ძრავები vypuskayut ჩანართები საკისრები ძირითადი და დამაკავშირებელი წნელები crank shaft სარემონტო ზომის. ციმ თავისი წვლილი შეიტანა გაუმჯობესებაში. ამისთვის vіtchiznyanyh მანქანებიმოითხოვეთ ერთი ნომინალური და რემონტის რაოდენობის გაცემა. სარემონტო სამუშაოების წვლილი შეიძლება იყოს შემდეგი: +0.25; +0,50; +0,75 +1,0. ლილვის ლილვის შეკეთებისას, შახტის შიკი შეიცვალა ისე, რომ მისი რემონტის ზომა შეიძლება გაკეთდეს, თუ ჩამოყალიბებულია შახტის ყველა განვითარებადი გეომეტრიული ფორმა. მხეცური პატივისცემა, რომ რემონტის ზომა შეცვლის შიკას დიამეტრს და არა წვლილს. ანუ, ტყავის ჩანართი +0.25 იქნება ნომინალური მუნჯი 0.25 მმ -ით, ხოლო 0.25 / 2 = 0.125 მმ -ით, რაც შეამცირებს ტარების შიდა დიამეტრს 0.25 მმ -ით.
ამავდროულად, სარემონტო ზომების შახტი შეიძლება იყოს -0.25; -0,50; -0,75 ი -1,0. საერთო ჯამში, ლილვის შიკის დიამეტრი იცვლება მითითებული მნიშვნელობით.
ასე რომ, ეს არის ის, რომ სარემონტო ღერძი ადვილია წვლილი შეიტანოს გაუმჯობესებაში. Tsi ჩანართები გამოიყენება ამწევი ლილვის ღერძული თამაშის რეგულირებისათვის.
Deyak_ backwaters-virobniks წვლილი შეიტანა რემონტი რემონტი არ vipuskayut. გარდა ამისა, როდესაც შახტის გეომეტრიული ზომები უნდა დამონტაჟდეს, აუცილებელია შეიცვალოს ლილვის ნაწილების რაოდენობა.
არ აურიოთ სარემონტო გაზომვების ჩანართები შერჩევითი ვიბრაციის ჩანართებით, დარეკეთ ტეგების ფერებში, ასევე მოთხოვნის მოქმედებებში. შერჩევითი ვიბრაციის წვლილი გამოიყენება ტარების საჭირო კლირენსის ზუსტი შერჩევისთვის, ბირთვისა და შემაერთებელი ღეროების დიამეტრის დამუშავების სიზუსტესთან დაკავშირებით.
როგორც კი მანქანა გარემონტდება, შესაძლებელია მანქანის შეკეთება, რომელიც ადრე იწვა მფლობელის მფლობელზე და შესაძლებელია მისი შეკეთება. ამ მიზნით, დიდი შახტის გულისთვის, გაზომეთ შიოკის დიამეტრი და დარწმუნდით, რომ შეაფასეთ შიოკის დიამეტრი, სანამ ლილვი არ გამოიყენება სარემონტოდ.
კლირენსი ფესვსა და დამაკავშირებელ ღეროს საკისრებში
ზეთი, ისევე როგორც როტორის საკისრებში შესვლა და შემაერთებელი ღეროს შიოკი, ასრულებს სამ ფუნქციას, მოიცავს ზედაპირულ ზედაპირებს, რაც პროდუქტებს საშუალებას აძლევს აცვიათ ზედაპირზე, გახეხონ და გააციონ ზედაპირი, როგორ გახეხონ. ამრიგად, ტარების აუცილებელი გაგრილების უზრუნველსაყოფად, როდესაც ძრავა იქმნება, ძრავის დაძაბულობის საფეხურიდან სტაგნაციის დროს, საჭიროა მცირე რაოდენობით ზეთი ძრავის ტარების გასავლელად. მთელი რიცხვი რეგულირდება ტერფის კლირენსით. Deyakі forsovany ძრავები გარე რაოდენობის გასაზრდელად გადის ზეთის საყრდენში, არის სპეციალური ღარი ტარების ტერმინალიდან ზეთის ინექციისთვის.
ნება დართეთ ფესვისა და შემაერთებელი ღეროების გასასვლელის შეკვეთა შეკეთების მოწმობაში. ძრავის რემონტის დროს, ფაჰივცის სპეციალური საწარმოს გონებაში, აუცილებელია ლილვის გადაადგილების ბრუნვა, რათა უზრუნველყოს ტალღის აუცილებელი კლირენსი.
დამხმარე მიკრომეტრის საყრდენში გასასუფთავებლად გახსენით ხვრელი დამხმარე შიდა ლიანდაგის უკან და შეცვალეთ შიკის დიამეტრი დამხმარე მიკრომეტრის უკან
კრიშკაში ჩასმის დაყენება
ძირითადი ტარების
Vimіryuvannya შიდა დიამეტრის root bearings
პირდაპირ შიდა დიამეტრში ძირითადი ტარების აცვიათ, ოვალური და taper
Vimіryuvannya დიამეტრი root shyki უკან დამატებითი micrometer ღირებულება აცვიათ, ოვალური და taper shyki.
უფსკრული რომ დაარეგულიროთ, ყველა დეტალის სიწმინდეში გადახვედით, ჩასვით ჩანართები საკისრებში ცილინდრების ბლოკებში და ორიგინალური საკისრების გალიებში. ჩადეთ დანართები სპეციალურ ბარათში და ტარებაში. დეიაკიას დისკების წვლილი არ მალავს მომაბეზრებელ ტიპებს, ასეთ დვიგუნებში ჩანართები იშლება, როგორც გადახვევა ტარების გასამაგრებლად. ზოგადად, იცოდეთ ტექნიკური სტანდარტების ცვლილების შესახებ ახალი ზედაპირის წვლილის გამოჩენისას.
გამკაცრდეს ძირითადი საკისრების ჭანჭიკები ბრუნვის გამკაცრებით, რაც მითითებულია სარემონტო მოწმობაში. დამატებითი შიდა გაზომვისთვის, გაზომეთ ყველა ძირითადი საკისრის შიდა დიამეტრი და ჩაწერეთ შედეგები და მნიშვნელობები. გადაიტანეთ ვიმარუვათი იოგო უშუალო თვალსაზრისით ყველაზე პატარაზე, მაგრამ ასევე დაეხმარეთ საკისრებში ჩანართების დაყენების სისწორეში.
დამატებითი მიკრომეტრისთვის გაზომეთ ლილვის საბოლოო დიამეტრი და ჩაწერეთ შედეგები. კანის ტარების კლირენსის დასადგენად, გახსენით ლილვის დიამეტრი დიამეტრიდან ხვრელამდე.
ეს არ არის შემორჩენილი იმის გამო, თუ როგორ არის ჩასმული ჩანართები, რათა უზრუნველყოს საჭირო უფსკრული, მინიატურების რაოდენობიდან შესატანი კონტრიბუციის დამატებითი შერჩევისათვის საჭირო პლასტმასის
ვიმირუვალის ისრის დაყენება "პლასტიჟი "
გაბრტყელებული ისრის სიგანე და კლირენსის მნიშვნელობა ტარებისას
კლირენსი ფესვში და დამაკავშირებელი ღეროს საკისრები დამატებითი პლასტიკური ისრისთვისპლასტიგაჟი »თქვენ შეგიძლიათ გამოიყენოთ არა მხოლოდ ყველაზე ზუსტი, არამედ ყველაზე ხელმისაწვდომი გზა. ამ მიზნით, არ არის აუცილებელი ძვირადღირებული ვირტუალური ინსტრუმენტის გამოყენება. Bagato creeks-virobniki გვირჩევს, რომ საკისრებში კლირენსის ნარჩენი კონტროლი განხორციელდეს ერთადერთი გზით. ბაღათოხის მიწებზე არის ხარვეზები დახმარებისთვის "პლასტიგაჟი »იგი ჩატარდება 30 წლის განმავლობაში.
ვიმირვალნა პლასტიკური ფანჯარა "პლასტიგაჟი »მე შემიძლია ზუსტად დაკალიბრება დიამეტრის მიხედვით და შესაძლებელია მისი სტაბილიზაცია ფიზიკური ძალაყველა ისრისთვის ტემპერატურის ფართო დიაპაზონში. ზროზუმილო, її ზასოსვანანია ა უარყოფითი ტემპერატურაარ არის რეკომენდებული, გაშრება დაბალ ტემპერატურაზეპლასტიგაჟი »მათი ფიზიკური ძალისა და ასაკის შეცვლა ტირილით. არ გაატაროთ ძალიან ბევრი დრო, თუნდაც მაღალ ტემპერატურაზე.
განვითარების ტენდენცია ასევე შეიძლება იყოს წვრილმანი შეძენის შედეგი.
უვაგა! ყურის წინ, შეამოწმეთ უფსკრული პატივისცემით გაეცანით ინსტრუქციას დარტის შესანახად " პლასტიგაჟი ". Vimiryuvalnaya drit შეიძლება შეიქმნას vimiryuvannya შორის სპექტრი ხარვეზები.
გადამუშავებამდე გაწმინდეთ და გაასუფთავეთ ყველა დეტალი - ლილვის ნაწილების რაოდენობა, საკისრების ჩასადები და ჩასასმელების ჩასმა, როგორც ცილინდრების ბლოკებში, ისე საკისრების კუთხეების ტირილში, როდესაც თუ დამაკავშირებელი ღეროების საკისრებში რაიმე ხარვეზია, აშკარად გაასუფთავეთ შემაერთებელი ღეროების ჩასასვლელი წერტილი და დამაკავშირებელი ღეროების ბზარები. Perekonet, მაგრამ არ ჩადოთ სხვა მასალები. მესამე მხარის მასალების ხელმისაწვდომობა არ არის მხოლოდ შედეგების შესატყვისი და ანაბრის ცვეთის მაჩვენებლის გასაზრდელად.
თუ არ დაამსხვრიეთ რაიმე სახის მოწამეობა, ფრთხილად დადექით იმავე ჩანართებით, რადგან თქვენ გამარჯვებული იქნებით. შამტი დარტამდე მიიყვანე "პლასტიგაჟი »Zavdovzhki trochas უფრო მცირეა ვიდრე shyok სიგანე. მე შმატი დავაყენე ისრზე, რომელიც მკაცრად გადალახავს ლილვის ღერძს.
უვაგა! ლილვზე vim_ryuvalnoy ისრის დაყენებისას დაუშვებელია ლილვის ირგვლივ რაც შეიძლება ნაკლები ქარი. პატარა ზსუვის შახტის ქარიშხალი ვიმირიევანის წერტილამდე.
დააინსტალირეთ საკისრები და ბრუნვის გასაღები და, საჭიროების შემთხვევაში, გამკაცრეთ ტარების (შემაერთებელი ჯოხის) საკისრების ჭანჭიკები ჭანჭიკის შემობრუნებით. გამკაცრდეს ძირითადი საკისრების ჭანჭიკები მკაცრად განსაზღვრული გრაფიკის მიღმა გავლის რაოდენობის მიხედვით, რაც დამოკიდებულია ამწევი ლილვის დაყენების მეთოდზე.
ფაქტობრივად, დიდი შახტის ცოდნის მეთოდოლოგია არის იცოდეს მშობლიური საკისრების ყველა ჩახშობა. დამატებითი სპეციალური შაბლონისთვის, ჩართეთ ნაკრებში "პლასტიგაჟი »მიუთითეთ გაბრტყელებული ისრის სიგანე და კლირენსი ტარებისას.
რადგან ხარვეზი არ ექვემდებარება ტექნიკური სტანდარტების დამკვიდრებას, გაითვალისწინეთ კომპანიის მიერ შეტანილი წვლილი. თუ თქვენ არ გჭირდებათ შემოთავაზებული ტექნიკური სტანდარტების დადგენა წვლილის დამატებითი შერჩევისთვის, არ შეაკეთოთ ან შეცვალოთ ლილვის ნაწილების რაოდენობა.
გაბრტყელებული ისრის სიგანე დამნაშავეა, მაგრამ ერთი შმატის მთელ სიგრძეზე იგივეა. ასევე, გაბრტყელებული ისრის სიგანე ნაკლებად მნიშვნელოვანია ზრდის მიხედვით, ტარების є წვერში. დარწმუნდით, რომ შეადარეთ ამწე ამობურცულის საყელოს და საყრდენის საყრდენი.
დამატებითი ვიზუალური ისრისთვის შესაძლებელია ამწევი შახტის ოვალურობის შეცვლა (არ გახსნათ საყრდენი). საკისრის კლირენსის რეგულირების მთელი მიზნით, ჩვენ გამოვიყენებთ მეთოდს ამწევი ლილვის 90 º - 100 by ბრუნვისთვის და კვლავ, კლირენსის რეგულირებისთვის. ორი განზომილების განსხვავების მიხედვით, შესაძლებელია კოლინარული შახტის კისრის ოვალური ხილვა.
როდესაც თქვენ დაინახეთ ყველა მათგანი, თქვენ სწრაფად დაინახეთ ისრის ჭარბი რაოდენობა. როდესაც მონიშნავთ ლილვის ზედაპირის დამონტაჟებას, არ დაბლოკოთ ლითონის საგნები ხილული ისრისთვის. ზალიშკის ისრის დანახვა ადვილია დილერის დახმარების მიღმა.
ამწეკერის დამონტაჟება
უხეში სისუფთავე!
ხშირად, დვიგუნის ცოდნით, ავტო მექანიკა ბახ იოგო ავსებს არასასიამოვნო მხარეს. მაიჟე, ყველა მოხუცზე, კარაქის პატიოკას არსებობა უხეში ნაწილაკებით ეჭირა ახალ ბურთს. Ale tse zovsim არ ნიშნავს იმას, რომ ძრავის რემონტის დროს შესაძლებელია ვიმოგას სისუფთავამდე შემცირება. ძრავის შეკეთებისას, მაგალითად, მანქანის სხვა ერთეულების შეკეთებისას, მაგალითად, ავტომატური გადაცემათა კოლოფი ან საჭის მექანიზმი ჰიდრავლიკური სიმძლავრით, სისუფთავეა საჭირო, ხარისხის კონტროლი სამედიცინო დანადგარებში.
ამწე ამობრუნებამდე, კვლავ გაწმინდეთ ყველა ის ნაწილი, რომელიც დამონტაჟებულია, განსაკუთრებით ჩასასმელი ლაინერი. ჩანართების ზედაპირებზე სუფთა ზეთის არსებობა დაუშვებელია, ტიმ ასევე არ არის ნებადართული იყოს მესამე მხარის მასალის ზედაპირზე.
ჩამოიბანეთ ამწე, სპეციალური იორკერის დახმარებით, გაწმინდეთ ამწევი ლილვის ზეთის არხები და გაუშვით ისინი მცირე ძალისხმევით.
ძრავის სარემონტო მაღაზიაში შეიტყვეთ ყველა წვლილის შეკეთების შესახებ. დიდი რაოდენობით ტიპებში, ყველა ზედა ჩანართს (დამონტაჟებულია ცილინდრების ბლოკში) შეიძლება ჰქონდეს ერთი და იგივე დიზაინი, მაგრამ მათი გადატანა შესაძლებელია, ახალგაზრდა შიოკის ზოგიერთ ძრავში მათ შეიძლება ჰქონდეთ განსხვავებული დიზაინი. ზედა ჩანართები ხშირად ჩანს ქვედადან (რომლებიც ჩასმულია პირველადი საკისრების ბირთვში) აშკარა ცხიმიანი ღარით შუაში ჩასმისას. რატომღაც, არანაირი წვლილი არ არის შეტანილი წვლილის შესახებ, დააინსტალირეთ ისინი მხოლოდ ერთსა და იმავე ადგილას, რა სუნიც გაიარეს კეთილშობილებამდე. დააინსტალირეთ ახალი ჩანართები მხოლოდ იმავე ადგილას, სადაც სუნი იყო გადატვირთული, როდესაც საკისრებში ხარვეზები შეიცვალა.
ნუ ბრწყინავთ ჩანართებზე, მაგრამ იმ ადგილას, სადაც ზეთია დაყენებული, ხელები არ გაიფართოვოთ ჩანართების სამუშაო ზედაპირებზე, დააინსტალირეთ ზედა ჩანართები, წამოდგომის შემდეგ, გააჩერეთ ჩანართები სპეციალურ ღარებში. სანამ ჩანართები არ გამოტოვებენ როტაციის განსაკუთრებულ აქცენტს, ჩასვით ჩანართები ისე, რომ ჩანართების დანაშაული იყოს ცილინდრის ბლოკის ფიქსირებული ზედაპირის იმავე სიმაღლეზე.
ნუ ანათებთ ჩანართებს, მაგრამ იმ ადგილას, სადაც ზეთია დამონტაჟებული, დააინსტალირეთ ზედა საკისრები ღერძის საკისრებზე. დააინსტალირეთ ბრტყელი ბუჩქები ისე, რომ ზეთის ღარები გამოჩნდეს ბრტყელ ბუჩქებზე, ბუდეები გასწორებულია ამწევი ლილვის ბრტყელი ზედაპირების მხარეს.
ჩი არ დაიჭიროთ ხელებით ჩანართების სამუშაო ზედაპირზე, ზეთის აბაზანის დახმარებით, წაისვით სუფთა ზეთის ბურთი ყველა ჩანართზე, რადგან ის ჩაასხით დვიგუნში. Deyaki virobniki გირჩევთ გამოიყენოთ ჩანართებზე სპეციალური რემონტისთვის რემონტის დროს.
წაისვით ზეთი ამწევი ძვლის ფესვების ზედაპირებზე. თუ ზედა ჩანართები არ არის დამონტაჟებული, ფრთხილად ჩადეთ ლილვის ნაწილები ცილინდრების ბლოკში. ლილვის დაყენებისას თქვენ აიღებთ ყველა არასამთავრობო ლილვს, ისე რომ ჩართოთ ფესვისა და შემაერთებელი შახტების ზედაპირი, ასევე შახტის გაპრიალებული ზედაპირი და შეხება იქონიოთ ქვედა კიდესთან წინა და უკანა ლილვი.
ნუ ბრწყინავთ ჩანართებზე, არამედ ზეთის დაყენების ადგილზე, ნუ დაკიდებთ ხელებს ჩანართების სამუშაო ზედაპირზე, ჩასვით ქვედა ჩანართები საკისრების საკისრებზე, ადექით და დააყენეთ ჩანართები შიგნით ჩანართების სპეციალური ღარები. დააყენეთ ქვედა ბოლოში. წაისვით სუფთა ძრავის ზეთი ჩანართებზე ზეთის ქილა გამოყენებისას.
მშობლიური მატარებლების კრიტიკოსებს უფლება აქვთ დადგნენ მხოლოდ ერთსა და იმავე დროს, როდესაც სუნი ჩნდება, აიყვანს. დააინსტალირეთ კრიშკი სამონტაჟო მარკერებით, რომლებიც აშკარად ჩანს კრიშკაზე და ცილინდრების ბლოკზე. კრიშკის დაყენება შესაძლებელია მხოლოდ ერთ სწორ ხაზზე. მას შემდეგ, რაც ციფრული ტეგები გამოიყენება ბარათებზე, ის მიუთითებს ჯგუფს, რომ გახსნას საყრდენი, არ აურიოთ ტეგები სამონტაჟო ტეგებთან.
Kryshki korіnnikh pіdshipnikіv ზოგიერთ vypadki vstanovlyuyutsya უკან დამატებითი დაძაბულობის bushings ან ქინძისთავები, და უფრო ხშირად მიმართოს ელემენტს ემსახურება როგორც bolt დამაგრების kryshka. ძირითადი საკისრების უკანა საკისრების ბლოკი უნდა იყოს დამონტაჟებული დამატებითი დაძაბულობის ბუჩქების უკან.
გამანადგურებლის დაყენებამდე აუცილებელია ჩახშობის ჭანჭიკის დამონტაჟების ხელახალი კონფიგურაცია. მკაცრად დაიცავით მანქანის რემონტის სერტიფიკატის მითითებები. Deyakі virobniki გამოიწვევს ჭანჭიკების ხელახალი დაყენების დაუშვებლობას, deyakі virobniki იძლევა ჭანჭიკების დაყენებას რამდენჯერმე, მაშინაც კი, თუ აუცილებელია ხრახნიანი ხრახნის ხელახლა მორგება ან ზარის ნაწილის დიამეტრი. Zagalom, rіzbove z'єdnannya krishok krynnichnykh pіdshipnikіv და კიდევ უფრო კრიტიკული mіsm. ჭანჭიკების შეცვლისას დასაშვებია მხოლოდ სპეციალური ჭანჭიკების დაყენება, რომლებსაც ქარხანა ათავისუფლებს და ჩვენ მას მკაცრად შეავსებთ სათადარიგო ნაწილების კატალოგის მიხედვით.
Kryshk kornykh pidshipnikiv– ის დაყენება
ჭანჭიკების დაყენებამდე წაისვით ზეთი ჭანჭიკის ხრახნიან ნაწილზე და ჭანჭიკის თავის ზედაპირზე ჭანჭიკის თავის ზედაპირზე, ისე, რემონტის ინსტრუქციამდე. ნანახი აქვს ზეთი. წესის შეუსრულებლობა, რომელიც არ დაუშვებს საჭირო ძალის ზეწოლას დაუშვებელია, გამოიყენება ბრუნვის ღილაკის ჩაკეტვისას.
ხელახლა დააინსტალირეთ კრიშკა, დაჭერით კრიშკა თქვენი ხელებით, აანთეთ კრიშკის ჭანჭიკები, რომლებიც დამაგრებულია მხოლოდ ხელებზე. დააინსტალირეთ ყველა კრიშკი. გამკაცრდეს ძირითადი საკისრების ჭანჭიკები, რიგი გავლისთვის, suvor_informity გრაფიკამდე, რემონტის სერტიფიკატში მითითებული. როდესაც არის სწორი ხაზი, გამოიყენეთ ამწე ამობრუნების სტანდარტული პარამეტრი. ჭანჭიკების გამკაცრებისას, მჭიდროდ გამკაცრეთ ბრუნვის ღილაკი. ჭანჭიკების დაყენებისას, რომლებიც მუშაობენ სასაზღვრო ხაზის მიღმა, შეარჩიეთ სპეციალური პროტრაქტორი, ისევე როგორც თქვენ გინდათ ბორბლის გადაბრუნება, ან იმავე მიზნით სპეციალური თაგვების არჩევა, რომლებიც ჭანჭიკის თავზე ფლომასტერით არის გამოყენებული.
სამონტაჟო crankshaft obov'yazkovo ჩართოთ მარტივად შეფუთვა shaft in საკისრები. გარკვეული შერიგების მიზნით, აუცილებელია დარწმუნდეთ, რომ შეფუთვის სიმსუბუქე სწორია.
ლილვის შეფერხების შემთხვევაში რობოტს მოუწევს მისი გამეორება ლილვის დამონტაჟების მიხედვით, თუკი აუცილებელია ზუსტად განსაზღვროს შახტის შეფერხების მიზეზი.
ცილინდრების ბლოკში მთავარი ტარების ზედა ჩასმა.
ბროუდმა, მეცნიერმა ბევრი დრო გაატარა შეტანილი წვლილის შეტანისთვის რემონტისთვის, რაც შეადგენდა სწრაფ დამანგრეველ წვლილს.
ამწევი ლილვის ზეთის არხების გაწმენდა
ე.ნ. ჟარცოვი
გეგმა
შესავალი ................................................. ........................................ 3
1. D100 დიზელის ძრავის ამწეობის ლილვებისა და საკისრების მნიშვნელობა, დიზაინი და ტექნიკური მახასიათებლები ............ .. ......... .. ...... .... ................. ... 6
2. მეთვალყურეობა და ტექნიკური მომსახურება და რამოდენიმე ლილვის რემონტი ................................... ...................... .რვა
3. D100 დიზელის ძრავის ამწეების და საკისრების შეკეთების მეთოდები და ტექნოლოგია ................................. .... ...................................... ... თოთხმეტი
4. გამოცხობის ტექნიკა ............................................. .................. 29
5. გამარჯვების ლიტერატურის სია ............................................ ... .. ოცდაათი
შესვლა
დვიგუნის ტიპი D100-ვერტიკალური ორწახნაგა, ათცილინდრიანი ეფექტურად დამსხვრეული დგუშებით, ორი ამწე ლილვით, პირდაპირი ნაკადის ხაზის აფეთქებით. ორეტაპიანი წნევის სისტემა, ცეცხლის გამანადგურებელი დანახვა. დივიგუნი პრაციუიუტი რიდკი პალივზე. დივიგუნი 11GD100M, 17GD100A. 17GD1006 და 15GD100e მუშაობს გაზის მსგავსი გასროლაზე.
დიზელის ძრავის ნაწილობრივი ლილვი ძალიან ეფექტურია დასაკეცი და მნიშვნელოვანი გონებისათვის. Vіdchuv vіdchuv zusilllya გაზის დაჭერა, რომელიც გადადის დამაკავშირებელი ღერო-დგუშის მექანიზმით, ინერციის ძალების პროგრესულად და ვერტიკალურად დამსხვრეული მასების შედეგად, ასევე იმ მომენტისთვის, როდესაც ბევრი ბრუნვის თავია.
ნაწილების რაოდენობის შეცვლისას შევხედავ მომზადების დასაკეცობას დიდი სამუშაოსთვის, სანამ მომზადების მასალა და ხარისხი ბევრს გახდება. დიზელის ძრავების რაოდენობა დამზადებულია ფოლადისგან კუვანამდე ან შტამპით ან მაღალი ხარისხის ჩავუნიდან ჩანგლით. ფოლადი უფრო ეფექტური გახდა ექსპლუატაციაში, მაგრამ შრომატევადი წარმოებაში. ამასთან, დიზელის ლოკომოტივები აღჭურვილი იყო გაფართოებული ჩამოსხმით უაღრესად მოდიფიცირებული ჭავუნიდან (დიზელის ტიპები D100, D49). რახუნოკის შესასვლელად, აქში შესასვლელი მზადდება ვიტრაქციისთვის სამჯერ ნაკლები ვიდრე ლითონისთვის, უფრო დაბალი ფოლადის რულონების წარმოებისთვის. (როდესაც PD1M დიზელის ძრავის ფოლადის ლილვი მზადდება 13 ტონა მასის სამუშაო ნაწილისთვის, გამომავალი ლითონის 86% -ს უახლოვდება.)
ნაგავსაყრელის რაოდენობის მომზადება საშუალებას იძლევა, რომ შესაფერისი ვიტრატები შემცირდეს ამწევი ლილვების საუკეთესო ფორმამდე და რახუნოკისთვის ლითონის უფრო რაციონალური ზრდა რახუნოკისათვის ძალიან ახალგაზრდა ფესვებისა და ამწეების განსაზღვრისას. ღერძზე წინსვლის მიზნით, ლილვის ფილეები სპეციალურად გამკვრივებულია როლიკებით კრუნჩხვით. ტიპის D49 დიზელის ძრავის ამწეების ჟურნალები ნიტრირებულია, რათა გაიზარდოს აცვიათ წინააღმდეგობა.
დიზელის ძრავების რაოდენობა 10D100 (ქვედა და ზედა) იგივე დიზაინისა და ზომებისთვის. სუნი აქვს კინცევის ნაწილებს. ისინი შეიძლება ამოძრავდეს თორმეტი ფესვისა და ათი შემაერთებელი ღეროს მიერ, რომელთა ამწეები კანს სათითაოდ ცვლის 36 ° –ზე, რობოტული ცილინდრების რიგის მიხედვით, რაც ხელს შეუშლის ლილვების რაოდენობის თანაბარ რობოტებს. ლილვების დამაკავშირებელი ღეროების ზედა გადახრა ორი დახრილი არხით ზედაპირზე დამაკავშირებელი ჯოხის ლილვების ზედაპირზე, რომლის უკანაც ზეთი მიდის დამაკავშირებელ ღეროს ორ საპირისპირო წერტილში, ხელს შეუშლის ერთსა და იმავე დგუშის შეზეთვის საიმედოობას მაგარი, მეთერთმეტე დამაკავშირებელი როდის საყელო გამოიყენება ბიძგის ტარების დასაყენებლად. საყრდენზე აქცენტი კეთდება ფლანგზე, ორივე ლილვზე, რომელიც დაუყოვნებლივ ემსახურება ვერტიკალური ტრანსმისიის საყრდენი მექანიზმის დამაგრებას. ზედა ლილვის ფლანგზე, მავთულის ფლანგი splines დამონტაჟებულია ჭანჭიკებზე, რათა ამოძრაოს სხვა ეტაპის საჰაერო გამშლელის შემამცირებელი ტორსიული ლილვი.
დანართის ქვედა ლილვის უკანა ფლანგზე, დიზელის გენერატორის გადაბმულობის მავთულის დისკი. სწორი ბეჭდის საყელოები გალიაშია გენერატორის არმატურის შახტზე. ქვედა ამწევი წინა ნაწილში არის ანტი ვიბრატორი. გადაცემათა კოლოფი, რომელიც დგას გასაღებზე ზედა ლილვზე, ემსახურება საცეცხლე ტუმბოების ლილვების მართვას.
Visverdlen_ არხის დამაკავშირებელ ღეროებში ლილვის მასის შესაცვლელად.
კორნის წარმატებები. ფესვის შიოკიდან ნავთობის მიწოდების მიზნით, არხები მოიპარეს მათში დამონტაჟებული 9 მილით. ლილვის უკანა ბოლოში არის გენერატორი არმატურაზე მიმაგრების ფლანგი. ორი ღიობი ფლანგზე ნეკნით, რომელიც ემსახურება ამწეკერის და გენერატორის არმატურის შეერთებას ბუდე ჭანჭიკებთან. ფლანგი დამონტაჟებულია ძალის შერჩევაში და ფესვის მექანიზმი დამონტაჟებულია ვარდით 8 ხერხემლის კბილებით, როზეტის შეფუთვის გადატანა ლილვზე, საცეცხლე და წყლის ტუმბოს ლილვები.
ლილვის წინა ბოლოში ჩამკეტი დისკის ჭანჭიკებით 1 ,
მე მაქვს ორი ბრმა ხვრელი გარე ცილინდრული ზედაპირზე, საჭის ლილვის ხელით გადაბრუნებისას ჩავსვამ შეკრების ჯართს. დისკის კონდახის სახელწოდება 1 maє dva vishtampuvani vushka 2 კამერების შეცვლით, სერვისის გადამზიდავი ზეთის ტუმბოს ღერძზე და გამაგრილებელი დანართის ვენტილატორის გადაცემათა კოლოფი.
D100 დიზელის ამწეების და საკისრების შესაბამისი დიზაინი და ტექნიკური მახასიათებლები
ლილვის ნაწილების რაოდენობა შემოხვეულია ამწე მექანიზმზე, ის ინახება ხერხემლის ფესვის შიოკის ათწილადიდან და ის ტრიალებს საკისრებზე, ხოლო ამწევი მექანიზმის 1 ან თუნდაც დეცილი დაკეცილია 2 ჩანართზე და 1 შიდნუ
ლილვის ნაწილების რაოდენობა ცილინდრების ბლოკთან ერთად არის დიზელის ძრავის უმნიშვნელოვანესი ძირითადი ნაწილი, მსოფლიოს მნიშვნელობით, მომსახურების ვადა. Dis რიცხვის ძირითადი შეზღუდული შესაძლებლობები: ზედმეტად სტანდარტული შიოკი; სახიფათო და ბოროტი, რამაც შეიძლება ბევრი ზიანი მიაყენოს შახტის მომზადებისას ან შეკეთებისას, არასწორი მონტაჟი საკისრებში; ვიკრიშუვანია, კოროზია და ცვეთა ბავშვის დეპოზიტების ყურეში; ჩანართების ტარება და ბოლომდე მორგების დაკარგვა; trіschini krishok pіdshipnikіv კოდები.
აქვს დიზელის ტიპი D100 TO-3– ის მოვლის დროს, ისინი ხსნიან ზედა ჩახშობას ბლოკსა და კარადაში, გადაკვეთენ ბაბიტის ნაწილაკების ძირში საკისრებთან და სამს, ახვევენ ჩაქუჩის კაკალს კრახზე თხილი პროგნოზებში დამნაშავეა მარტო ჯდომაში, ხოლო ნაპრალები დამნაშავეა ამაღლებაში ჰორიზონტალურ ზონაში. ვიზუალურად, საყრდენებში ჩასასმელების სიჩქარე არის ჩანართების პოზიცია, რომლებიც დამნაშავეა ტარების ფართობის აღებაში. გარდა ამისა, დაჯდომის უნარი კონტროლდება საფეხმავლო ბილიკით, ჩაქუჩის ზედაპირზე დაკაკუნებით, რომელიც ერთი თითით გამოიყენება ჩასადებისა და ტარების კორპუსზე.
შეხედეთ ნავთობის მილსადენებს სათავსში და მილებში, რათა მიაწოდოთ ზეთი ანძას საკისრებზე. ერთი TO-3 საშუალებით დაამატეთ ქვედა კოლინგის შახტის ძირეული ძირები ძირში 1-დან მე -7-მდე, რაც არ არის დამნაშავე 0,005 მმ-ის გადაადგილებაში.
Crankshaft დიზაინი
| დანიშნულება | ნაიმენევანია | პოზიციის ნომერი | დანიშნული შენახვის ერთეულები | ნომერი zbir. ერთი | მასა, კგ |
| 10D100.05.052 შაბ | ნაწილების რაოდენობის ზედა ნაწილი (სურათი 10) | ||||
| 10D100.05.002-2 | ნაწილების რაოდენობის ზედა ნაწილი ** | 5 | 10D100.05.102Sb-2 | 1 | 1025 |
| 10D100.05.031 | ფლანგი | 9 | 10D100.05.052 შაბ | 1 | 13,4 |
| 10D100.05.032 | ბოლტი | 6 | 10D100.05.052 შაბ | 8 | 0,172 |
| 10D100.05.008 | Გასაღები | 1 | 10D100.05.052 შაბ | 1 | 0,17 |
| 10D100.05.030-1 | გადაცემათა კოლოფი | 4 | 10D100.05.052 შაბ | 1 | 5.56 |
| 2D100.05.004 | ფლანგი | 3 | 10D100.05.052 შაბ | 1 | 2,03 |
| 9D100.37.144 | ბეჭდის საკეტი | 8 | 10D100.05.052 შაბ | 1 | 0,025 |
| ADR66.42.205 | თმის ვარცხნილობა | 2 | 10D100.05.102Sb- | -2 4 | 0,07 |
ტექნიკური მომსახურების წინასწარი მონტაჟი და მოვლა და ლილვების რაოდენობის მიმდინარე რემონტი
ლილვის ნაწილების რაოდენობა წყვილში ცილინდრების ბლოკით არის ძირითადი ძირითადი ნაწილები, რომლებიც დიზელის ძრავის მომსახურების ვადის დასაწყისია. რომ კვების რა თქმა უნდა, მე ვნახავ, რომ yak_snogo შეკეთება იქნება დიდი მნიშვნელობა. ამწეების ამ ფუნქციის სიძლიერე საკისრებში მდგომარეობს იმაში, რომ ამწევი ლილვის სწორი განთავსებაა; ლილვების რაოდენობის ძირითადი გაუმართაობაა: ლილვის გაუმართაობა შიოკზე ან შიოკაზე (სურ. 1), ღარები ლილვის შახტებში, ნაწილობრივ ფილეების უკან, შახტის შახტების ჩამორთმევა, ლილვების ოვალურობა ლილვების, ტუმბოს საწინააღმდეგო ვიბრაციული ელემენტების rozpodilnyh ლილვები, vigin shaft.
Პატარა. 1 ბოროტი ratchet shaft მიერ schoots

ლილვების რაოდენობის ბოროტების მიზეზები: visokiy rіvenმნიშვნელოვანი სტრესები ვიგინუს ან ბრუნვის ლილვის შახტისგან, ლივარის დეფექტები და დეფექტები შახტებში (სიმსუბუქე, ფორიანობა, სავსე, p_drizy). შახტებსა და შახტის ყბებზე დაძაბულობის რეგულირება გამოწვეულია რეზიუმეების სიხშირის რეგულირებით, რომელიც გაიზარდა კეფის შახტამდე, შახტის დროის დაკარგვა
ლილვის ბორკილების გაფუჭება გამოწვეულია: მასტიკების მიწოდების ღიობების უკან დახევისას, როდესაც ამწევი ლილვის საკისრების ფხვიერი ჩანართები ბრუნავს, ან როდესაც ნავთობის ტუმბო თავისუფლდება და რელეს უკმარისობაა ზეთის დაჭერა, რომელიც შეიძლება ემსახურებოდეს დიზელის ძრავის ჩაკეტვას ჩამკეტის დახმარებით. აბრაზიული ნაწილაკების ჩასმა ჩანართსა და მორცხვ შახტს შორის; დიზელის ძრავის დაწყება ზეთის წინასწარი ტუმბოს გარეშე; დიზელის ზეთის დათხოვნა დაუწვავი სროლით, როგორც უზარმაზარი კვების დროს ან ცილინდრის ბუჩქების ნაკერების გასწვრივ დიზელის ძრავის ქვაბში; დიზელის ზეთში ცივი წყლის მიღება დიზელის ბლოკში ცილინდრის ბუჩქების დაზიანების შემთხვევაში, ბუშტუკებზე პერანგები, გადამყვანები, წყლის გადამყვანები და გამონაბოლქვი მანიფოლტები.
Vigin shaft buvaє ორი ტიპი: გაზაფხული და ჭარბი. ლილვის საგაზაფხულო სიფხიზლე დაუბრუნდა ძალას, რადგან ის მიდის დამაკავშირებელ ღეროებთან და წევის გენერატორის არმატურის ლილვთან, თუ ამწევი არ არის სწორად მოთავსებული სრიალებში, ბლოკი დაზიანებულია და ლილვების ცენტრი დაზიანებულია: ამწე და მეორე გენერატორი.
ამწევი ლილვის ნარჩენი რხევა დგება ფესვის შიოკის არასწორი დაფქვის (შიოკის არასწორი განლაგება) ან ზედმეტი შინაგანი სტრესის მოდუნების, აგრეთვე შახტის არასწორი განთავსებისას, როდესაც ის ზბერიხანაა.
TO-3– ის ტექნიკური შენარჩუნებისა და PR-1– ის ხაზოვანი რემონტის დროს ბლოკებისა და კრახის შესასვლელების გასახსნელად, შეცვალეთ: ბაბიტის ზოგიერთი ნაწილი საკისრებთან ახლოს, იჭრება ნაოჭებში, ლაქები. TO-3– ის ტექნიკური შენარჩუნებისა და რემონტის დროს, ნავთობის შემგროვებლისა და ზეთის მიწოდების მილების მთლიანობა გადაკეთებულია. როდესაც ზეთი იტუმბება ნავთობის ტუმბოსთან ერთად, ის ვიბრირდება მესამე მხარის ძერელის სტრომიდან.
კლირენსი "ნავთობისთვის" ეწოდება მთლიანი დაშორება ლილვსა და ტარების გარსებს შორის (ზედა და ქვედა). როდესაც არის ჩამოსხმული შახტი shyki, მთელი უფსკრული "ზეთზე" ამოიშლება shykoy ლილვსა და ზედა ჩანართს შორის. შეამოწმეთ ხარვეზები ზონდის ღერძზე ლილვის ღერძზე ვერტიკალურ არეზე ორი მხრიდან (გენერატორის მხრიდან და კონტროლის მხრიდან), რომ ჩანთა ორად გადაიტანოთ. მთლიანი კლირენსი "ზეთისთვის" დიზელის ტიპის D100 საყრდენსა და მძიმე საკისრებში დამნაშავეა ბუტი 0.15-0.23 მმ-ში, დიზელის ლოკომოტივის გამოშვებით TR-3-ის ხაზოვანი რემონტისთვის-0.15-0.30, TR-2– ის შიდა რემონტისთვის-0.15-0.35, ხაზის რემონტისთვის TR-1 i ტექნიკური მომსახურება TO -3 - არაუმეტეს 0.45 მმ.
PR-3 ონლაინ რემონტი. დიზელის ტიპის D100 ორივე შახტის ძირეული საკისრები ამოღებულია. ზედა ლილვი (წყნარ დეპოში, კანტუატორებში და ქვედაში) ცნობილია. მთლიანობაში, წინა ბოლოსა და ზედა კრამიტის ბლოკის წინ, ამოიღეთ დამაკავშირებელი ღეროს საკისრები და ჩამოწიეთ დგუშები დამაკავშირებელი ღეროებით სპილენძის მაკრატლებზე, რომლებიც ჩასმულია ცილინდრის ბუჩქების ამოფრქვეულ ფანჯრებში. შემდეგ ხრახნიანი კაკალი მიამაგრეთ ძირითად საკისრებზე, ამოიღეთ ზეთის მიწოდების მილები და მონიშნეთ ხრახნები.
წინამორბედის ცოდნის წინ, ბორბლის ქვედა ჩანართი გადაუგრიხეს, ასე რომ, როდესაც ლილვი ერთი საათის განმავლობაში გადახრილია, ტარება არ ჩანს. ბლოკები (არასამუშაო) ჩასმულია სპეციალური თითებით, რომლებიც ჩასმულია ლილვის მასტიკურ ღიობებში. ამწე ამობრუნებისას 180 ° -ით, თითი ჩასმულია ჩანართში. ლილვი მიმაგრებულია მე -2 და მე -9 დამაკავშირებელ ღეროებზე დატბორილი ადგილებიდან სპეციალური ბუმის მიმაგრებით, გადაყვანილია ამწეით და მოთავსებულია სპეციალურ საყრდენზე, რომელიც არ უნდა იყოს სამზე ნაკლები საყრდენი.
დაფარული ლილვების კისრები, რამაც შეიძლება გამოიწვიოს ოვალურობა და ტკივილები უფრო დასაშვები მნიშვნელობებით, ასევე გააფუჭოს გროვები სპეციალურ ვერსდებზე მომავალი გაპრიალებით. Shlіfuyut shyki შეურაცხმყოფელი დამატებითი ზომა. საერთო ჯამში, დადგენილია შვიდი გრადაცია. გრადაციის ჯამი იცვლება 0.5 მმ -ით ერთზე.
ვერსტატზე ყველა შახტის ერთდროულად გაპრიალება. შიკის ლილვზე, დამაგრეთ დამჭერები ბალიშებით, იაკზე გამოიყენეთ საპრიალებელი პასტა. უშუალოდ ლილვების რაოდენობის შეფუთვა, როდესაც გაპრიალებული დამნაშავედ ეჩვევა უშუალოდ მუშაობას, ბოლო წვეთში დიზელის ძრავის დროს შეიძლება მოხდეს ლილვის შიოკის არაერთი ჩამორთმევა. ამის მიზეზი შეიძლება აიხსნას შეურაცხმყოფელი მიზეზებით: მათ გამოიყენეს D100 ტიპის დიზელის ძრავები მაღალი ხარისხის ჭავუნიდან და გრაფიტის გლობულები, რომლებიც გადაიქცა ფერიტის კვანძებად. დამსხვრევის პროცესი, რომელიც მიდის shyki ზედაპირზე და გასაპრიალებლად, როდესაც rus, პირდაპირ კბილების გაპრიალებისა და ტარების ამაღლების საწინააღმდეგოდ, შემდეგ კი ლილვის. ლილვების ზედაპირის სიმცირე არის დამნაშავე იმაში, რომ არ არის დაბალი, ვიდრე მე -8 კლასი.
ფილეების რგოლების ჩამონტაჟებული ფუნქციის რეგულირებისთვის, გადააბრუნეთ რულონები როლებით, როდესაც მზადდება რულონები, ასევე რემონტის დროს ფილეების გახეხვის შემთხვევაში და ფილეების დაკარგვის საჭიროება და სიმკვეთრის საჭიროება. ნაკოჩენიას ფილე ნაკეცები ზედაპირზე სფერულ შემაკავებელ ზამბარებში (სურ. 2), ზრდის ლილვის მარაგს.
Პატარა. 2. გაწურეთ ამწევი ლილვის ფილეში, რომლის გამოყენებაც შეუძლიათ ადამიანებს:
1 - შეირყა შახტზე; 2 - თაღლითი; 3 - - scalp on მკაცრი; 4 - ლილვის საყელო

ამწეების შეკეთებისას განახორციელეთ შემდეგი ცვლილებები გეომეტრიაში: დიამეტრის შიოკი, tх წვერი და ოვალურობა; დამაკავშირებელი ჯოხის ამწეის რადიუსი; ფესვის შიოკების არასწორი განლაგება (ღეროს ზომა ღერძის ღერძზე); D50 დიზელის ძრავის ლილვებისთვის, გარდა ამისა, აუცილებელია გახსნას და ბოლო ფლანგის ბიტი.
დიდი ლილვების ძირითადი ლილვების არასწორი განლაგების შემოწმების მეთოდის საფუძველი ემყარება ავტოკოლიმაციის პრინციპს დიდი ლილვის შახტის კიდეების გასწვრივ ძირითადი ლილვების საფეხურის ცვლილებით. ვიმირვანანია ვიქორისტოვუცუის მთელი მეთოდი მათთან ერთად, ვინც დაუძლურებული იყო (დიზელის ტიპის D100, რომელიც დგას ორ უკიდურეს საყრდენზე, ჩამოსხმული 2 მმ -ით) Vimіryuyut ჭავუნნაიაზე ან ბეტონის ფილებზე ორი მყარი საყრდენით შახტისთვის პრიზმებთან ან საკისრებთან ახლოს და საყრდენი (სამფეხა) ავტოკოლიმატორისთვის. როდესაც ნაწილების რაოდენობა იცვლება, ლილვი ეყრება მეგობარს და შიკას ფესვი ზედმეტად იჭიმება და ასეთ რანგში გონება განისაზღვრება მისი თავისუფალი დაღვრისთვის.
ხაზის გასწვრივ შიკის შახტზე, მოათავსეთ სარკის ნიშანი ჰორიზონტალურად რგოლს მიღმა, გადაკვეთეთ ფირფიტაზე დამონტაჟებული ავტოკოლიმატორის თვალის შუქის ჯვარი. ჰორიზონტალური მკლავები გადაკვეთენ ავტოკოლიმატორის ვერტიკალურ კიდურს;
როდესაც დაფარული ლილვებია ჩაყრილი, ფესვის საყრდენებში დამონტაჟებულია არასასურველი ჩანართები. ბლოკი აღჭურვილი იქნება დიდი დიზაინის ჩანართებით. ამავე დროს, ჩადეთ მხოლოდ ქვედა ლილვში, ისე, რომ სუნი არ იგრძნოს ღიობის შიოკზე ნავთობის მომარაგების ღიობები.
სანამ ამწე ამობრუნებთ, აიღეთ ჩანართები ისე, რომ ლილვის საყრდენების საფეხური არ აღემატებოდეს დადგენილ ნორმებს. შემდეგ გადაატრიალეთ ქვედა (ან ზედა - როდესაც ქვედა) ლილვი დამონტაჟებულია მთლიანი რაოდენობის გადაცემათა კოლოფზე, ვერტიკალური მექანიზმის კბილებით. ძირითადი საკისრების (მცირე ზომის) ბლოკის (ვერძი) ჩანართების ნაკრები უნდა განთავსდეს ბლოკის კაკლებში მარკების მიხედვით. გაწმინდეთ ჩანართების სამუშაო ზედაპირი სუფთა სუფრით და დაფარეთ დიზელის ზეთით. ლილვი არის ჩასმული ჩანართებზე ისე, რომ იყოს ტკიპები ვერტიკალური მექანიზმის ზედა ნაწილის კბილებზე და სახანძრო ტუმბოების ძრავა. Zakochyuyutsya ტარების, დააყენა შორტები ძირითადი საკისრები ზედა ჩანართებით და დამაგრებითი თხილი ძირითადი studs ბოლომდე რგოლები. გადაატრიალეთ ლილვი, დააყენეთ ამწეები პოზიციაში, ხელი დამაკავშირებელი ღეროების დასაკავშირებლად და შეარჩიეთ დამაკავშირებელი წნელები.
მეთოდები და ტექნოლოგია D100 დიზელის ძრავის ამწეების და საკისრების შეკეთებისათვის
PR-1– ის რემონტის დროს შეამოწმეთ რობოტები, გადაიტანეთ TO-3– ზე და, უფრო მეტიც, შეაფერხეთ შეტევა.
გაყინეთ შემამცირებელი საზომით მთლიანი ხარვეზები "ხაზზე" ზედა და ქვედა რაოდენობის ლილვების ძირის საკისრებში, ასევე უფსკრული "ვუსაზე". უფსკრული "ნავთობისთვის" არის დამნაშავე, მაგრამ არა უმეტეს 0.40 მმ, ხოლო უფსკრული "ვუსაზე" არ არის 0.25 მმ -ზე მეტი. დიდი ხარვეზების შემთხვევაში, ძირითადი საკისრები შეირჩევა ჩანართების შესაცვლელად. შეატრიალეთ ქვედა ლილვის ჩამოშვება. ძირეული შიოკებისთვის 1-დან 7-მდე დამნაშავე არ არის 0.05 მმ-ის შეცვლა, ხოლო 8-10-ისთვის უდანაშაულოა დიზელის ფორმულაში მითითებული ღირებულების 0.05 მმ-ით tr 3-ის ბოლო უწყვეტი რემონტის დროს, ქარხანაში რემონტი ან დანარჩენი შახტის გადაადგილება. ძრავის გაფუჭებაში შეუსაბამობის შემთხვევაში, მათ უნდა გამოიყენონ ძირითადი საკისრების საოპერაციო ჩანართები და ცვლილებები მათ შესრულებაში, ასევე შეცვალონ დიზელის გენერატორის წამყვანის ლილვების სიმძლავრის თანაფარდობა. დიზელის ძრავის ლილვების თანაფარდობა და წევის გენერატორის არმატურა უნდა შეიცვალოს ერთი TR-1– ით, ქვედა ამწევი ძვლის ნორმალური დაწევით. Perevirku vikonuyut უკან დახმარების მაჩვენებელი დანართი, nіzhku nіzhku napolyagayut ქცევის muft დისკი. როდესაც ამწე ამობრუნებთ კანს 90 ° –ით, შეამოწმეთ დაწყვილების პაკეტის სისქე. ვიდილენნია ინდიკატორზე არ არის დამნაშავე ამწევი ლილვის მომდევნო შემობრუნებაზე 0.15 მმ -ის გადატანით.
PR-2- ის რემონტის დროს შეამოწმეთ რობოტები, გადაიტანეთ ისინი TR-1– ზე და, უფრო მეტიც, შეანელეთ შეტევა. საპარსი ჯოხით, შეცვალეთ მთლიანი კლირენსი "ზეთისთვის" და დაიწყეთ სხვაობით ზედა და ქვედა ლილვების ძირითად საკისრებში, გარდა ქვედა ლილვის მე-8-10-ე საკისრებისა. უფსკრული სამუშაო ჩანართებსა და ბორბლებს შორის ზედა ამწევი შახტის ყველა საყრდენში არ არის დამნაშავე 0.1 მმ -ის ცვლილებაში, ხოლო ქვედა ამწევი არ არის ნავთობის დასაშვებ მანძილზე მეტი.
შეარჩიეთ საერთო ლილვების დამაკავშირებელი როდ საკისრები და გადააკეთეთ მათი წისქვილი. ამოარჩიეთ ზედა ამწევი ტარების საყრდენი შესამოწმებლად და სიხშირის სხვაობა, საუკეთესო მიზეზის გათვალისწინებით ბავშვობის შუა და შუა პერიოდში იმავე კლასში შეტანილ წვლილს შორის განსხვავების საუკეთესო მიზეზის გამო ( რობოტულ (კრიშკოვის) ჩანართებში სტეპინგის ბრალია არაუმეტეს 0.05 მმ არაზომიერი და 0.03 მმ შეჯამებული საყრდენებისთვის.
დემონტაჟი ზედა ამწე. Vimіryuyut აცვიათ არასამუშაო ჩანართი მე -12 ძირითადი ტარების shaft. თუ აცვიათ 0.05 მმ -ზე მეტი, ჩანართი გაიყინება.
ამოიღეთ ქვედა ამწე ლილვის ყველა სამუშაო ჩანართი, თუნდაც 4, 8, 10 და მე -12 ფესვის საკისრებზე, სამუშაო ჩანართების ცვეთაა 0.06 მმ, ან საფეხური უნდა იყოს 0.05 მმ. არასამუშაო (ბლოკები) შედის ყველა საჭიროებაში. გადახედეთ დიზელის ძრავის ქვედა ამწევი ძვლის ძირის ფირფიტების წებოვანებას (დაქვეითებულ ხილვადობას) სამუშაო ჩანართებზე, გარდა 8-10-ე საყრდენისა.
PR-3– ის შიდა რემონტის დროს ტარების საკისრების ნაწილები დალაგებულია კლირენსის მორგებამდე. იყიდება ts'go zimayut ლუქი ლოკომოტივის ორგანო. დაიშალეთ ბლოკის ზედა ბლოკი, კონტროლის კონტროლი, ისე რომ არ დაუშვათ ქვედა ლილვის შუასადებები და ხვრელები. იცოდეთ ზეთის მიწოდების მილები ზედა ლილვისა და ქვედა ლილვის მთავარ საკისრებზე. გახსენით ზეთის შემგროვებელი და დახურეთ იგი შტეფსელებით, მიამაგრეთ იგი საყრდენებზე მილების შესაკრავად.
ხელახლა განიხილეთ ამწევი ღერძის რხევა ბრტყელ საყრდენში ისე, რომ დაარეგულიროთ უფსკრული ტარების ფლანგსა და ლილვის შახტს შორის. ღერძის ლილვის მორგებამდე ხელახლა დაარეგულირეთ უფსკრული საყელოს და ბლოკს შორის (არასწორი მხრიდან), რაც დამნაშავეა ბუტიში 0.078-0.120 მმ. ლილვის ღერძული ლილვის შესაცვლელად, გაანადგურეთ გენერატორი, მიამაგრეთ სპეციალური დანამატი კრახზე ბლოკზე და განათავსეთ ინდიკატორის საჭრელი ლილვის შახტში. ინდიკატორის ისარი, როდესაც ლილვი არის დაწკაპუნების მოპირდაპირე მხარეს, არის ლილვის ღერძული საქანელის მნიშვნელობა, რაც დამნაშავეა ბუტი 0.1 0,50 მმ.
ზონდის დახმარებით შეცვალეთ ლითონების ზედა და ქვედა რაოდენობის "ძირითადი საყრდენების" "ნავთობისთვის" მთლიანი ხარვეზები და სხვაობა კანის ღერძისთვის კანის გარშემო არსებული ხარვეზებს შორის. 12 მმ აღმართზე და ქვევით ჰორიზონტალურად, რომ გაიაროს ლილვის ხაზი (ვარდის არე).
ძირითადი ტარების "ზეთისთვის" მთლიანი კლირენსის შესაცვლელად, ჩადეთ ამწევი ლილვი ქვედა (შიდა) მკვდარ ცენტრში, შემდეგ კი ზედა (შიდა) მკვდარ ცენტრში. ამწე ამობრუნება ბრუნდება სპეციალური ელექტროძრავის დახმარებით დიზელის ძრავის დაბრკოლების მექანიზმზე. მთლიანი უფსკრული "ნავთობისთვის", არის ორი უფსკრული - მორცხვ შახტსა და ბლოკის ჩანართს შორის (უფსკრული ა)і mіzh shiykoyu і კრიშკოვის წვლილი (ბ)მინიჭებული კლირენსი ჩანს ორი მხრიდან - გენერატორის მხრიდან და გვერდიდან კონტროლისკენ, ფაქტობრივი კლირენსით აі ბმიიღეთ გაზომვების შედეგების არითმეტიკული საშუალო. მაგალითად, თუ შუალედურ შახტსა და ქვედა ამწევი შახტის მე -9 საყრდენის არასამუშაო (ბლოკ) ჩანართს შორის გენერატორის მხრიდან არის 0.16 მმ, ხოლო პანელის მხრიდან 0.20 მმ, მაშინ უფსკრული აგახდება (0.16 + 0.20) / 2 = = 0.18 მმ. ლილვსა და სამუშაო (დამსხვრეულ) ჩანართს შორის უფსკრული გენერატორის მხრიდან კართან არის 0.08 მმ, ხოლო საკონტროლო პანელის მხრიდან - 0.06 მმ. ნიშნავს კლირენსი ბგახდება 0.07 მმ. ტოდის მთლიანი კლირენსი "ზეთისთვის" ქვედა ლილვის მე -9 საყრდენის ტარებისას (A + B)კარიბჭე 0.18 + 0.07 = 0.25 მმ. ზედა და ქვედა საკომისიო შახტების ყველა საყრდენში საკისრებზე "ნავთობისთვის" მთლიანი კლირენსი სხვაობა არ არის დამნაშავე 0.10 მმ გადახურვაში. ზონდით, დააფიქსირეთ უფსკრული "vusah"-ში, რომელიც დამნაშავეა buty 0.12-0.25 მმ-ში.
"შახტამდე ჩაძირვა" შებრუნებულია გამწმენდის საშუალებით ზონდის საშუალებით ქვედა კიდურის ქვედა კიდურებსა და სამუშაო ჩანართებს შორის 1-7-ე საყრდენებს შორის. ვიმერივანანია ვიბრირებს ვერტიკალურ ზონაში, რომლის დროსაც დამაკავშირებელი ღერო shyka არის დამნაშავე იმ პოზიციაში, რომელიც, როგორც ჩანს, შიდა მკვდარი წერტილია. სამუშაო (დამსხვრეული) ჩანართებსა და ფართო ამწევი შორის უფსკრული დასაშვებია არაუმეტეს 0.05 მმ. ქვედა ამწე ლილვის 8-10-ე საყრდენებისთვის კლირენსი შემოიფარგლება მთლიანი კლირენსით "ზეთისთვის"; გარდა ამისა, აუცილებელია, რომ უფსკრული არასამუშაო (ბლოკის) ჩანართებსა და საყრდენი ლილვის ქვედა შახტის ძირს შორის იყოს არანაკლებ 0.03 მმ.
ფესვის საკისრების შერჩევა ზედა ამწეში... აიძულა ლუქების და მილების ბზარი, ვიბრირება მოახდინოს ამძრავის ღერძი გადაცემათა კოლოფის დრაივში, გააგრილოს წევის გენერატორი და დაიშალოს ბრუნვის ლილვი. შემდეგ, დაბლოკვის მექანიზმის სპეციალური ელექტრული ძრავის დახმარების შემდეგ, ისინი ბრუნავს დიზელის ძრავას ისე, რომ ზედა და ამწევი ლილვის 2 და 9 დამაკავშირებელი წნელები გადაუხვიეს ზედა პოზიციას. გადაბმულ გადაცემათა ბოლოებზე ფარბოიმ უნდა გამოიყენოს საპასუხო raztashuvannya miteks დიზელის ძრავის დაყენებული რეგულაციის შესანახად. ფიგურები არის მოთავსებული: ამწე ამობურცულის გადაცემათა კოლოფზე და მასთან შეწყვილებულ ორ შუალედურ გადაცემათა კოლოფზე, საცეცხლე ტუმბოების როზეტის შახტების გადასაყვანად ერთსაათიანი ასო B (შახტი); საცეცხლე ტუმბოების კამერის როზეტის ღერძების დაწყვილებულ გადაცემებზე და შუალედურ გადაცემათა კოლოფზე P (privid) დაწერილი; ზედა ამწევი და ვერტიკალური გადაცემის ზედა ლილვის დაწყვილებულ გადაცემებზე; ქვედა ამწევი და ქვედა ვერტიკალური გადაცემის ქვედა ლილვებზე.
თხილის ხრახნი წინა ნაწილის წინ, მონიშნეთ ტარების ჩახშობა ერთდროულად ჩანართით. ვიპრესოვსკის ჩასმა სახურავიდან ბლოკამდე არის ვიბრირებული სპეციალური დანართის დამატების უკან (ნახ. 3), ბრინჯაოსგან მომზადებული და შესაძლოა ჩასმული დიდი შახტის გაბურღულ ხვრელში ისე, რომ დანართის თავი არ შეხებოდა ზედაპირს ცისტერნის. გარდამტეხი რაოდენობის ნაწილების shaft უკან დამატებითი მექანიზმი მექანიზმი, vivodyat ჩანართი საწყისი სახურავი.
Პატარა. 3. დანართი vipressing მხარდაჭერა (ა)і ბრტყელი (ბ) ბლოკის ჩასმა: 1 ლილვი; 2 წოვა

ჩვენ შეგატყობინებთ ტარების საკისრების საკისრებს ერთდროულად ჩანართებით. საყრდენების საკისრების, პნევმატური გასაღების ან სპეციალური გასაღებების ორმხრივი ყელით თხილის შესაკრავად (ნახ.
4) ტარების შესაკრავები (ჭანჭიკი, თხილის კაკალი) დაწყვილებულია და შეიძლება ჰქონდეს ნარჩენი გამკაცრების ნიშნები ხვრელებში ან ბირთვებში. დარწმუნდით, რომ არ აურიეთ წყვილების დეტალები, რადგან ჭანჭიკები ან საკინძები ერთდროულად უნდა იყოს დამაგრებული და მათზე თხილით გახვეული.
ზედა ამწევი ლილვის დამაკავშირებელი ღეროს ამწევი რომ იცოდეთ, შეცვალეთ ამწე კაბელი ამწეზე, ჩადეთ თხილი და ამოიღეთ ამწევი ჭანჭიკები, იცოდეთ ტარების ამწევი ჩასასმელით და დგუში დააცილეთ ცილინდრში. ამ მიზნით, დგუში დამაკავშირებელი ჯოხით ვერ მოთავსდება ცილინდრში, ისინი ნაჩვენები იყო დამხმარე შრეზე.
როდესაც ნაწილების რაოდენობა გამოიყენება, გადააბრუნეთ ლილვი ისე, რომ 2 და 9 დამაკავშირებელი წნელები მოთავსდეს ზედა პოზიციაში, ხოლო ლილვის დიზელის ძრავიდან დაიწყო ცნობა და თაროზე განთავსება. იმისათვის, რომ გაძნელდეს და გაძნელდეს მისი მოშორება, დახურეთ ლილვის კანის საყელო წინა წინ ბრეზენტის ზედა. ჩადეთ დამჭერი საკისრები ბლოკიდან ბლოკამდე და დადეთ თაროზე. ორიგინალური საკისრების ყველა დეტალი, დიზელის ძრავის ცოდნა, აბანოში ჩამოიბანეთ გაზის ჩამქრობი და ააფეთქეთ წნევა. შეცვალეთ ყველა ჩანართის ზომა 0.01 მმ -მდე სიზუსტით და ჩაწერეთ ბარათში. Vimiruvannya vyshchiny ჩასვამს virblyayut მიკრომეტრებს სფერული ნატივიდან შუა ნაწილამდე ორი მხრიდან, სათითაოდ ამტკიცებს ზედაპირზე 20 მმ -ის საფუძველზე და 30 მმ დიდ ზედაპირზე -
ანალოგიურად, აუცილებელია ქვედა ამწევი ლილვის საკისრების მორგება და გაზომვა.
Პატარა. 4. ძირეული საკისრების კრეფა და კრეფა:
1 - გასაღები ძვლის ძირის საკისრების გამკაცრებისთვის ზედა ამწეზე; 2 - გასაღები წინა ზაგორტანიის თხილი ძირეული საკისრებისთვის; 3 - გასაღები ქვედა ამწევი ძვლის ფესვის საკისრების თხილის გამკაცრებისათვის; 4 - მილი

დემონტაჟული ჭანჭიკები, თხილი და საკინძები გადაეცემა რელეს. გაფუჭებული განვითარების გამოვლინებით, მათთვის დიდი ვიბრაციით, ვოლოსოვინი სავსეა ჭანჭიკებითა და საკინძებით, მთლიანად იკეტება თხილით. ქვედა ამწევი შახტის საკისრების საკისრების დამაგრების ხრახნები ხელახლა ტრიალდება მაგნიტური ხარვეზის დეტექტორით და, ბზარების შემთხვევაში, უნდა იყოს ჩაკეტილი თხილთან ერთად. გაასუფთავეთ თხილის დამხმარე ზედაპირი სკრაპერით და ხელახლა დაარეგულირეთ სანამ არ დაიმსხვრა FARBI- ში. თუ ჭანჭიკები გამკაცრებულია ან საკინძები, დასაშვებია არაუმეტეს ორი რაზრივივისა. თხილი, ჭანჭიკები ან საკისრები ტარების ზედაპირის ამოღებისას, ნარჩენი გამკაცრებელი სოლი უნდა ხელახლა დაინსტალირდეს.
დაიშალეთ ძირითადი საკისრების ახალი ჩანართები 3-5 წუთის განმავლობაში ნავთობის ჩაძირვით, გააცხელეთ 50-80 ° С ტემპერატურაზე, შემდეგ გაწურეთ უპატრონო საფანტით და დაფარეთ აკვნის ვარდით. როდესაც გათიშავთ, ხის ჩაქუჩით ჩასვით ჩანართები თილის ნაწილზე. Derenchlivny ჟღერს inkazuє ქალის გაყვანის შესახებ და კრედიტის ჩაბნელება ზეთების ხმით - სამკუთხედის გარეგნობაზე.
წვლილი შეიცვლება, როდესაც: ბრინჯაოს კვალია ბრინჯაოში, თავიდანვე; დილიანკას ზომა, არასამუშაო ნაწილის კოროზია, სადაც ზედაპირის 20% -ზე მეტი გაიზარდა, ქალის ყურის 5% -ზე მეტი დაზიანებულია; წრიული კრუნჩხვების გამოჩენა დაფნის ყურის ზედაპირზე, 0.5 მმ სისქით და არანაკლებ 3 მმ სისქით; მორგებული კლირენსი "ზეთისთვის". გთხოვთ, არ იფიქროთ რაიმე დეფექტზე, უნდა შეურიგდეთ მიკრომეტრის დახმარებით.
ჩანართების წინასწარი ჩატვირთვა ამწეკერის საკისრებში საპირისპიროა საყრდენის მიხედვით სრიალზე. თქვენ შეგიძლიათ განსაჯოთ შებოჭილობის შეყვანის დაკარგვის შესახებ ზარის ნიშნები... ასეთი ნიშნების რიცხვში არის გლუვი, მექანიკური დამუშავების კვალის გარეშე, ბოლოების ზედაპირი ვარდის არეში, გამოჩენა სხვა მტევნების ბოლოების კიდეებზე, ასევე ღიობების ფორმირება ქინძისთავზე რა
ჩანართების დატვირთვა საპირისპიროდ დგას სადგამზე და, როგორც ეს დეპოშია, ის არ ტარდება ტარების ბუდეების წინ, ანუ დიზელის ძრავის ძირითადი ტარების შემთხვევაში. მრავალი წვლილისთვის, დააინსტალირეთ ლიჟკოში. მოათავსეთ იმავე ტიპის ლითონის შუასადებები (ხრიკი კილიტადან) ხვრელთან ერთად ჭანჭიკის ან საყრდენების გასასვლელად კრამიტსა და საყრდენ ბლოკს შორის. ორი შუასადების საერთო სისქე განპირობებულია ჩანართების მინიმალური დასაშვები დაძაბულობით - 0.16 მმ. Zagorayut თხილი for fastening ტარების ნარჩენი გამკაცრება. ჩანართების დაძაბულობა უნდა იყოს საკმარისი, რადგან კონდახის ბოლოს პატარა ჩაქუჩით დარტყმისას შემდგომში შეუძლებელია ჩანართების გადატანა და, გარდა ამისა, ზონდი 0,03 მმ დიამეტრით არ გადის ჩანართის ფართობი. ზონდი შეიძლება შევიდეს ჩანართებსა და ორმაგი ტარების კორპუსს შორის არაუმეტეს 15 მმ სიღრმეზე.
მას შემდეგ, რაც დაძაბულობა გამოიყენება, ნებადართულია გამოიყენოს float ელასტომერზე GEN-150 (V) არასამუშაო ჩანართების სიმძლავრის ნაწილზე.
გარდა ამისა, როდესაც ბაბბიტი დაზიანებულია ზედაპირის 10% -ზე ნაკლებით, კალის ან ტყვიის შედუღების დეპონირება გამოიყენება როგორც ასეთი. გაწურეთ ბავშვის დაფნის ზედაპირი სკრაპით, შეზეთეთ იგი 10% -იანი ცხელი წყლის ხსნარით კასტიკური სოდათ და ჩამოიბანეთ ცხლად (70-80 ° C), შემდეგ კი ცივ წყალში. გააფორმეთ თუნუქის ზედაპირი, გაწურეთ სუფთა სუფრით და წაისვით მასზე სუფთა კალის ან ტყვიის შედუღების ბურთი. Pislya of fusion, scraper არის გაიყვანეს flush ერთად ძირითადი ბურთი ბავშვის bay. მე გადავატრიალებ ნარჩენ სკალირებას ფარები შახტის უკანა ნაწილში. ბავშვის დაფნის 1 სმ გაფრქვევა შეიძლება იყოს არანაკლებ ორი პლაჟისა ფარბიში. გასაპრიალებელი და გასაბრწყინებელი გამაგრილებელი რკინით, განსხვავება ჩანართების კედლის სისქეში სამუშაო ზედაპირის ნებისმიერ წერტილში არა უმეტეს 0,02 მმ. განახლებული ჩანართები ჩერდება მხოლოდ არასამუშაოების შესაძლებლობებში.
დამხმარე ჩანართების შეკეთებისას შეამოწმეთ ოპერაციები, მნიშვნელობა და დამატებით გადაწერეთ მსუბუქი წონის ჩანართების ბანაკი. ადვილად სათამაშო ბოროტებით, ადვილად გამოსაყენებელი შეყვანის საყელოებსა და ბლოკზე სლოტების გვერდით ზედაპირებსა და ჩანართებში შემავალი ჩანართების შორის გაზრდილი ხარვეზებისთვის. შეიცვალა.
დეპოზიტების საყელოების აცვიათ, რომელიც ხდება მაშინ, როდესაც საკისრები აიყვანება ლილვის რაფების გასწვრივ, შეიწოვება ყელსაბამის ან ბაბიტის B83 საყელოების დამჭერების შედუღებით. მყარი ზედაპირები დაფარულია ვერსტატზე ჩანართების საჭირო სიგანეზე, რაც ხელს შეუშლის ამწევი ლილვის გვიან დაძვრას ბინაში 0,12-0,50 მმ. ჩანართების ბოლოების გადაბმის დიდი ფართობით კოლინის შახტის გარე ზედაპირებზე, ციჩების არანაკლებ 60% დამნაშავეა. ჩანართების ბურტი ერთ საყრდენში არის პასუხისმგებელი არაუმეტეს 0.02 მმ ღირებულებაზე.
მშობლიური საკისრების ბზარების შეკეთება გარემონტებულია ნულიდან და გარშემო. მსუბუქი ჩაქუჩით დერენკულინის ხმა გამოიწვევს კრიშტის ბზარების გაჩენას. ეს ცოტაოდენი ჩახშობაა. ნებადართულია შევსება დამსხვრევის გასწორების გარეშე, რადგან არ არსებობს არაუმეტეს ხუთი განივი ნაკაწრის ნაჭერი 1 მმ -მდე და სიგანე 2 მმ -მდე, ასევე იჭრება ფილა 2 მმ -მდე. სპეციალური ეტალონის დახმარების უკან არის ვიკრივლენია კრიშკი. Prilyagannya kryshka იმ იდეალისკენ, რომელიც უნდა შეიცვალოს ბარძაყის არეში, მაგრამ არა rivnomirnym, მიერთების არეალი დამნაშავეა კრიშკის ზედაპირის არანაკლებ 75%. არ არის მნიშვნელოვანი სკრაპერის გამოყენება სკრაპერის გამოსაყენებლად, მაგრამ ძნელი არ არის მისი გამოყენება.
ზონდისა და ეტალონის დახმარებით ხდება ქერქის ოვალურობის და ვიწროობის მონიტორინგი, რომელიც არ აღემატება 0.05 მმ. ოვალური და კონუსურიც კი 0.05 მმ -ზე მეტია, ან არაუმეტეს 0.10 მმ, ოდნავ მრუდე. თუ უსიამოვნო სუნი იცვლება 0.10 მმ -ით, მაშინ ნებადართულია ქერქის ვარდნა ვარდის მიდამოში საჭირო რაოდენობით და უბრალოდ გამოაკლოთ ჩახშობა ისე, რომ ჯოხის ფართობის ფართობზე გადაყვანისას, ის არ უნდა იყოს სახურავის ზედაპირის 75% -ზე ნაკლები.
კრეფის დროს ცილინდრების ბლოკში ჩახშობის დარგვის სიჩქარე იწყება გასეირნებით. ტარების დამჭერი დამნაშავეა ცილინდრების ბლოკის კვარცხლბეკზე ჯდომისას 382 მმ ზომის (ზომა "382") 0.03-0.10 მმ ჩარევით და შიდა ზომის 62 მმ (ზომა "62") - ჩარევით 0.01-0, 04 მმ. საჭიროების შემთხვევაში, გამანადგურებელი დარგვა შეიძლება შეიცვალოს ელექტრული რკალის საფარით (გონების გონებიდან, რაც ხელს შეუშლის ჩახშობას) უფრო დიდი ბლოკით და იმოძრავეთ კაბლუჩკას ცილინდრების ბლოკის გასწვრივ.
დამსხვრევის შეცვლისას ისინი იკვებებიან ბლოკის საშუალებით ინდივიდუალურად და საკისრების ბუდეები მოწყენილია ერთი და იგივე ინსტალაციიდან. როდესაც საქმე ეხება ზოგად და შრომატევადი ოპერაციას, ამოიღეთ ლილვის ნაწილების რაოდენობა და ძირითადი საკისრების ყველა ჩანართი, ხოლო საკისრების ბუდეებში მოათავსეთ ცრუ ლილვი სამი მმ-იანი საყრდენით. ჯგუფის დახმარებით გადახედეთ ამოცანას, რომ დაამატოთ ბლოკი ტირილით დამატებითი დანართისთვის (სურ. 5). აიღეთ ზედაპირი ვიჰედნუსთვის ბორივე საკეტი lіzhku. Prilyagannya სანამ არ შეიცვლება FAR– ში, დამნაშავეა, რომ იგი თანაბარია და იკავებს არანაკლებ 80% ტერიტორიისა. საჭიროების შემთხვევაში, გაწურეთ ზედაპირი ბ.ზედაპირების არაპარალელიზმი აі ვგამოიყენეთ მიკრომეტრი კანის საკეტში ბლოკის ზომის უკან "62" გენერატორის მხრიდან და გვერდიდან კონტროლისკენ. ორი ვიმირივის ტკივილი არ არის დამნაშავე 0.01 მმ -ის შეცვლაში. შეცვალოს ზედაპირის არაპერპენდიკულარულობა ვზედაპირზე ბგანათავსეთ იგი ბლოკზე, სანამ არ დაიდება ბლოკ 5 -ზე და ზონდით დაარეგულირეთ უფსკრული ზედაპირს შორის ბკოზინი ამრიგად, ეს არის ზედაპირის არაპერპენდიკულარულობის შეცვლა ა.უფსკრული, რომელიც გამოავლენს არაპერპენდიკულურობას გამოძიების მიერ, დამნაშავეა არაუმეტეს 0.03 მმ 60 მმ-მდე.
Პატარა. 5. პრისტოსუვანია მისიის ბლოკზე გადასვლის ტირილით:
1 - მიმაგრებულია ფაქტობრივი ზომა "382"; 2 - საკონტროლო კალიბრი 382 მმ ზომისთვის; 3 - prisosuvannya for vimіryuvannya ფაქტობრივი ზომა "62"; 4 - კალიბრი 62 მმ ზომის; 5 - კუტნიკი; 6 - მაჩვენებელი.

კალიბრისთვის 62 ± 0.005
გამოვლენილია არაპარალელიზმისა და არაპერპენდიკულარულობის ტოლერანტობის მნიშვნელობების ცვლილების შემობრუნების საათი აღებულია მხოლოდ ზედაპირზე გახეხვით აі V,არ დააზიანოს ზედაპირები ბ.
პრისოსუვანის დახმარებით 1 і 3 შეცვალეთ რეალური ზომა "382" და "62" ბლოკში. გადარგვამდე, 6 ინჩიანი ინდიკატორი უნდა იყოს დაყენებული ჩარევით, რომელიც შეესაბამება "O" - ს, თითქოს კალიბრის უკან 2 და 4 . კრიშკას რბოლები ციხეებზე გარემონტებულია ზედაპირიდან ვ 0.03-0.10 მმ აუცილებელი გამკაცრების უზრუნველსაყოფად ფაქტობრივი ზომის "382" ბლოკის მიხედვით. პისლია ციოგო ზედაპირულია აასე რომ, Schob უკან ზომა "62" კანის საკეტი buv უზრუნველყოფის შებოჭილობა 0.01-0.04 მმ. როდესაც თქვენ რბენთ chrysalis საკეტებზე, ჩაკეტეთ და გადაატრიალეთ ტექნოლოგიური ლილვის (ცრუ ლილვის) შეფუთვა საკისრების ბუდეებში. გარსსა და ტექნოლოგიურ ლილვს შორის უფსკრული არ არის დამნაშავე 90 ° დოზირებისას 0.03 მმ -ის გადაადგილებაში. დიდი უფსკრულით, გადაუგრიხეთ კრიშკას ბოლო ვარდის არეში.
კიდევ ერთხელ, საჭირო იქნება ნიშნებისა და ნიშნების ტარება, როგორიცაა ბულეტები კრიზისების შემცვლელად, რომლებიც დამნაშავეა არანაკლებ 75%-ისა. შემდეგ ჩვენ შეგვიძლია გამკაცრდეს თხილი სწორი დასრულებით.
გაწმინდეთ კოლინჩასტნის ლილვის კისრები სუფთა სერვეტით და მიეცით ხელახალი სახე. ნებადართულია დატოვოს ფესვისა და შემაერთებელი ღეროების შიოკი ორ ნიკამდე, უკანა არე 200 მმ. " გასტრიის კიდეები და ნიკების კიდე უნდა იყოს მომრგვალებული და გაპრიალებული. ზედაპირზე დასაშვებია რიზიკის წრეები გლიბინით 0.1 მმ -მდე.
ამწევი ლილვის კისრები ხელახლა ბრუნდება ულტრაბგერითი ხარვეზის დეტექტორის საშუალებით. ნაწილების რაოდენობა დადის, თითქოს რაიმე ზომის შეასრულა, თავიდანვე შეიცვალოს. შიოკის რადიალური ცვეთა იზომება მიკრომეტრიული ფრჩხილით რვა წერტილით კანის 45 ° -ით. შიოკის ოვალურობა იწყება იმავე ვიმარვის შედეგებით, იშლება ვერტიკალურ და ჰორიზონტალურ უბნებში. კოლნჩასტნის ლილვის შიოკის ოვალურობა არ არის დამნაშავე 0.06 მმ -ის გადატანაში. ჩაწერეთ ვიმირიევანის შედეგები ვიმირივანის ბარათზე.
ძირძველი საკისრების კოლექცია... ამწე ამობრუნების საკისრების დამთავრებისას აუცილებელია შემდეგი: სამუშაო ჩანართების მინიმალური საფეხური; ნორმალური კლირენსი "ზეთისთვის" მინიმალური განსხვავებით კლირენსიდან ერთი ლილვის საკისრებში; ჩანართებსა და საკისრების ბუდეებს შორის კონტაქტის მაქსიმალური ფართობი, ნაპრალები, არასაკმარისი დაცვით, მკვეთრად ზრდის ვიცე სამუშაო ჩანართების კიდეებს; ჩანართების ნორმალური ჩარევის მორგება სკიდებში, რაც გარანტიას იძლევა რობოტის საკისრებზე ჩანართების შემობრუნების გარეშე; ნორმალური (დაყენების) ამწე ამობრუნების საყრდენი საყრდენი ტარების საყრდენში.
კრეფის დაწყებამდე აუცილებელია გადახედოს მშობლიური საკისრების ქერქის გამწვანების სიმკვრივეს, რადგან ის დამნაშავეა დადგენილ ნორმებში. ძირითადი ტარების მფლობელების შენატანების შეცვლის შემთხვევაში წილის ზრდის კვალდაკვალ, ანუ იმავე გრადაციის წვლილის შუა ნაწილში. რემონტის დროს დეპოზიტების ზრდა დამნაშავეა მხოლოდ ანაბრის ანაბრის (ბრინჯაოს) გაზრდაში, ხოლო ქალი ყურის ფართობი დამნაშავეა (0.5 ± 0.2) მმ.
ბაბიტას ყურის ექსპლუატაციით ზედა და ქვედა რაოდენობის ლილვების ძირითადი საკისრების ერთჯერადი სამუშაო ჩანართების შეცვლის შემთხვევაში, დეპონირებული წვლილის პოზიცია საკმარისია ჩანაცვლების ფაქტობრივი წარმოებისთვის. მიუხედავად იმისა, რომ შემცვლელი ანაბრის რეალური ღირებულების დაყენება შეუძლებელია, მაშინ მოწოდებული ანაბრის ოდენობა ორი დღეა, ხოლო პირველი ტვირთისთვის - ამოღებული ანაბრების ორი შეკვეთა. სამი საკისრის მნიშვნელობების ერთი და იგივე საფეხურით, ხარვეზი არ არის 0.05 მმ -ზე მეტი. ქვედა crankshaft- ის მე -12 საყრდენის სამუშაო ჩანართის სისქე დამნაშავეა იმაში, რომ ის უფრო დიდია, ვიდრე მე -11 საყრდენის სამუშაო ჩანართის სისქე 0.03 მმ -ით.
აუცილებელია შეცვალოს საყრდენი "ზეთისთვის" უზარმაზარი უფსკრული, უფსკრული მიუღებელი ზრდა, ან "დაღვრა", აუცილებელია შეჩერების საკისრების გამოყენება სამუშაო ჩანართების საფეხურის შესაცვლელად.
ქვედა ლილვის მე -12 ძირითადი ტარების სამუშაო ჩანართის შეცვლისას აუცილებელია წევის გენერატორის არმატურის შახტის წონის შეცვლა მრავალნაწილიანი ლილვით, დისკის დისკის ზომის შეცვლის გზით. clutch ერთსა და იმავე დროს. დისკის ზომის დიდი ზრდით, ბრალი არ არის 0.15 მმ -ზე მეტი. ერთი და იგივე საყრდენის ჩანართების დახმარებით ხელახლა შესვლის შემთხვევაში აუცილებელია გადახედოს ამწევი ლილვის მოცემული ლილვის ოვალურობას.
შიოკის შახტის გასწვრივ ჩასასმელად, ჩვენ ვატრიალებთ ბაბიტას ყურის შაბროვკას გზას. ნაკაწრების ყველა სახის რბოლებში, ისინი იყენებენ ისეთ რანგს, რომ ქალის ზედაპირის 1 სმ 2 ზომა ფარბიდან ან ნაგავიდან ორზე ნაკლებ პლაჟზე იქნა მოტანილი, თუ დამსხვრეული რობოტები ტარდება ფარბის გარეშე. ჩანართების ზედაპირზე წერადი რობოტების წერა ხდება საუთაო ბალიშით.
კობამდე, ამოიღეთ საკისრები ზედა ამწე ლილვის საყრდენების ზედაპირზე და წაშალეთ ზედაპირები უფრო ადრე, ვიდრე ჩანართები სუფთა, ნაკაწრის გარეშე. ტარების საყრდენი ბლოკები დამონტაჟებულია მათ საყრდენებზე და ისინი დაფარავს სამუშაო ზედაპირებს დიზელის ზეთის თხელი ბურთით. გაწმინდეთ ბორბლები და ზედა ამწევი ღეროები სუფთა, ნაოჭების გარეშე servetka, აფეთქება მეშვეობით გამკაცრება ნავთობის არხებით და დაფაროს მაისურები თხელი ბურთი დიზელის ზეთი.
ზედა ნაწილის ლილვი მიმაგრებულია მე -2 და მე -9 დამაკავშირებელი ღეროების უკან, გამოიყენება ამწეის მიერ და მოთავსებულია ჩანართების ბლოკებზე. ლილვის დამონტაჟება დამნაშავეა ისე, რომ დიზელის ძრავის დამონტაჟებისას გამოყენებული გადაცემათა კოლოფი ამოღებულია. საკისრების ზედაპირის გასუფთავება ზედა ლილვში და საკისრების ზედაპირზე უფრო ადრე, ვიდრე საფენების გაწმენდა ლინგის გარეშე და ჩასმა ჩანართებით საკისრებში, დაამატოთ თხელი დიზელის ზეთი, რომლის თავზე
შეჯვარების ნიშნების მიხედვით, კრიშკა ჩანართებით არის დამონტაჟებული მათ თაგვებზე, რომლებიც პირველად აფეთქებენ მასტიკას და ხსნიან მათ ხელით.
შემდეგ თქვენ შეგიძლიათ გამკაცრდეს და დამაგრდეს თხილი და დააინსტალიროთ საკინძები. სამკუთხა პრიოომიში დამაგრებითი კრიშოკ ვიკონუიუტის თხილი გამკაცრდება, ვირობლიაიუჩის ორივე თხილის გამკაცრებით თხილის ბოლომდე, რომელიც გამოიყენება ბირთვით თხილისა და საკინძების ბოლომდე.
გადაატრიალეთ ზედა ამწე ამწევი დამხმარე ბარიერის მექანიზმის უკან და დამხმარე მიმაგრების უკან (დი. სურ. 3), რომელიც ჩამონტაჟებულია ამწე ამობურცულ სავარჯიშოში, დააინსტალირეთ საყრდენი ბლოკის ჩასმა შახტის საყელოზე. შახტის შემობრუნება, დაიწყეთ ჩასმა ცილინდრების ბლოკის ყუთში და დაიშალეთ დანართი, რათა გვირგვინი დაამონტაჟოთ დაყენებული ტარების ჩასადებით, გაწმინდეთ იგი მის წინ და დაფარეთ დიზელის ზეთით. შემდეგ თქვენ შეგიძლიათ გამკაცრდეს და დამაგრდეს თხილი და დააინსტალიროთ საკინძები. ზედა ამწეების ბრუნვა, რაც დამნაშავეა სათანადო გზით შემობრუნების გარეშე, შეფერხების ან გატაცების გარეშე.
საქონლის დასრულება და ქვედა ამწე ლილვის ჩანართების დაყენება ხორციელდება ანალოგიურად.
უსაფრთხოების ტექნიკა
გაასუფთავეთ ნავთობის არხის საცობები დამაკავშირებელი ღეროების ლილვებისგან და გაწმინდეთ ზეთის შიდა ნაკაწრები. ააფეთქეთ ისინი დაბნეულობით. მიმოიხედე ბირთვის ბორბალზე და ამწევი ღერძის დამაკავშირებელ ბორბალზე უხეში ნიშნების ხილვადობისას, გახეხვისას, თუ არის წებოვანი ან გადაჭარბებული ცვეთა, ასევე ფლანგის ბორბალზე სამონტაჟო ჭანჭიკების დაჭრა - შენ არ ხარ დამნაშავე ; ინვერსიული, არ არსებობს ბზარები კოლინარული ლილვის ფლანგზე, ამომავალი ღიობებით.
გადახედეთ გენერატორის პულეს თხილის დაცვას.
კოლინჩასტნის ლილვის ნორმალური ლილვით, შედეგების შემდეგ, შემდგომი ექსპლუატაციისადმი მისი მიმაგრების მზერა იწყება ძირითადი და დამაკავშირებელი წნელების სახით.
განახორციელეთ კოლინარული ლილვის ვიმირ შიოკი ორ ურთიერთპერპენდიკულარულ ზონაში ორი სარტყლისთვის, ზაგალნაია ძინი შიოკის 1/4. Otrimanі razmіri avstavte ძირძველი და დამაკავშირებელი როდ საკისრების ზომებით. მთავარი და დამაკავშირებელი ღეროების საკისრებიც კი არ არის 0.12 მმ -ზე მეტი, ხოლო ამწევი ლილვის ოვალური და დახრილობა არ იცვლება 0.01 მმ -ით (ახალი ამწეობის ლილვის ოვალური და დახრილობა არ არის 0,005 მმ -ზე მეტი), რიცხვი ნაწილები ძველი ... 0 გონება ცვლის წვლილს შემაერთებელი ღეროს საკისრებზე ქვემოთ ნათქვამია. ფესვისა და დამაკავშირებელი ღეროების ხარვეზებიც კი დასაშვებ ზღვართან ახლოს არის, მაგრამ ღეროებს შორის უფსკრული არ არის არანაკლებ: 49.974 მმ ფესვში, 44.974 მმ დამაკავშირებელ ღეროში, ლილვის ნაწილების რაოდენობა შეიძლება იყოს გადახურულია ახალი ოპერატორებისთვის. ბირთვისა და დამაკავშირებელი ღეროების საკინძების პირველი შეცვლისას დაინსტალირდება ნომინალური ზომის საკისრები. ამწევი ღერძის ძირითადი ლილვების 49.974 მმ -ზე ნაკლები ზომის ტარების შემთხვევაში, შემაერთებელი ღეროების ლილვები - 44.974 მმ -მდე, ან ნაწილების რაოდენობის ვიზუალური შემოწმების ზოგიერთი დეფექტის შემთხვევაში ლილვისგან, ლილვი იცვლება ან შეკეთდება.
გამარჯვების ლიტერატურის სია
1. ლუგინინი. N. G. Tekhnologiya დიზელის ლოკომოტივების შეკეთება, მოსკოვი: "ტრანსპორტი", 1972 წ.
2. ტექნიკური მომსახურების მექანიზაცია და ავტომატიზაცია და დანგრეული საწყობის რემონტი. V. Ya. Altukhov, A. F. Trofimenko., M .: "Transport", 1989 წ.
3. დიზელის ლოკომოტივების შეკეთება. პიდი ედ. Ya.A. Norkin, І. N. tisya., M .: აზნაურებისა და შემთხვევების სამინისტრო, 1962 წ.
4. დიზელის ლოკომოტივების შეკეთების კონტრაქტორი. . გ. კოკოშინსკი, ლ. ვ. კლიმენკო, მ.: "ტრანსპორტი", 1976 წ.
5. დიზელის ლოკომოტივების შეკეთების ტექნოლოგია. პიდი ედ. ვ.პ. ივანოვა, მოსკოვი: "ტრანსპორტი", 1987 წ.
6. წევის საწყობის შეკეთების ტექნოლოგია. V. M. Nakhodkin, R. G. Cherepashenets, Moscow: "Transport", 1998 ..
7. დიზელის ლოკომოტივი. ᲐᲐ. წადი, N. M. ხუტორიანსკი, მ .: "ტრანსპორტი", 1988 წ.
ლილვის ნაწილების რაოდენობა ნებისმიერი დვიგუნის ერთ -ერთი ყველაზე მნიშვნელოვანი ნაწილია. ვონა მკაცრად ინდივიდუალურია მანქანის კანის მოდელისთვის და რობოტის პროცესში კონკრეტულ ძრავაზე გადასასვლელად.
1. რამდენია ლილვის ნაწილების რაოდენობა, რომელიც არის მთავარი წყარო?
რაოდენობის ლილვი (ამწე- მანქანის ძრავის მთელი თავი, რომელიც არის ამწე მექანიზმის ნაწილი, რომელიც ენერგიას გარდაქმნის მექანიკურ ენერგიად გაზის ძრავის ცილინდრებში.
 ბორბლის ლილვის თავი არის ხელახლა შექმნას ძრავის დგუშების საპასუხო წნელები ბრუნვის მომენტში, რომელიც გადადის მანქანის ბორბლებზე გადაცემის გზით. ამწევი შახტის ერთ -ერთი მთავარი ტექნიკური მახასიათებელი, როგორიცაა მთელი დვიგუნი, the ამწეის რადიუსი. ჯაჭვი მიდის ფესვის შიოკების ღერძებიდან (შიკი, რომელშიც კოლეტი ცილინდრის ბლოკშია გახვეული) შემაერთებელი ღეროს შიოკის ღერძებამდე (შიიკი, რომელიც გახვეულია დიდი დამაკავშირებელი ჯოხის თავის შუაში). ამწეობის რადიუსის ქვედა მხარე არის მხოლოდ დგუშის დარტყმა, რომელიც ცილინდრების ზომაა. თუ თქვენ შეცვლით ამწეის რადიუსს, თუ ცილინდრის დიამეტრი უცვლელია, ცილინდრი მზად არის წასასვლელად. Qiu fallowess ხშირად მანკიერი, schob minyati ტექნიკური მახასიათებლებიყველა დვიგუნა პირდაპირ მღერის.
ბორბლის ლილვის თავი არის ხელახლა შექმნას ძრავის დგუშების საპასუხო წნელები ბრუნვის მომენტში, რომელიც გადადის მანქანის ბორბლებზე გადაცემის გზით. ამწევი შახტის ერთ -ერთი მთავარი ტექნიკური მახასიათებელი, როგორიცაა მთელი დვიგუნი, the ამწეის რადიუსი. ჯაჭვი მიდის ფესვის შიოკების ღერძებიდან (შიკი, რომელშიც კოლეტი ცილინდრის ბლოკშია გახვეული) შემაერთებელი ღეროს შიოკის ღერძებამდე (შიიკი, რომელიც გახვეულია დიდი დამაკავშირებელი ჯოხის თავის შუაში). ამწეობის რადიუსის ქვედა მხარე არის მხოლოდ დგუშის დარტყმა, რომელიც ცილინდრების ზომაა. თუ თქვენ შეცვლით ამწეის რადიუსს, თუ ცილინდრის დიამეტრი უცვლელია, ცილინდრი მზად არის წასასვლელად. Qiu fallowess ხშირად მანკიერი, schob minyati ტექნიკური მახასიათებლებიყველა დვიგუნა პირდაპირ მღერის.
დგუშის დარტყმისა და ცილინდრის დიამეტრის რეგულირება შესაძლებელია ძრავის ხანგრძლივმა დარტყმამ (დგუშის დარტყმა ცვლის ცილინდრის დიამეტრს) ან მოკლე დარტყმა (ცილინდრის დიამეტრი უფრო დიდია, ვიდრე დგუშის დარტყმა). მოკლე დარტყმის მოძრაობა იძლევა შესაძლებლობას უბიძგოს რახუნოკს შეფუთვის სიჩქარის გასაზრდელად. და გრძელვადიანი ძრავები უფრო ეკონომიურია და უზრუნველყოფენ მაღალ ბრუნვას დაბალ წუთში.
ამწეების პარამეტრების შეცვლისას ძრავის ყველა პარამეტრში ცვლილებებია, ამიტომ ჩვენ ძალიან ფრთხილად უნდა ვიყოთ, ჩვენ დავაყენებთ ჩვენს მანქანას, რადგან ტექნიკური მახასიათებლები ხშირად იცვლება არა მიმართულებით.
2. მასალები, შახტის ნაწილების რაოდენობის მომზადება.
თუ dvigun pratsyu, რაოდენობის ნაწილების shaft, არის ძლიერი navantazhennya. Yoho საჭიროებს დიზაინს და მასალას, რისთვის არის მომზადების მიზეზი. Cei არის დვიგუნას ელემენტი, როგორც წესი, მას აქვს დიდი სტრუქტურა. და ახალი ბრალის მასალები რაც შეიძლება მცირეა, რადგან პატარა ლილვის გამო რობოტი მოხვდება მთელ სისტემაში.
 იაკის მასალები ნახშირისა და შენადნობი ფოლადის ან მაღალი ხარისხის შავუნის წარმოებისათვის. სვეტი შეიძლება გაკეთდეს ლიტის მეთოდით, ფოლადის კუვანანიას მეთოდით ან სიზუსტის მეთოდით. სამუშაო ნაწილები ოტრიმუიტდება ცხელი ჭედვის მეთოდით ან ლიტას მეთოდით. რაც მთავარია, როგორ არის ასახული მასალების ბოჭკოები სამუშაო ნაწილებში. არ დაუშვათ їх გადაფარვა შემდგომში, დაბნეული დაბრკოლებები ჩერდება. თუ სამუშაო ნაწილი მზადაა, ის აიცილება მაღალ ტემპერატურაზე და გაიწმინდა მასშტაბებიდან (გასროლის აპარატის გამოყენებით ან გრავირების მეთოდით).
იაკის მასალები ნახშირისა და შენადნობი ფოლადის ან მაღალი ხარისხის შავუნის წარმოებისათვის. სვეტი შეიძლება გაკეთდეს ლიტის მეთოდით, ფოლადის კუვანანიას მეთოდით ან სიზუსტის მეთოდით. სამუშაო ნაწილები ოტრიმუიტდება ცხელი ჭედვის მეთოდით ან ლიტას მეთოდით. რაც მთავარია, როგორ არის ასახული მასალების ბოჭკოები სამუშაო ნაწილებში. არ დაუშვათ їх გადაფარვა შემდგომში, დაბნეული დაბრკოლებები ჩერდება. თუ სამუშაო ნაწილი მზადაა, ის აიცილება მაღალ ტემპერატურაზე და გაიწმინდა მასშტაბებიდან (გასროლის აპარატის გამოყენებით ან გრავირების მეთოდით).
წარმოების მასალები და მეთოდები გაიზარდა მანქანის ტიპისა და კლასის მიწაზე.
1. სტანდარტულ მოდელებში კოლინვალი იშლება ჭავუნიდან ლიტიას მეთოდით. ასევე არსებობს შესაძლებლობა შეცვალოს მოდელის საკუთრება და ხელი შეუწყოს სტრუქტურის მნიშვნელობას.
2. უფრო ძვირიანი სპორტული მოდელები აღჭურვილია ყალბი ფოლადის ამწევით. დამატებითი დეტალები შეიძლება გამოყენებულ იქნას ლითიუმებში კაპიტალური რემონტის გარეშე ზომები, მანქანები და შესრულება, და რომ ყველა მათგანი ხშირად ხვდება მანქანაში.
3. თვალთვალის ძაღლებისთვის კოლინვალი გადახრილია მყარი ფოლადის შმატიდან. ამავდროულად, მასალის ნაწილი უბრალოდ შესასვლელი ხდება.
ამწეების დიზაინი ემყარება უამრავ ცილინდრს, რომლებიც კონფიგურირებულია და რობოტების თანმიმდევრობით, ამ შემთხვევაში არის რიგი ფესვები და დამაკავშირებელი წნელები. მაგალითად, V6 დვიგუნებში, არ არის ბევრი კუტოვი ზსუვის დამაკავშირებელი როდ შაოკი შახტზე. V8 ძრავის ამერიკულ ვერსიაში, ბორბალი ბრტყელია, ხოლო სპორტული მანქანებისთვის V8- ის ევროპულ ვერსიაში, ბორბალი ბრტყელია. საერთოდ არ არის ჩართული, შახტების დიდი რაოდენობის დიზაინი თითქმის იგივეა. სტრუქტურულად, ლილვის ნაწილების რაოდენობა ინახება ასეთიდან ძირითადი ელემენტები:
 1. კუთხეები- მხარდაჭერა shyka, yak მდებარეობს მთავარ ტარების (roztashovutsya in crankcase of dvigun).
1. კუთხეები- მხარდაჭერა shyka, yak მდებარეობს მთავარ ტარების (roztashovutsya in crankcase of dvigun).
2. შატუნიკი -დამხმარე შორტები, რომლებიც კვანძს უმაგრებენ დამაკავშირებელ ღეროებთან (ისინი მთავარ არხებზე გადიან ჩანაცვლების მიზნით) და ემსახურება როგორც დამაკავშირებელი ღეროების საყრდენს.
3. შახტის ყბები- ელემენტი, რომელიც აკავშირებს ბირთვებს და შატუნებს.
4. წინდა(ლილვის წინა ნაწილი) არის ნაწილი, რომელზედაც დაკბილულია ბორბალი, ან გადაცემათა კოლოფი სიმტკიცის არჩევისას, ისე რომ ის იყოს დაკავშირებული აირის გამომმუშავებელ მექანიზმთან, როტორის ლილვთან, დამშლელთან ბრუნვის თავები, დამატებითი კვანძები და დამატებითი კვანძები.
5. ცხენის კუდი(Vikhhidna უკანა ნაწილი shaft) - ნაწილი, yaka z'єnutsya ერთად flywheel ან gearwheel შერჩევა pull.
6. პროტივაგი- ამწე მუხლის ელემენტი (იმ დღეს, ყბის გაფართოება დამაკავშირებელი ღეროების საპირისპირო მხარეს), რაც არის მიზეზი ძირითადი მექანიზმების შესუსტებისა, ქვედა ნაწილების ენერგიის ძალების გამო დამაკავშირებელი წნელები და ამწევი ლილვის მასის შეუფერხებელი მოქმედება.
7. საკისრები კოვზანიასთვის- უზრუნველყოს crankshaft შეფუთვა საყრდენებზე. საკისრები არის თხელი ჩანართები, დამზადებულია ფოლადის ხაზებისგან ანტიფრიქციული ბურთით. ვკლადიშის მხარდაჭერა სასტვენით, რომელიც არ იძლევა მის გადახვევას, მჭიდრო სადესანტოდ. ანძის გამოჩენა გაადვილებს საკინძებში ერთი საათის განმავლობაში შეფუთვას.
8. ტარების ჩასმა- ელემენტი, რომელიც არ იძლევა ამწევი ღერძის გადაადგილებას. მოგება დადგება ხაზის ბოლოს ან ხაზის შუაში. ფესვგადგმული შიოკების რაოდენობა, ზაზვიჩაი, ერთეულის შემაერთებელი ღეროების რაოდენობის შეცვლა (ასეთ კოლონიას სრული ფეხი ეწოდება) და სუნი შეიძლება უფრო დიდი დიამეტრის იყოს.
კოლინს უწოდებენ შემაერთებელ ღეროს shyka, იაკი არის roztashovutsya ორ ლოყას შორის. რიცხვის პოზიცია განპირობებულია რობოტის მოძრაობის თავისებურებებით, ცილინდრის პოზიციიდან და შესაძლებლობის უზრუნველსაყოფად, რომ დრო მინიმალურია, ბრუნვის მომენტების მინიმალური რაოდენობა.
 ადვილია შიკის ყბაზე გადატანა - იგივე არ არის შესაძლებელი ამწევი შახტის დიზაინში.ადგილის ცენტრზე ზეწოლის შესამცირებლად, წადით ჯუნგერნავტით (რადიუსი მომრგვალებულია). ჩივილები ფულის გაზრდისა და მათი ღირებულების შესამცირებლად, რომ შეასრულონ შიკი ან ლოყა. ყველა ფესვი და დამაკავშირებელი წნელები ინტეგრირებულია ძრავის მასტიკის სისტემაში. ელემენტები დაფარულია ვიცეში. ორგანიზმების ზეთის გამოყოფა კანზე ფესვის შიოკიდან ხერხემლის მაგისტრალიდან ინდივიდუალური თანმიმდევრობით. და სანამ დამაკავშირებელი როდ shyok, თქვენ რუბლს შეადგენს ზეთი მეშვეობით არხების cheeks.
ადვილია შიკის ყბაზე გადატანა - იგივე არ არის შესაძლებელი ამწევი შახტის დიზაინში.ადგილის ცენტრზე ზეწოლის შესამცირებლად, წადით ჯუნგერნავტით (რადიუსი მომრგვალებულია). ჩივილები ფულის გაზრდისა და მათი ღირებულების შესამცირებლად, რომ შეასრულონ შიკი ან ლოყა. ყველა ფესვი და დამაკავშირებელი წნელები ინტეგრირებულია ძრავის მასტიკის სისტემაში. ელემენტები დაფარულია ვიცეში. ორგანიზმების ზეთის გამოყოფა კანზე ფესვის შიოკიდან ხერხემლის მაგისტრალიდან ინდივიდუალური თანმიმდევრობით. და სანამ დამაკავშირებელი როდ shyok, თქვენ რუბლს შეადგენს ზეთი მეშვეობით არხების cheeks.
4. ლილვის მომსახურება.
ლილვის ნაწილების რაოდენობა, როგორიცაა მანქანის ნაწილი პერიოდული მოვლის დროს. ყველაფრისთვის, თქვენ უნდა აიღოთ თქვენი ცოდნა და დააბრუნოთ.
კოლინჩასტნის ლილვის როტაცია ტრიალებს შემდეგნაირად:
1. დაშალეთ ძრავა მანქანიდან და შემდეგ გაეცანით ყველა ელემენტს.
2. დვიგუნის ამწე ამობრუნება ზევით. მშობლიური საკისრების კრიტიკოსებმა ეს იციან, ამიტომ აუცილებელია გახსოვდეთ მათი პოზიცია.
3. იცოდეთ მშობლიური საკისრების ყვირილი.
4. საყელო ჩანს და საყელოს უკანა ნაწილი ცნობილია.
5. იცოდეთ ძირეული წვლილი ფესვების საკისრებიდან და ცილინდრების ბლოკიდან.
შანსი, რომ შახტი ხელახლა გამოითვლება.
ალგორითმი კონვერტაციის ამწე:
1. ჩაასხით ბენზინი ყველა საწყობში და გააშრეთ ნაწილი.
2. სწრაფად გადახედეთ კოლონიას გამარჯვებულის უარყოფითი კვალის გაჩენისას (ღარები, ვიკკოლი, ძლიერი ცვეთა). თუ კითხვის რაოდენობა არაგონივრულია ზოგადი ექსპლუატაციისთვის, მაშინ მოხდება, რომ ის ახალია.
3. გაასუფთავეთ, დააჭირეთ და გაწმინდეთ ზეთის ყველა არხის დაჭერით მათ წინ სანთლების გადახვევით.
4. როგორც კი დამაკავშირებელ როდ შიკებზე იყო ბული, ან თუ ისინი ბინძურები არიან, მაშინ აუცილებელია მისი მოშორება და მისი ამოღება. წერა იმის ცოდნა, თუ როგორ უნდა აფეთქდეს ნავთობის არხები.
5. გადახედეთ მშობლიური საკისრების წვლილს. თუ მათზე დეფექტებია, მაშინ ისინი ახლით უნდა შეიცვალოს.
6. მიმოიხედე ბორბალს ირგვლივ, დეფექტების გამოვლენის შემთხვევაში, ბორბალი შეიცვლება.
7. მიმოიხედე წინდის ტარების ირგვლივ, თითქოს ის უარყოფითია ექსპლუატაციის გამო, მაშინ საჭიროა მისი დაჭერა და განახლება.
8. მიმოიხედე ჯირკვლის გარშემო, რომელიც მდებარეობს კრიტიკულ როზეტებში და, საჭიროების შემთხვევაში, შეცვალეთ დეტალი. მანქანის დიდი გაშვებით, ზეთის ბეჭედი იცვლება სავალდებულო წესრიგში.
9. უკანა საკომისიოს ცვლილებები და შეკუმშვა შემცირდა.
10. ღრძილების ღრძილების გარდაქმნა, როგორიცაა სიაში მორთვა. თუ ყნოსვა არასანქცირებულია ყალბი ვიქტორიანელისთვის, მაშინ ის უნდა შეიცვალოს.
 ნაწილების რაოდენობის გადაყვანისას, ლილვი უკან უნდა გადაიწიოს. კოლინჩასტოგოს შახტის დაყენება ხორციელდება ზოროტნის პერიოდში იოი ზენიატამდე. ინსტალაციის დაწყებამდე აუცილებელია დავრწმუნდეთ, რომ ყველა შიკი და іnshі ელემენტი კლონირდება ძრავის ზეთი... ინსტალაციისას, ის უნდა გადაკეთდეს ისე, რომ ლილვის ნაწილების რაოდენობა ადვილად და შეუფერხებლად იყოს გახვეული. პირველ რიგში, თქვენ უნდა იცოდეთ და კვლავ აღადგინოთ, შეინარჩუნოთ შეუფერხებელი მგზავრობა.
ნაწილების რაოდენობის გადაყვანისას, ლილვი უკან უნდა გადაიწიოს. კოლინჩასტოგოს შახტის დაყენება ხორციელდება ზოროტნის პერიოდში იოი ზენიატამდე. ინსტალაციის დაწყებამდე აუცილებელია დავრწმუნდეთ, რომ ყველა შიკი და іnshі ელემენტი კლონირდება ძრავის ზეთი... ინსტალაციისას, ის უნდა გადაკეთდეს ისე, რომ ლილვის ნაწილების რაოდენობა ადვილად და შეუფერხებლად იყოს გახვეული. პირველ რიგში, თქვენ უნდა იცოდეთ და კვლავ აღადგინოთ, შეინარჩუნოთ შეუფერხებელი მგზავრობა.
გამოიწერეთ ჩვენი ხაზები
ლანკას ამწე მექანიზმი დგუშის ძრავა- ჯგუფი kol_nchastny shaft. ჯგუფის დეტალები ასრულებს პროგრესული დგუშის გადაქცევის პროცესს ბოროტი ლანკის გადატრიალებულ რულონად.
ამწევი ჯგუფის ჯგუფს მიეკუთვნება: თავისუფალი ამწეები, დეფლექტორები, ბორბალი, გაზზე მომუშავე ელემენტები და სხვა დამხმარე მექანიზმები და ძრავის სისტემები, ღერძული სისტემა და ზეთის დალუქვის დანართების დეტალები.
Crankshaft ჯგუფის ყველაზე დასაკეცი და მოქნილი ნაწილი - თავად crankshaft.
დიზაინის ტექნიკური სრულყოფისა და საავტომობილო ლილვის ხარისხის გამო, ბევრი ადგილია წვის აირების ძრავის სითბოს ენერგიის სიჩქარის გაზრდისათვის, ანუ KKD, დანაკარგისას, მაღალი ეფექტურობა, ეფექტურობა
რაოდენობის შახტი დვიგუნი
"ქვილის შახტი არის დეტალი, რომელიც მოხრილია იმდენად, რამდენადაც არასასიამოვნოა და შემოხვეულია პულსის დაკარგვამდე."
სლუსარ მოაზროვნეთა ორდენი
დგუშის ძრავის ლილვის ნაწილების რაოდენობა არის დეტალი, რომლის დიზაინი საშუალებას იძლევა დასრულდეს მბრუნავი-წინამორბედი სწორი დგუშის შახტის გადაბრუნებული ლილვი. იაკი დაიკარგა სამიდან ერთ -ერთ სტატიაში მანქანების შესახებ, გადატრიალებული ჩამონგრევა є ოპტიმალურია მანქანების მიწაზე და მექანიზმებზე (ანუ მანქანებზე, მოწინავე მანქანებიდა ავტობუსები, ტრაქტორები და სასოფლო -სამეურნეო ტექნიკა და ა.შ.), ასეთი მანქანების ზოგიერთი ძირითადი ბორბალი არის ბორბალი, რადგან ის მუშაობს რობოტული რულონის დამზადების პროცესში.
დგუშის ძრავის ნაწილების რაოდენობა spriymaє zusill დამაკავშირებელი ღეროს მხრიდან და გარდაქმნის їх ბრუნვის მომენტში. გარდა ამისა, ლილვის ნაწილების რაოდენობა ხელს შეუშლის დგუშების დაშლას დამატებითი დარტყმისა და ძრავის დაწყებამდე, ასევე გამოიწვევს დამატებით მექანიზმებს და მიამაგრებს ძრავას და სისტემებს.
ზუსილა გაზის მხრიდან და ენერგიის ძალები კოლინარული ლილვის დიდი მატებით იძენს გვიან და უარეს დეფორმაციებს, რომელთა მიზეზი არის დინამიური (ცვლილებები) შემდგომ პერიოდში, კარგი ბოლო დროს
კოლონჩასტნის შახტის კისრები მუშაობს დიდი გარემოსდაცვითი მუშაობით და ხედავს მნიშვნელოვან თერმულ და მექანიკურ სტრესს. როდესაც ბევრი დამაკავშირებელი წნელია, ხდება დასაკეცი ცვლილება, რთული ენერგიის ცვლილება.
ისინი მიდიან გონების გზიდან, რომელშიც ლილვის ნაწილების რაოდენობა, კონსტრუქციამდე, ასეა ჩამოკიდებული:
- ფორმა კლონირებული იყო რობოტის საათში მოძრაობის დროში;
- დროებითი სიმტკიცე, რაც დაუშვებელია დეფორმაცია;
- Visoka vtomna mіtsnіstі and zdatnіst protistostoyanie დინამიური navantazhennya;
- visoka დაღლილობის rubbing ზედაპირები;
- მინიმალური მასა, რომელიც იძლევა მოგების ერთი საათის შემცირების საშუალებას, ენერგიისა და მომენტების ლილვის შეფუთვას.
ამწევი ლილვის დიზაინის მახასიათებლები
ამწევი ლილვის ძირითადი ელემენტები (ნახ. 1) Є кінні 4 і დამაკავშირებელი წნელები 2 შიკი 3 , კაბინეტი 5 han წვივი 1 ... ორი დამაკავშირებელი ჯოხი, დამაკავშირებელი წნელები და ლოყები, როგორ უნდა გაიყვანოს ერთად, დააფიქსიროს ამწე.

ამწეების ბოლო ზედაპირები, სადაც ისინი თამაშობენ შიკისთვის, იჭრება და ჯდება რგოლის ქამრებში, რომლებიც გამოიყენება დამაკავშირებელი ღეროების და ყველაზე გავრცელებული ლილვის ღერძული ფიქსაციისათვის. Tsі kіltsevі ქამრები მიიღება შიოკის ცილინდრული ზედაპირიდან გლუვი გადასვლებით - ფილეებით.
შუა შიოკ -შოკი channels არხებისა და ღიობების სისტემა მასტიკების მასალის საკისრების შესანახი. ზეთი, როგორც წესი, მიდის დამაკავშირებელი ჯოხის ჩანართებამდე არხებით, შეჯამებული პირველადი საკისრებიდან.
ვიგინისთვის საკმარისი სიმტკიცე ეწოდება ეგრეთ წოდებულ სრულ ფეხით გასეირნებას, რომლის დროსაც ფესვის შიოკის რიცხვი ერთით მეტია, ვიდრე ამწევი შაიოკის რაოდენობა.
Roztashuvannya დამაკავშირებელი როდ shiyok viznachatsya გონებიდან rіvnomіrny rozpodіlu zaimannya და დროებითი დეტალები.
ნაწილების რაოდენობა შეიძლება იყოს მყარი და სასაწყობო, ანუ ე. როზბირნის მიერ - იკეცება ამწეების გარშემო, ისე რომ ისინი დადიან ერთ უნივერსიტეტში. საწყობებმა საკმაოდ სწრაფად დაიწყეს გაყინვა, მხოლოდ მშობლიური საკისრების მზარდი რაოდენობის შემთხვევაში ( Პატარა. 2).

რაჭის ლილვის ყბები ბირთვული ლილვების გვერდიდან ხშირად ვერ ინარჩუნებს თავს, მაგრამ მთავრდება პროგნოზებით, რომლებიც მეტყველებს შესაფუთი მასების ცენტრალური ძალებიდან ძირითადი საკისრების მოხსნაზე, რაც ამდიდრებს დისბალანსს ღერძის ლილვი მოძრავი ლილვებით.
ლილვის საყრდენის საწინააღმდეგოდ, ან დიდი მასის დროს (მაგალითად, დიზელის ძრავებში), უსიამოვნო სუნი შეიძლება აიყვანოს ლილვიდან და დამაგრდეს ახალ ჭანჭიკებზე, საყრდენებზე ან ქინძისთავებზე.
ამწე ამობურცულის ძირში, დააინსტალირეთ გადაცემათა კოლოფი ან გადაცემათა კოლოფი ბენზინის ძრავის, ტუმბოების, ვენტილატორის და ძრავის ახალი სისტემების სხვა მექანიზმების მართვის მიზნით.
მფრინავი ბორბალი დამონტაჟებულია კოლტის შახტზე, ისე, რომ დვიგუნის შესაფუთი მასა წყდება, რომელზედაც დამონტაჟებულია გადაცემები დვიგუნის დასაწყებად.
ბორბლის ერთ-ერთი გადაცემა გაზის მექანიზმის ამოძრავებაზე დაყენებულია არა კანკალზე, არამედ წვერზე, de elementi ნავთობის გაწმენდაზე ან კრუნჩხვაზე.
ლილვის ნაწილების რაოდენობა ზუსილის ღერძებით, რომელიც გამოვლენილია რობოტული ხვეული კბილებით ვარდისფერ კბილების შემთხვევაში და წარუმატებლობის შემთხვევაში. იმის უზრუნველსაყოფად, რომ ლილვი გადაადგილებულია შესასვლელიდან, ღერძის ფიქსაცია ფიქსირდება ისე, რომ იგი იყოს დაცული ჩანართების მსუბუქი საყელოებით ან მძიმე ტარების საშუალებით ( იხილეთ ლეღვი 3). შერჩეულ უნივერსიტეტს აქვს ღერძული უფსკრული 0.05 ... 0.15 მმ, დარწმუნებული ვარ, რომ გადავახვიო იგი შახტამდე.

სამუშაო ზედაპირის ნაკაწრების შესაცვლელად გამოიყენეთ ხახუნის საწინააღმდეგო შენადნობი მსუბუქი ბადეების ზედაპირის დასაფარავად. გადაბრუნებისას რგოლები ფიქსირდება ქინძისთავებით.
სურათის შექმნის პროცესი იწყებს მოძრაობას სტატიკური და დინამიური ბალანსისკენ.
Crankshaft stiffness და შესრულება შეიძლება მიღწეული:
- შიოკისა და შიკის გვერდითი რეცესიის გაუმჯობესება;
- შემაერთებელი ღეროს შიოკის მასის მაქსიმალური ცვლილებები;
- ოპოზიციის რაციონალური განაწილება;
- შტამების კონცენტრაციის ცვლილებები, რომლებიც იხსნება შემაერთებელი წნებით.
სტრესის კონცენტრაცია ფილეების რადიუსის გაზრდის შესაცვლელად, ჩვენ მოვიპარავთ ღიობების გახსნას შემაერთებელ ღეროში, ჩვენ შევაჩერებთ ლულის ფორმის დაცლას შიკინგის შუაგულში.
ამწე ლილვების მაღალი აცვიათ წინააღმდეგობა შეიძლება მიღწეულ იქნას საკისრებზე, ოპტიმალური ვიბრაცია ანტიფრიქციული ბურთის მასალაზე, ლილვებისა და ღარების ჩაკეტვა შახტში მაღალი სიხშირის სიმებითა და გაზრდილი გათავისუფლებით

რა ლითონებს იყენებენ ისინი?
რამოდენიმე ნაწილი ხელმისაწვდომია ფოლადისგან ან სპეციალური ჩავანისგან დასაჭერად. ვიკორისტული ფოლადის ლილვების დასაჭერად 45, 45X, 40XFA, 42XMFA, 18X2N4VA.
ნაწილების რაოდენობა ბენზინის ძრავებინახე ჭავუნი. ეს უფრო იაფია, ადვილია საჭირო ფორმის ჩაცმა, იცავს ვიჟინის სუნს, ეს ბევრად უკეთესია, ის ფოლადზე დაბალია, ამიტომ ადვილია დიზელის ძრავებში ჩარჩენა.
ბორბალი
ბორბალი გამოიყენება კინეტიკური ენერგიის დასაგროვებლად ერთი საათის განმავლობაში, ბორბლის ღერძის უთანასწორობის შესაცვლელად, დგუშის მომენტის შესამცირებლად, როდესაც დგუში გადის TDC და LMT, ამცირებს ძრავის დაწყებას და არღვევს მანქანის მექანიზმს. ბორბალი ვრცელდება ნაცრისფერი ჩავნიდან, თავისივე თანმიმდევრობით, აყალიბებს ლითონის ძირითად წონა ბორბლებზე, ინერციის მომენტის გასაუმჯობესებლად.
ძრავის დაწყება ელექტრული სტარტერით, გადაცემათა კოლოფი დაჭერილია ბორბალზე 2 (იხილეთ ლეღვი 4), აბო იგი სპეციალური ჭანჭიკებით უნდა დაიმაგროს.
ბორბლის ბორბლის ორივე მხარეს შეიძლება გამოყენებულ იქნას მილები პირველი ცილინდრის დგუშის დასაყენებლად TDC– ში, ან გრადუსიანი მასშტაბი ანთების ბრუნვის დასადგენად (გრადუსებში).
ბორბალი ამწევი ლილვის ფლანგზე ცალსახად პოზიციის დასაყენებლად, ბორბლიანი სამონტაჟო ერთ -ერთი ღიობი უნდა გადაინაცვლოს მცირე ჭრილობაზე (დაახლოებით 2˚). წვეთის შუაგულში, სამონტაჟო ქინძისთავები იქნება ჩარჩენილი და ყდის დამონტაჟდება 4 .



